この記事のポイント
 スマートファクトリーは6要素(IoT・エッジ・AI・ロボット・データ基盤・人材)で構成、欠落要素の特定から着手するのが鉄則
スマートファクトリーは6要素(IoT・エッジ・AI・ロボット・データ基盤・人材)で構成、欠落要素の特定から着手するのが鉄則- 経産省系資料はデータ利活用の成熟度をレベル0〜4で整理する例があり、レベル4「動的な自律制御」が次の到達点として示される
- 主要4事例(デンソー・ダイセル・旭鉄工・TOTO)から学べるのは「IoT→AI→自律」のフェーズ設計の有効性
- 詰まる5論点(OT/IT・レガシー・人材・ROI・定着)はPoC前に設計方針を出すのが事故予防の最短経路
- 補助金は省力化投資補助金(一般型は条件で補助上限・補助率変動/カタログ注文型は補助率1/2以下)・ものづくり補助金・中堅・中小企業の大規模成長投資補助金が主な活用候補

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
スマートファクトリーとは、IoT・AI・ロボット・クラウドを組み合わせて製造現場のデータを収集・分析・制御し、生産性と品質を継続的に高めるデータ駆動型の工場のことです。
2025年に「AIエージェント元年」と呼ばれた潮流が2026年は製造現場に到達し、業界の重心は「自動化」から「自律化」へ移りつつあります。
本記事では、定義・6つの構成要素・経産省ロードマップ・国内事例・詰まる5論点・進め方5ステップ・2026年自動化→自律化シフト・費用相場と補助金までを実務的に整理します。
目次
スマートファクトリーとは——定義とFA・DX・Industry 4.0/5.0との位置づけ
Agentic AI——オーケストレーター型エージェントの登場
デンソー:Factory-IoTで130工場をクラウドで接続
スマートファクトリーとは——定義とFA・DX・Industry 4.0/5.0との位置づけ

スマートファクトリーとは、IoT・AI・ロボット・クラウドを組み合わせて製造現場のデータを収集・分析・制御し、生産性と品質を継続的に高めるデータ駆動型の工場を指す概念です。
単に古い設備を新しい機械に置き換える「自動化」とは別物で、現場のデータを軸に意思決定を高度化する仕組みそのものを指します。
2025年に「AIエージェント元年」と呼ばれた潮流が2026年は製造現場に到達し、Gartner Manufacturing Predicts 2026やBernard Marrの2026年製造業トレンド分析では「自動化(Automation)」から「自律化(Autonomy)」への移行が共通のキーワードになっています。
本セクションではまず、スマートファクトリーが従来工場と何が違うのか、そしてFA・製造業DX・Industry 4.0/5.0という近接概念との位置関係を整理します。

従来工場との違い

従来工場とスマートファクトリーの違いは、設備が新しいかどうかではなく「データの扱い方」にあります。

以下の表で、両者の代表的な違いを整理しました。
| 観点 | 従来工場 | スマートファクトリー |
|---|---|---|
| データ収集 | 帳票・日報・現場の勘 | センサー・PLC・MESからリアルタイム自動収集 |
| 異常検知 | 不良品が出てから人が気づく | AIが工程内で予兆検知し未然対応 |
| 設備保全 | 時間基準(TBM)の定期点検 | 状態基準(CBM)の予知保全 |
| 生産計画 | 過去実績ベースで月次・週次に固定 | 需要・在庫・設備状態を統合してダイナミックに最適化 |
| 改善ループ | 月次・四半期の改善会議で吸い上げ | データを起点に日次・時間単位で改善 |
| 経営層との接続 | 現場と経営の間に情報の壁 | ダッシュボードで現場KPIが経営層にリアルタイム接続 |
違いの本質は、現場で起きていることがデータという共通言語で社内すべての層に届く点です。
経営層が「ラインA・8時台に不良率が跳ねている」と現場と同じ粒度で見える状態になれば、設備投資や人員配置の意思決定スピードが変わります。
逆に言えば、ピカピカの新設備を入れても、その状態データが経営層まで届かない構造だとスマートファクトリー化したとは言いません。
FA・製造業DX・Industry 4.0/5.0との関係

スマートファクトリーは「製造業DX」「FA」「Industry 4.0」と語感が似ているため混同されがちですが、それぞれが指す範囲は明確に違います。実務的に切り分けると以下の関係になります。

| 概念 | 主な意味 | スマートファクトリーとの関係 |
|---|---|---|
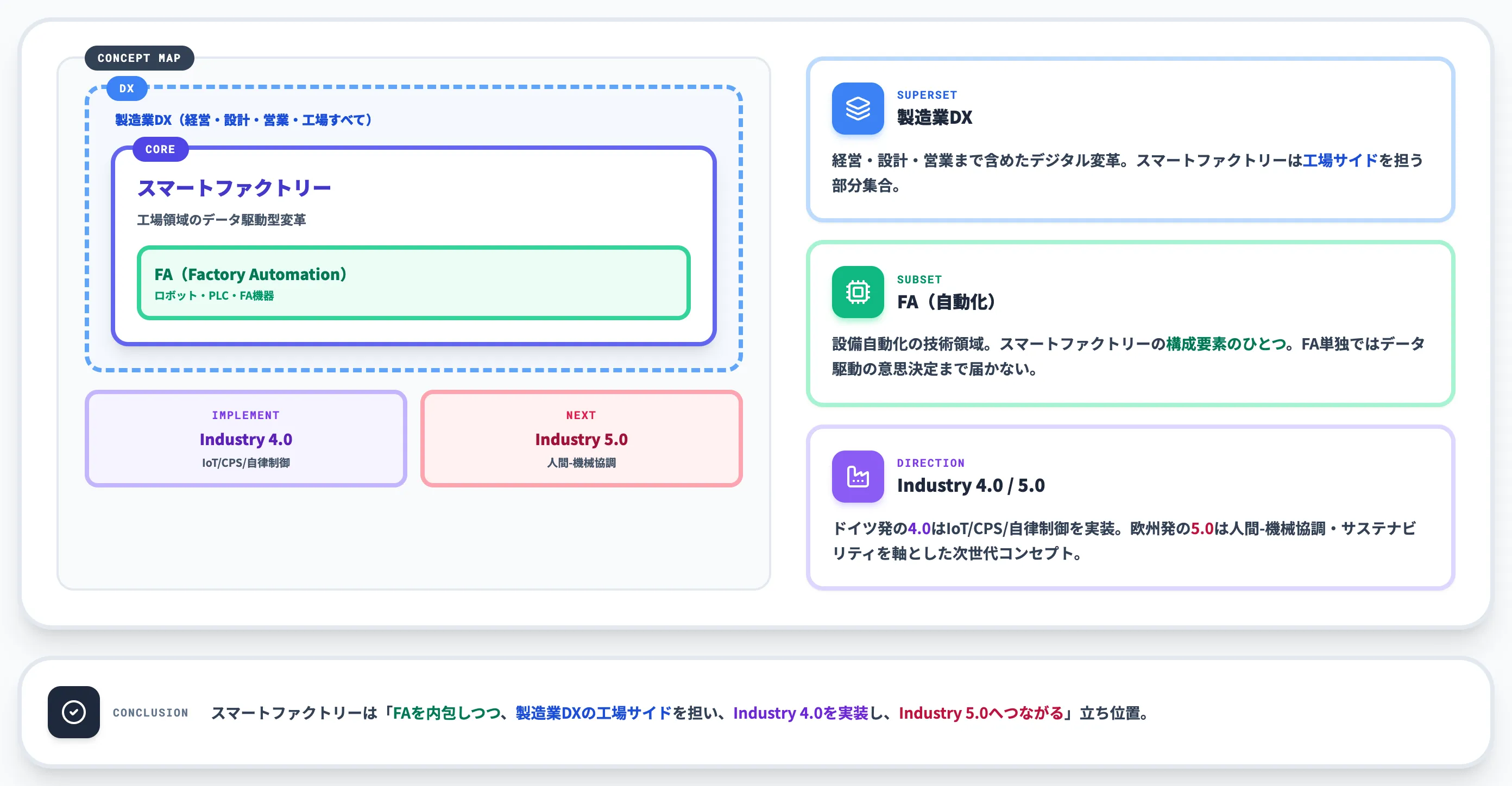
| FA(Factory Automation) | ロボット・PLC・FA機器による設備自動化 | スマートファクトリーの構成要素のひとつ。FA単独ではデータ駆動の意思決定までは届かない |
| 製造業DX | デジタル技術で製造業全体(経営・設計・営業含む)を変革 | スマートファクトリーは製造業DXの工場領域を担う部分集合 |
| Industry 4.0 | ドイツ発の第4次産業革命構想(IoT・CPS・自律制御) | スマートファクトリーはIndustry 4.0の中核実装。両者はほぼ同じ方向を向く |
| Industry 5.0 | 欧州委員会が2021年に提唱、人間-機械協調・サステナビリティが軸 | 4.0の延長で「自律化したラインに人が共存する」次段階。Bernard Marrの2026年6大トレンドの1つに挙がる |
整理すると、スマートファクトリーは「FAを内包しつつ、製造業DXの工場サイドを担い、Industry 4.0を実装し、Industry 5.0につながる」立ち位置です。
FAしかやっていなければスマートファクトリーとは言えませんが、スマートファクトリーには必ずFAが含まれます。
経営層への説明では「うちはIndustry 4.0をやる」より「うちはスマートファクトリー化で工場のデータと判断を変える」と言ったほうが、何をやる話なのかが具体的に伝わります。
【関連記事】
製造業DXガイド|進め方・成功事例・AI活用まで網羅
スマートファクトリーの6つの構成要素

スマートファクトリーは単一の技術ではなく、現場データを収集・処理・分析・制御・連携・運用する6つの構成要素が連動して機能します。
スマートファクトリー化が頓挫する典型は「IoTセンサーは入れたがデータ基盤が無い」「AIモデルは作ったがロボットに接続できない」のように、6要素のうち1〜2要素が欠落している状態です。本セクションではこの6要素を1つずつ整理します。

IoT・センサーで現場データを収集する層

IoTとセンサーは、現場の温度・振動・圧力・電流・カメラ画像・作業員動線などを機械が読める形でデジタル化する役割を担います。

スマートファクトリーで扱うデータの源流はすべてここから入るため、センサーの選定と配置設計はスマート化の品質を決める初期工程になります。
ポイントは「サンプリング周波数」「センサー設置位置」「既存PLCとの統合」の3点で、振動センサーであれば10kHz以上の高周波サンプリングが必要なケースもあれば、温度監視なら1秒間隔で十分なケースもあります。
「センサーを置けばデータが取れる」と考えると、現場では「データは取れたが粒度が荒すぎて異常検知に使えなかった」という事故が頻繁に起きます。実務的には、IoT導入PoCの最初のスプリントを「データの目的→必要粒度→センサー仕様」の逆算設計に充てることをおすすめします。
製造業のIoT導入を入口にしたPoCは、データ層の設計を曖昧なまま進めると後段のAI活用が機能しないので注意が必要です。
エッジ/クラウドで処理基盤を分担する層

収集したデータの処理基盤は、エッジ(現場側のゲートウェイやPC)とクラウドの2層で構成するのが一般的です。

以下の表で、エッジとクラウドの役割分担を整理しました。
| 層 | 主な役割 | 代表的な処理 |
|---|---|---|
| エッジ | 低遅延・現場閉域処理 | 外観検査の即時判定、設備異常の即時停止、機密性が高い画像データの一次フィルタリング |
| クラウド | 大量データ蓄積・横断分析 | 複数工場の歩留まり推移分析、設備保全モデルの学習、デジタルツインの統合管理 |
2024年以降の世界的なトレンドとして、AI推論がクラウドからエッジへシフトしています。
2024年以降は、製造業向けのエッジAIスタック(NVIDIA Industrial Edge AI・Intel OpenVINOなど)の整備が進み、AI推論処理は急速にデバイス側へ降りてきています。
実務的な使い分けの判断軸は「リアルタイム性の要求度」と「データ機密性」です。50ms以内に判定を返す必要がある外観検査やロボット制御はエッジ、月次分析や複数工場横断のベンチマークはクラウドというように、処理特性で切り分けます。
AI・機械学習で分析・予測・制御を担う層

AI・機械学習は、収集したデータから異常検知・予測・最適化を引き出す中核機能です。スマートファクトリーで実装されるAIは大きく4種類に分類できます。

-
異常検知AI
正常時のデータパターンから外れた挙動を検出する。設備の予兆検知、外観検査の不良品判定、品質工程の異常通知に使われる。
-
予測AI
時系列データから将来値を予測する。需要予測、設備故障の予知保全、エネルギー需要予測、歩留まり予測などが代表。
-
最適化AI
強化学習や数理最適化で動的に意思決定を変える。生産計画の動的最適化、ロボット動作の自律調整、エネルギー使用量の最適制御で使われる。
-
生成AI
熟練者の作業手順を文書化したり、不良原因を自然言語で説明したり、SOP(標準作業手順書)の自動生成に使われる。2026年に製造現場でも実装が進む領域。
4種類のAIをすべて一度に導入する必要はありません。歩留まりが課題なら異常検知+予測、設備保全が課題なら予測+最適化のように、現場のKPIから逆算してAIタイプを選定するのが実務的です。
外観検査AIや需要予測AI、在庫管理AIはそれぞれ別記事で深掘りしています。
ロボット・FA設備で物理世界に出力する層

AIが出した判断を実際の物理世界に反映するのがロボット・FA設備の役割です。

ファナック・安川電機・川崎重工・三菱電機などの産業用ロボットに加え、近年は協働ロボットや、NVIDIA Isaac・ROS 2対応のAI制御ロボットも現場実装が進んでいます。
スマートファクトリーにおいてロボットは「ティーチングで動く決まりきった作業をする」存在から、「センサー情報を元にAIが動作を生成する」存在へ役割を広げつつあります。
特に多品種少量生産や不定形ワーク(食品・ばら積み部品など)の領域では、固定ティーチング型ロボットでは対応できなかった作業が、フィジカルAI型ロボットで自動化可能になり始めています。
PLC×AIによる製造ライン最適化やラダー図のAI自動生成など、制御プログラム側へのAI浸透も並行で進んでいます。
データ基盤・業務システム連携の層

センサーから取得したデータは、業務システム(MES・ERP・生産管理・品質管理・PLM)と接続されてはじめて「経営層の意思決定」「現場オペレーターの作業指示」に変換されます。
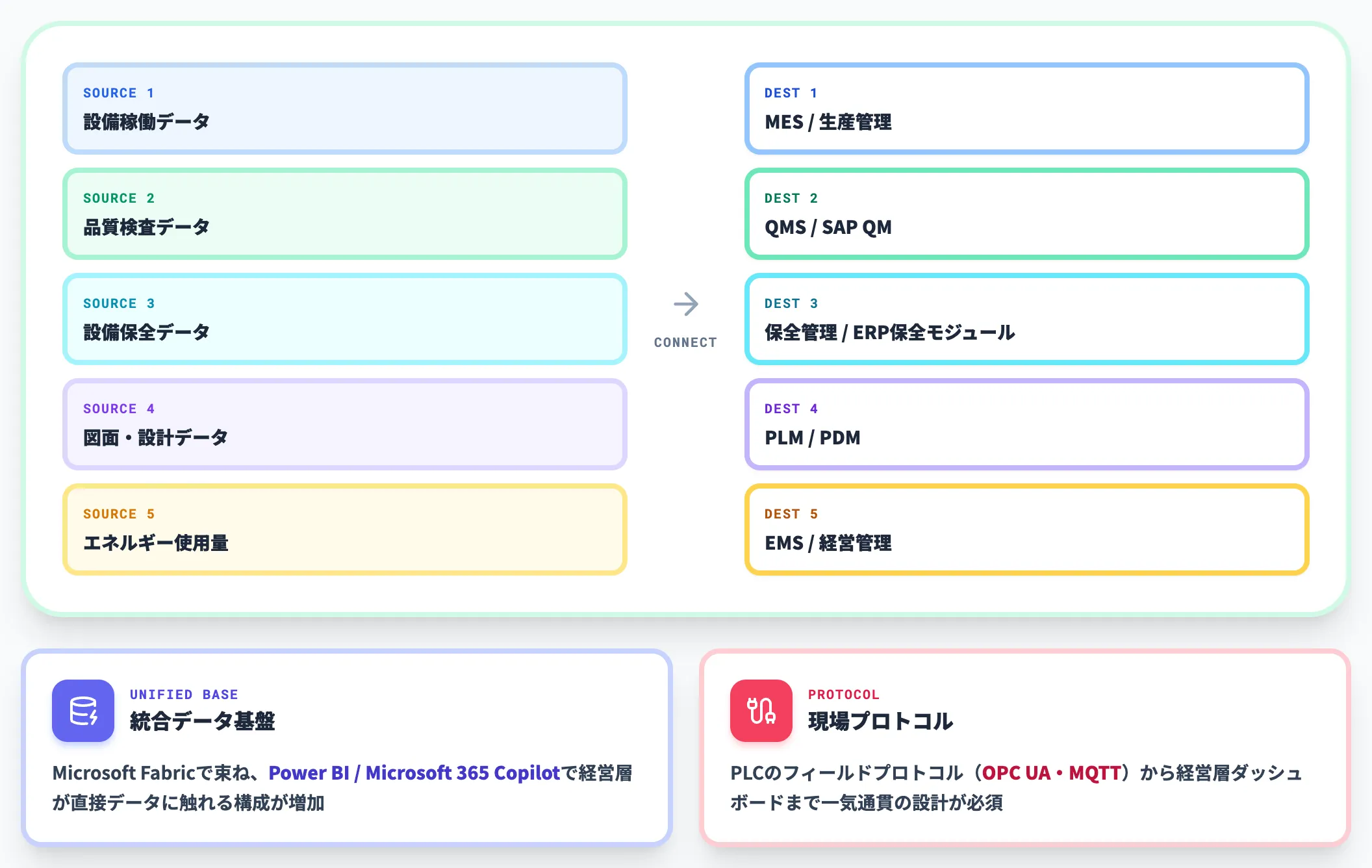
ここが弱いスマートファクトリー化は「データは取れているが使われない」状態に陥ります。
実務的な接続点は以下のとおりです。
- 設備稼働データ → MES(製造実行)・生産管理システム
- 品質検査データ → QMS(品質管理)・SAP QM
- 設備保全データ → 保全管理システム・ERPの保全モジュール
- 図面・設計データ → PLM・PDM
- エネルギー使用量 → EMS(エネルギー管理)・経営管理
近年はMicrosoft Fabricのような統合データ基盤でこれらを1つに束ね、Power BIやMicrosoft 365 Copilotで経営層が直接データに触れる構成も増えてきました。
製造業のデータ基盤設計は、現場PLCのフィールドプロトコル(OPC UA・MQTT等)から経営層のダッシュボードまで一気通貫で考える必要があり、設計を誤ると後段で接続できないという事故が起きます。
【関連記事】
MESとは?SAP/Siemens/Rockwell比較・ISA-95と2026年AI動向を解説
人材・組織でスマート化を運用する層

スマートファクトリーは設備とソフトウェアだけでは回りません。「データを読む現場担当」「AIの精度を維持する保守担当」「経営層への説明責任を持つDX推進担当」の3層が揃ってはじめて運用が成立します。

2026年5月29日に経済産業省が公表した「2026年版ものづくり白書」でも、AI・デジタル技術を活用するうえで、知識・ノウハウや必要人材の不足が主要課題の一つとして挙がっています。
実務的には、最初から専任部隊を組まずに既存の生産技術部・品質保証部・情報システム部から「兼任メンバー」を選び、AIベンダーやSIerの伴走で立ち上げるパターンが現実的です。スマートファクトリーが定着したフェーズで、専任の「製造DX室」「スマート工場推進室」に格上げするのが、製造業の人員制約に合った進め方になります。
人材育成については、現場担当向けのIoTリテラシー研修、推進担当向けのデータ分析研修、経営層向けのAI戦略研修と層別に分けて設計する必要があります。
経産省ロードマップで見るスマートファクトリーの成熟度4段階

スマートファクトリー化を進めるとき、自社の現在地と次の到達点を測る共通指標として広く参照されているのが、2017年5月に中部経済産業局が公表した「スマートファクトリーロードマップ」を起点に、その後の経産省「工場におけるサイバー・フィジカル・セキュリティ対策ガイドライン検討WG」の配布資料(PDF)などで整理されたデータ利活用の成熟度モデルです。
経産省系の整理では、データ利活用の成熟度をレベル0〜4で示す例があり、レベル0が手作業中心の状態、レベル1〜3がデータ収集→分析・予測→制御・最適化、レベル4が「動的な自律制御」として位置づけられています。
本セクションでは、実務的に投資判断と直結することが多いレベル1〜4を中心に整理します。

レベル1:データ収集・蓄積(多くの企業の現在地)
レベル1は、現場の設備・センサー・作業実績をデジタルで収集し、後から見返せる形で蓄積する段階です。

具体的には、PLCから設備稼働データを取り出してダッシュボードで見える化したり、外観検査の画像を保存して後で分析できる状態を作ったりします。
経産省ロードマップでは「データの収集・蓄積」と定義されており、まだAIによる判断は介在しません。情報システム部の延長で実装できる範囲のため、多くの中堅・中小製造業がこのレベルに位置しています。
実務的にレベル1で詰まりやすいのは「データは溜まったが、現場が見に来ない」という現場定着の問題です。ダッシュボード設計を「現場担当が朝会で必ず見る画面」にできるか、「経営層がKPIレビューで使う画面」にできるかが、レベル2へ進む足場になります。
レベル2:データの分析・予測(AIが本格稼働するフェーズ)
レベル2は、収集したデータをAIや統計モデルで分析し、異常検知・予測を行う段階です。
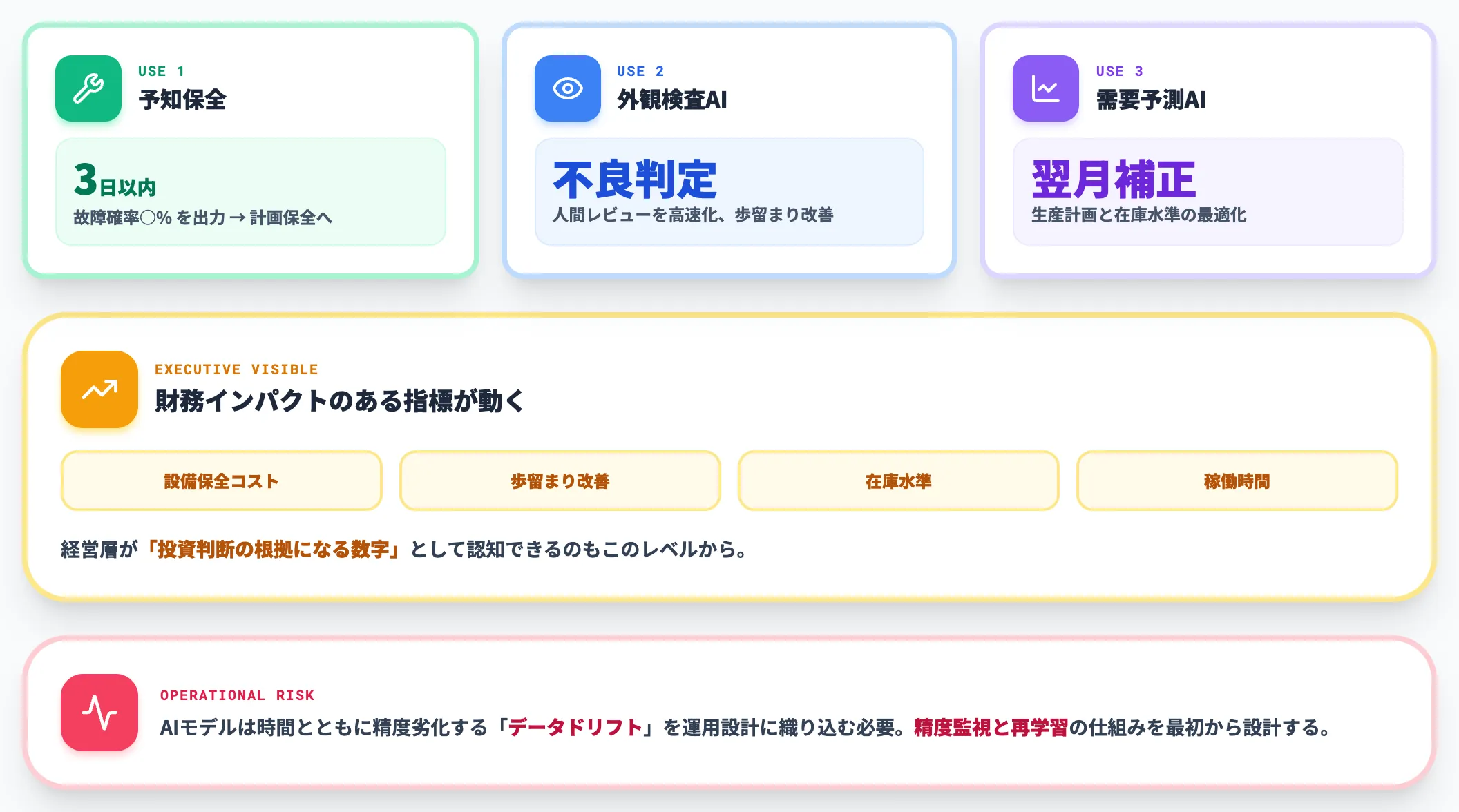
具体的には、設備の予知保全モデルで「3日以内に故障する確率○%」を出したり、外観検査AIで不良品を判定したり、需要予測AIで翌月の生産計画を補正したりします。
このフェーズに来ると、設備保全コスト・歩留まり・在庫水準のような財務インパクトのある指標が動き始めます。経営層が「投資判断の根拠になる数字」として認知できるのもこのレベルからです。
注意点は、AIモデルが時間とともに精度劣化する「データドリフト」を運用設計に織り込めるかどうかです。学習時のデータ分布と、運用後の現場データ分布がずれていくため、精度監視と再学習の仕組みを最初から設計しておく必要があります。
製造業AIのPoCの進め方でも、レベル1からレベル2へ進む段階で「PoC止まり」が起きやすいことを扱っています。
レベル3:データによる制御・最適化
レベル3は、AIの判断を直接設備やラインの動作にフィードバックする段階です。

具体的には、品質工程のAI判定結果を上流の加工設備に戻して条件補正したり、生産計画AIの結果を直接MESに反映してラインを動的に組み替えたりします。
このレベルに来ると、人間の判断を介さずに設備が自律的に動く範囲が広がります。デンソー・ダイセルなどの大手製造業の先進工場では、レベル2(分析・予測)の基盤整備を踏まえてレベル3を見据えた取り組みが進められています。
実装面の壁になるのは「OT/IT統合のセキュリティ設計」と「制御系の品質保証」です。AIが制御に介入するということは、AIの誤判定が直接設備停止や品質事故につながるリスクを抱える状態で、Industry 4.0の安全要件やISO/IEC 62443・IPAの制御システムリスク分析ガイドなどを要求水準に応じて参照・準拠検討する必要が出てきます。
レベル4:自律制御(業界が見据える次の到達点)
経産省系の整理ではレベル4を「動的な自律制御」として位置づける例があり、2026年現在、Bernard MarrやAcuvate、iiot-worldの製造業トレンド分析でも次の到達点として共通の文脈に上がっています。

レベル4の特徴は、複数の最適化目標(生産性・品質・エネルギー効率・安全)をAIエージェントが横断的に同時最適化し、人間は監督役・例外対応役に回る状態です。
実装イメージは、需要予測AI・在庫管理AI・設備保全AI・品質管理AIが個別に動くのではなく、オーケストレーター型のAIエージェントがこれらを束ねて全体最適に動かす構成です。BMW GroupやSamsung Electronicsなど、海外の先進工場で「自動化から自律化へ」を掲げた事例が2025年以降公表され始めています。
ただし日本国内で「レベル4到達」を自認できる工場はまだ存在しないか、ごく一部の限定工程に留まっています。多くの企業の現実的なロードマップは、まずレベル1の整備からレベル2への前進、特定工程でレベル3を試行する形になります。レベル4は2027〜2030年に向けた中長期視点で構想する段階と捉えるのが実務的です。
詳細な自社レベル診断は、製造業のAI導入ガイドや製造業のAI PoCの進め方を併読すると、より具体的な投資計画に落とせます。
2026年「自動化→自律化」シフトを生む5つの変化

2024年・2025年のキーワードが「生成AI」だったとすれば、2026年の製造業を方向づけているキーワードは「Agentic AI」です。
ManufacturingTomorrowやiiot-world、Bernard Marrの分析が同方向で指摘しているのは、「観察し・推論し・自ら行動するAI」が、製造業の業務プロセスそのものを変え始めている、という点です。
本セクションでは、2026年のスマートファクトリーを「自動化」から「自律化」へ押し上げている5つの変化を、現場での実装観点を交えて整理します。
Agentic AI——オーケストレーター型エージェントの登場

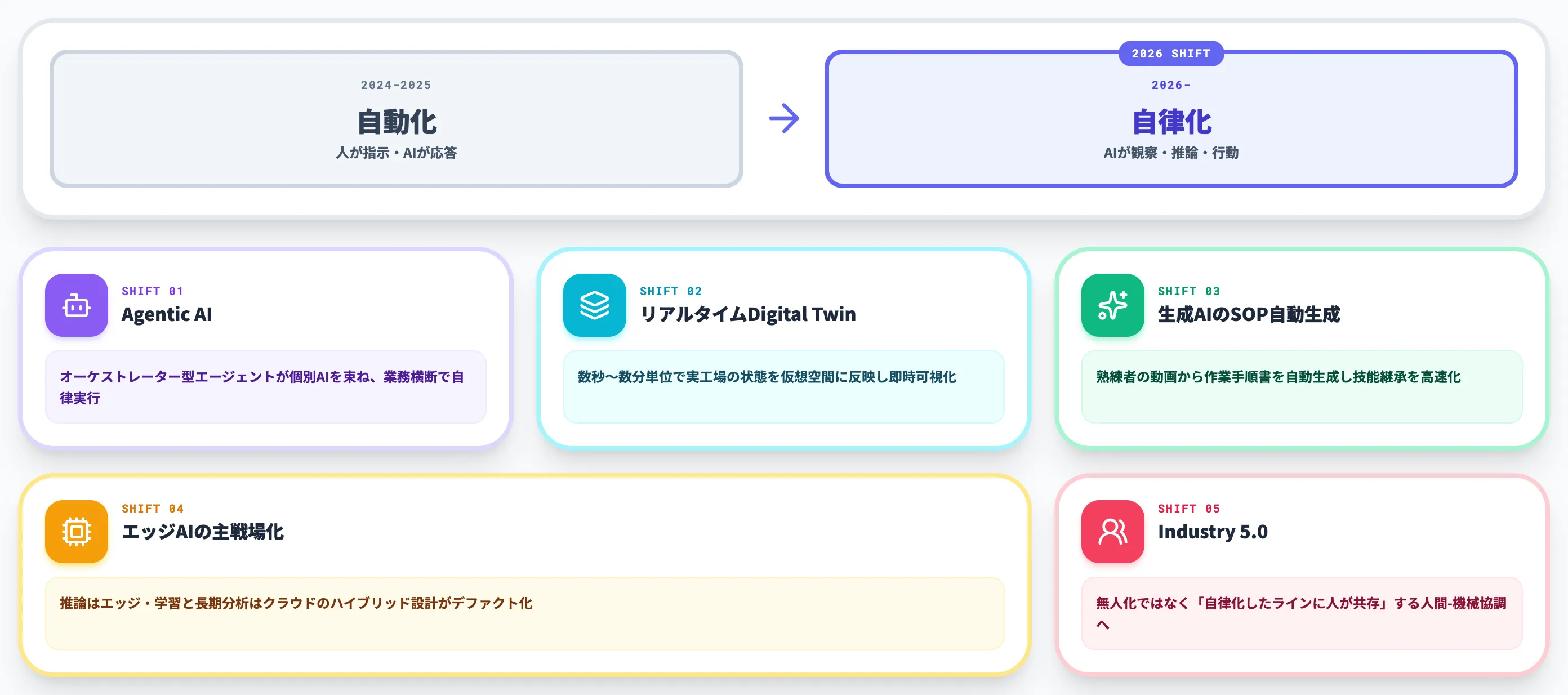
2024〜2025年に「生成AI」「コパイロット」と呼ばれた技術は、人間が質問するのを待ち、答えを返す「応答型」が中心でした。2026年に主戦場が移ったのは、自ら観察し・推論し・行動する「Agentic AI」、つまりAIエージェントです。

製造現場での具体イメージは、需要が急変したときに需要予測AI・在庫管理AI・生産計画AI・発注AIが個別に動くのではなく、オーケストレーター型のAIエージェントがこれらを束ねて「翌週の生産計画を組み直し、原材料を発注し、ラインの段取り替えを通知する」までを一気通貫で動かす構成です。
iiot-worldは「以前は推奨するだけだったシステムが、いまや行動する。AIエージェントが装置パラメータを自律的に調整し、作業指示を作成し、人間のサインオフを待たずにスケジュールを再編する」とまとめています。
実務的な備えとして、AIエージェントを安全に運用するためのガードレール(権限管理・実行ログ・承認フロー)の設計が、2026年以降のスマートファクトリー設計の必須要件になります。導入の入口としては製造業のAIエージェント活用が参考になります。
リアルタイム・デジタルツインの常態化
デジタルツインは2010年代後半から提唱されていましたが、2026年の特徴は「リアルタイム」で動くことです。

デジタルツインは2010年代後半から提唱されていましたが、2026年の特徴は「リアルタイム」で動くことです。
過去のデジタルツインは月次・週次でデータを取り込み、シミュレーションは事後分析寄りでした。2026年は数秒〜数分単位で実工場の状態を仮想空間に反映し、生産計画の変更影響や設備停止の波及を即座に可視化できるようになりつつあります。
Azure Digital TwinsやNVIDIA Omniverseのような基盤がこれを支えており、製造業向けのリアルタイムDigital Twin市場は2026年に主流フェーズに入ると複数の海外分析(Gartner Manufacturing Predicts 2026 ほか)で指摘されています。
実装の入口は、まず1ラインの設備配置と稼働状態を仮想空間に反映するところから始め、新製品投入時のレイアウト変更シミュレーションや、設備停止時の代替経路シミュレーションへ広げていく形が現実的です。
生成AIによるSOP・作業手順の自動生成

熟練作業者の頭にある暗黙知を、若手や他工場に伝える「技能継承」は製造業の長年の課題でした。2026年の生成AIは、この領域に具体的に踏み込み始めています。

iiot-worldのレポートでは、「熟練者がタスクを行う映像をAIに取り込ませると、SOP(標準作業手順書)やステップ・バイ・ステップのガイド付きアクションを自動生成する」事例が紹介されています。
実務的な活用イメージは、ベテラン作業者の段取り作業を動画記録し、生成AIに「この作業の標準手順書をMicrosoft Word形式で出力」と指示する形です。出力結果を生産技術担当が監修し、SOPとして公開すれば、若手育成と多能工化のスピードが大きく変わります。
ナレッジマネジメントAIや暗黙知の形式知化の分野が、製造業のSOP自動生成と直結しています。
エッジAIの主戦場化
クラウド側で大規模モデルを動かす流れの裏で、AI推論処理は急速にデバイス側へ降りてきています。

クラウド側で大規模モデルを動かす流れの裏で、AI推論処理は急速にデバイス側へ降りてきています。
製造業でエッジAIが重視されるのは、リアルタイム性・通信コスト・データ機密性の3点が同時に求められる場面が多いためです。外観検査の即時判定、設備異常の即時停止、ロボット制御のリアルタイム補正は、いずれもクラウド往復していたら間に合いません。
NVIDIA Jetson、Intel OpenVINO、AMD Versal AI EdgeのようなエッジAI半導体の選択肢が広がっており、現場PoCで使えるハードウェアの幅が一気に広がっています。
エッジとクラウドのハイブリッド設計(推論はエッジ・学習と長期分析はクラウド)が、2026年のスマートファクトリー設計のデファクトになりつつあります。
Industry 5.0——人間-機械協調へのシフト

欧州委員会が2021年に提唱したIndustry 5.0は、Industry 4.0の自律化路線の上に「人間中心」「サステナビリティ」「レジリエンス」を載せた次世代コンセプトです。
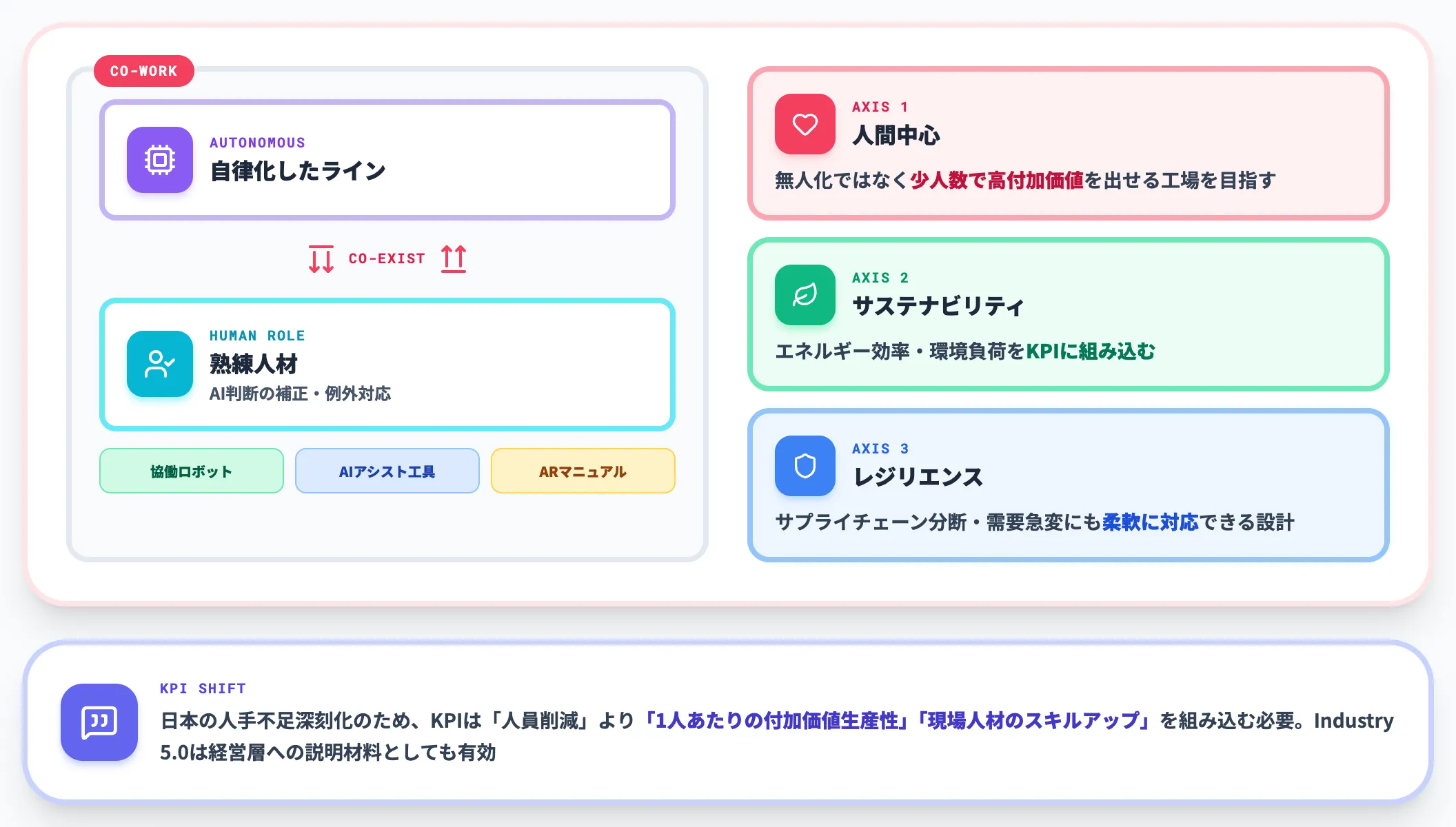
Bernard Marrの「2026年の製造業6大トレンド」では、Industry 5.0への移行が独立した項目として挙げられています。完全無人化を目指すのではなく、自律化したラインに熟練人材が共存し、AIの判断を補正したり例外対応したりする構成です。
実務的な含意は、スマートファクトリー化のKPIに「人員削減」だけでなく「1人あたりの付加価値生産性」「現場人材のスキルアップ」を組み込む必要が出てきている点です。協働ロボット・AIアシスト工具・AR支援マニュアルなど、人と機械の協働を強化する技術選択が増えています。
日本の製造業は人手不足が深刻化しているため、「無人化」より「少人数で高付加価値を出せる工場」を目指すIndustry 5.0の文脈は経営層への説明材料としても有効です。
スマートファクトリーの主要導入事例(国内)
ここでは、国内製造業で公表されている代表的なスマートファクトリー事例を4社取り上げ、何を解決し・どこまで到達しているかを整理します。事例の網羅的なリストはスマートファクトリーの導入事例10選で扱っているため、本セクションでは「ロードマップ上の位置づけ」を読み解く視点で4事例に絞ります。

ここでは、国内製造業で公表されている代表的なスマートファクトリー事例を4社取り上げ、何を解決し・どこまで到達しているかを整理します。
事例の網羅的なリストはスマートファクトリーの導入事例10選で扱っているため、本セクションでは「ロードマップ上の位置づけ」を読み解く視点で4事例に絞ります。
デンソー:Factory-IoTで130工場をクラウドで接続

デンソーは2019年10月、グローバル約130拠点の生産工場をクラウドで接続する構想の「Factory-IoT Platform」を導入しました。
同社公式リリースでは、自動車サプライヤー業界として初の社内開発クラウドネイティブプラットフォームと位置づけています。
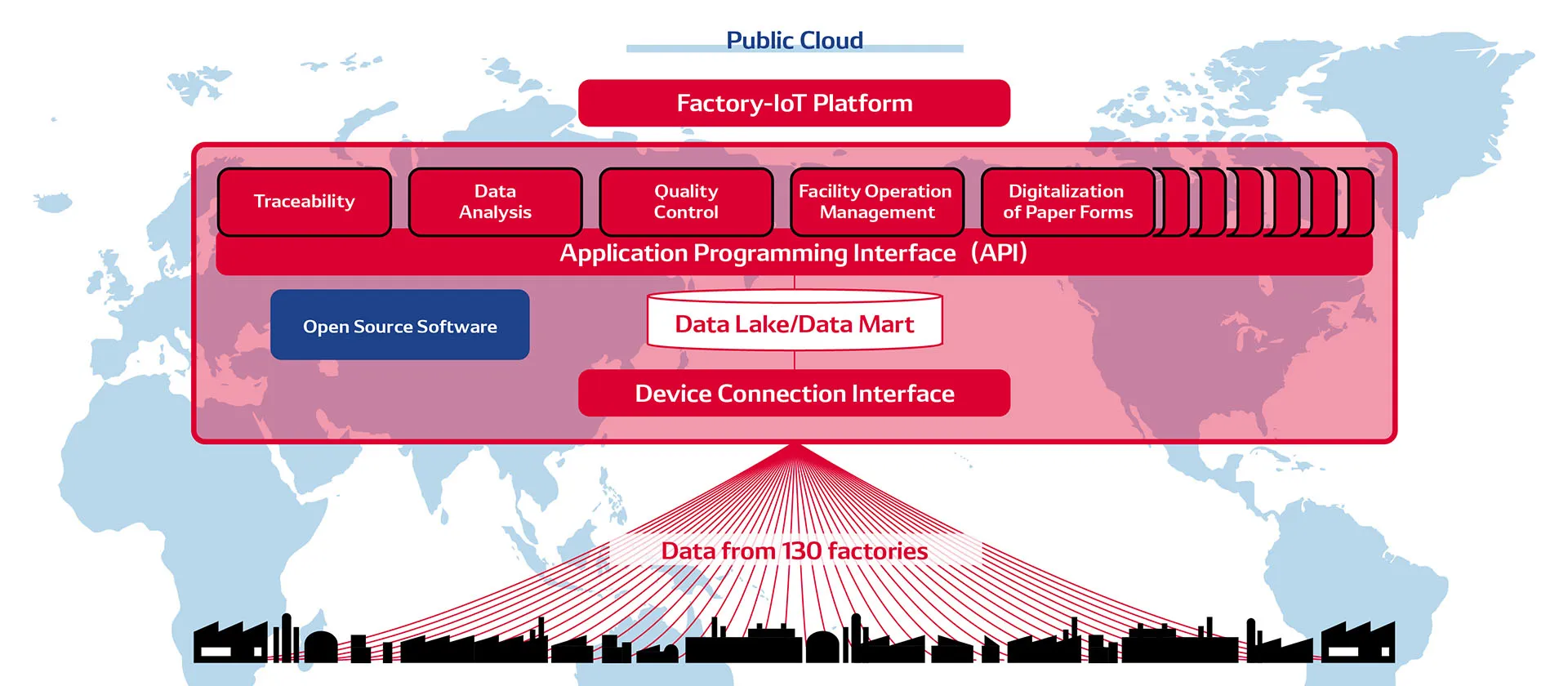
Public Cloud上にAPI層と統合データレイクを置き、130工場のデータを一気通貫に束ねる構成(出典:DENSO Global Newsroom)
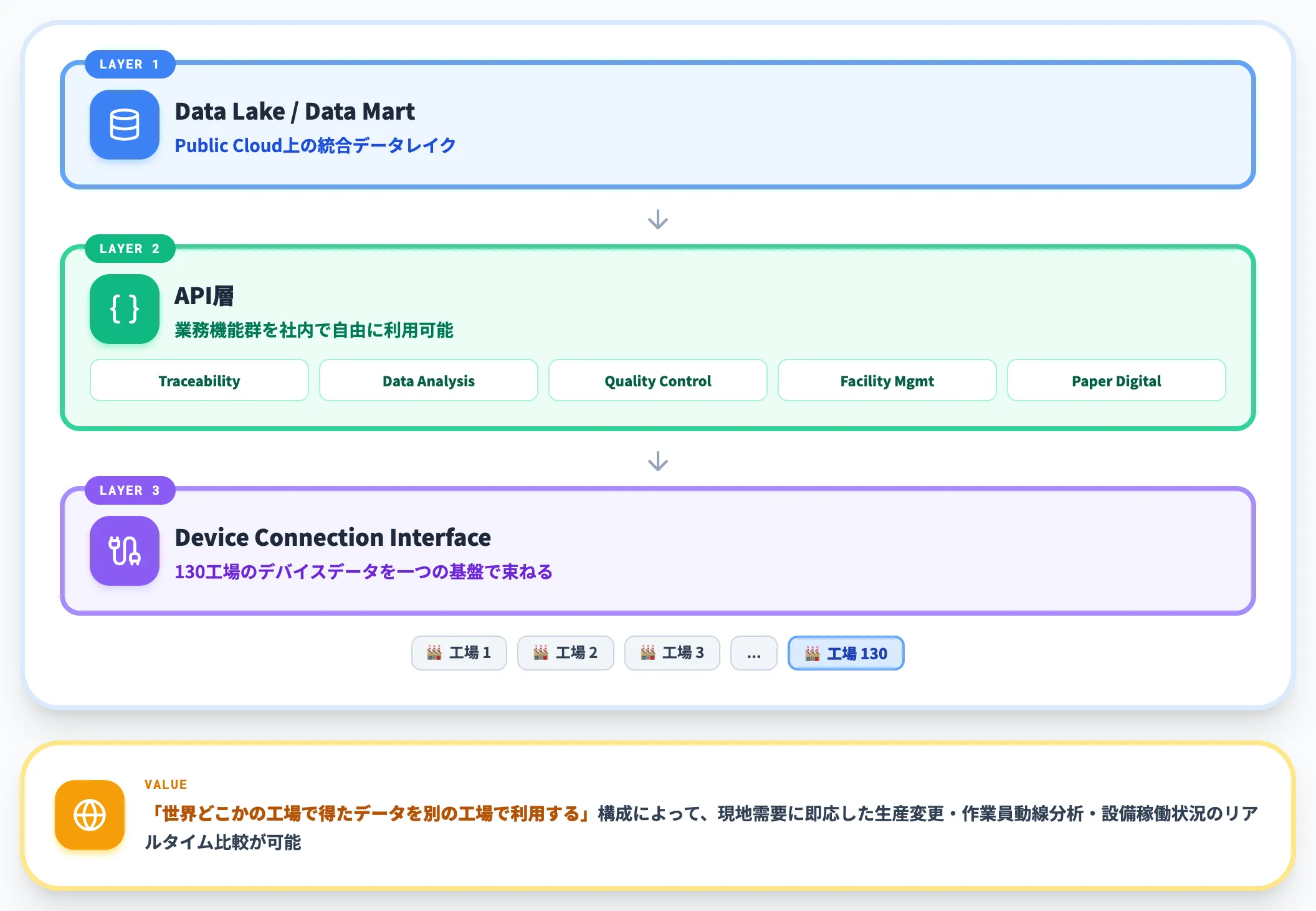
アーキテクチャ的にはPublic Cloud上にData Lake/Data Mart、API層(Traceability・Data Analysis・Quality Control・Facility Operation Management・Digitalization of Paper Forms 等)、Device Connection Interfaceの3層が積み上がり、130工場のデバイスデータをひとつの基盤で束ねる設計になっています。
プラットフォームの中核は、世界各地の工場から集めた設備稼働・作業員動線・需要データを単一クラウドに集約し、社内で自由に使える状態にしている点です。
「世界どこかの工場で得たデータを別の工場で利用する」という構成によって、現地需要に即応した生産変更・作業員動線分析・設備稼働状況のリアルタイム比較が可能になっています。
ロードマップで言えば、レベル2(分析・予測)の基盤整備を起点に、レベル3(制御・最適化)を見据えてグローバル拠点間でデータ統合を進めている代表事例です。一拠点の中で完結する話ではなく「グローバル基盤としてのスマートファクトリー」へ向けた設計を実装した点が他社事例と一線を画します。
ダイセル:播磨工場の3次元動作解析(日立Lumadaとの協創)

化学メーカーのダイセルは、自動車エアバッグ用インフレータを生産する播磨工場で、日立Lumadaのプラットフォームを使った「ダイセル式生産革新」のAI進化版の実証実験を開始しています。
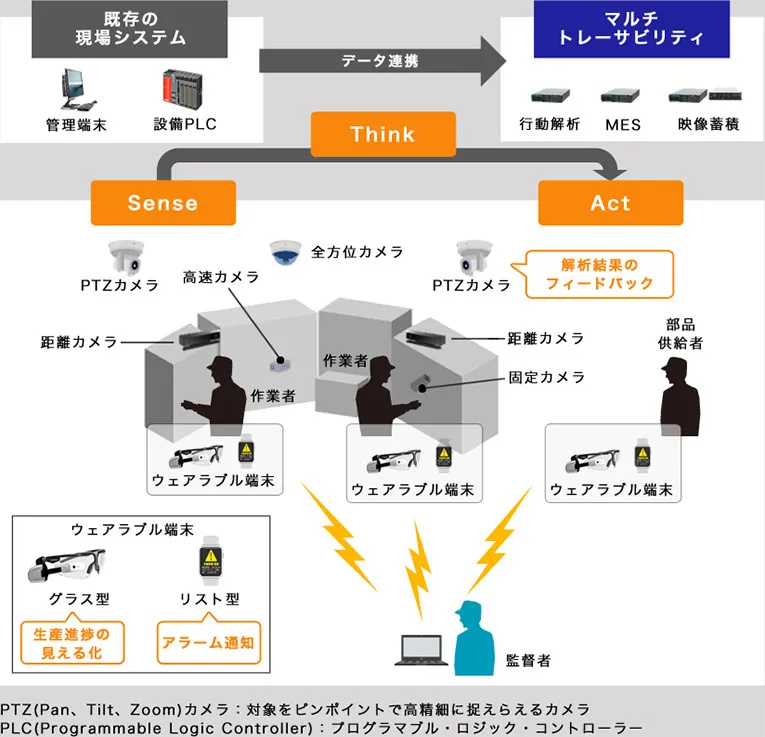
PTZ/距離カメラ・ウェアラブル端末で現場をSense、Lumada基盤でThink、現場通知でActへ戻すループ構成(出典:日立 Lumada 顧客事例)

仕組みはSense(現場センシング)→ Think(Lumada基盤での分析)→ Act(現場フィードバック)のループ構成で、PTZカメラ・距離カメラ・ウェアラブル端末がSense側を担い、行動解析・MES・映像蓄積を経て管理監督者へアラーム通知が戻る設計になっています。
日立ソリューションズの公開事例によれば、生産に必要な3要素(Man:人/Machine:設備/Material:材料)の状態を画像解析システムで連続把握し、異常があった際は管理監督者へ即座に通知する仕組みを構築しています。
特に「人」の状態把握は、3次元形状を取得できる距離カメラで作業員の手・肘・肩の関節位置と動きを読み取り、標準動作モデルと比較して逸脱動作を検出します。これは品質保証をロット単位の代表点管理から、シリアル単位の全点管理へ引き上げる仕組みとして位置づけられます。
播磨工場での実証を起点に、海外6工場への展開予定が公表されています。レベル2の分析・予測からレベル3(制御・最適化)を見据えた代表的な取り組み事例として、製造業AI界隈で頻繁に参照されます。
旭鉄工:自社開発IoTで生産性43%向上

愛知県の自動車部品メーカー旭鉄工は、自社開発のIoTモニタリングシステム「iSmart Technologies」で生産現場のリアルタイム見える化を実現しています。IPAのDX事例ページでは、100ラインの平均生産性43%向上・年間4億円以上の労務費削減という公表値が紹介されています。
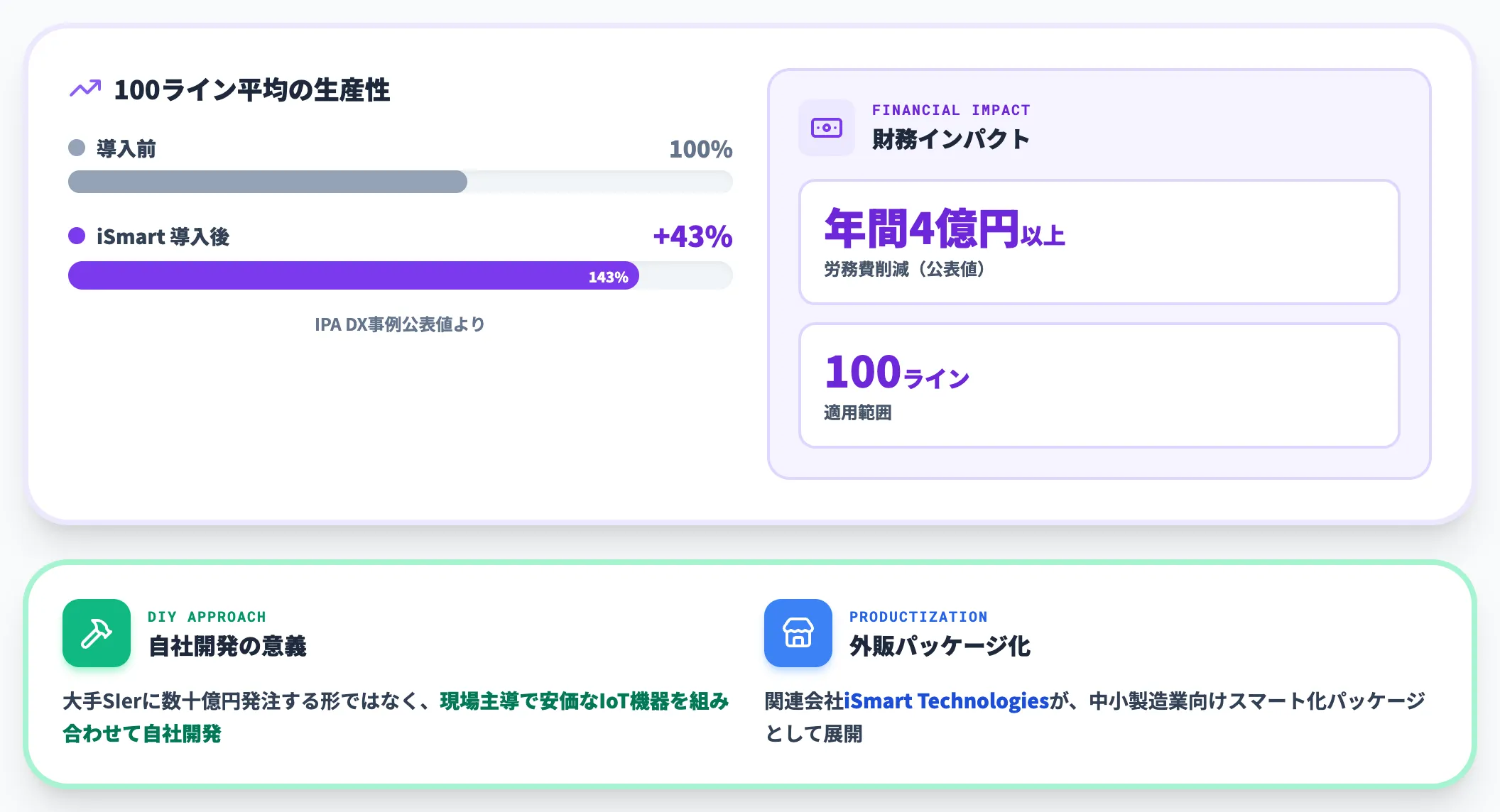
ポイントは、大手SIerに発注して数十億円規模で投資する形ではなく、現場主導で安価なIoT機器を組み合わせて自社開発した点です。同社はこの仕組みを外販事業化しており、中小製造業向けのスマート化パッケージとして展開しています。
中堅・中小製造業がスマートファクトリー化を検討するときの「お手本」として参照されることが多く、現場主導で実用的なIoT基盤が組めることを実証した事例として価値があります。
同社の関連会社iSmart Technologiesが、このパッケージの提供主体として外販を担っており、規模感を問わず参考にできる構造を持っています。
TOTO滋賀工場:IoTとロボット自動化で生産効率化

衛生陶器大手のTOTOは、滋賀工場でIoTによる工程データ収集とBI分析を活用したスマートファクトリー化を進めています。

主な施策は、製造装置や検査装置から取得したデータをBIツールで横断分析し、歩留まり改善や生産計画の最適化に活用する仕組みです。
衛生陶器のような多品種・成形条件が複雑な製品で、IoT+BI分析による生産性向上を実装している事例として、住宅設備・建材業界の参考事例になっています。
4社事例から読み取れる共通パターン
4社それぞれ業界・規模・到達レベルが異なりますが、共通して見えるパターンが3つあります。

-
段階的にレベルを上げる
4社とも、最初からレベル4を狙ったわけではなく、まず収集・可視化(レベル1〜2)で実績を出し、効果を経営層に説明できる状態を作ったうえで、一部ではレベル3を見据えた取り組みに広げている
-
業界・規模に合わせて投資規模を変えている
デンソーは大手グローバルメーカーらしい大規模投資、旭鉄工は中堅・中小製造業らしい現場主導の小〜中規模投資。両者の間にも実用的な選択肢があり、規模に応じた進め方が可能であることを示している
-
データ統合先の業務システムを明確にしている
4社とも「IoTでデータを取って終わり」ではなく、品質保証・生産計画・経営ダッシュボードなど、データを使う業務システムまで設計に含めている
この3つは、スマートファクトリー化を「PoCで止めない」ための実務的な共通項です。
事例集の網羅版は製造業のAI活用事例20選や製造業における生成AIの活用事例18選で確認できます。
【関連記事】
スマートファクトリーの導入事例10選!成功のポイントとAI活用を解説
スマートファクトリー化で詰まる5つの論点

スマートファクトリー化が「PoC止まり」「データ可視化止まり」で終わる典型的な原因は、設備や予算よりも論点の事前整理が不足していることにあります。
ここではAI総合研究所が製造業のAI導入を支援するなかで頻繁に遭遇する5つの論点を整理します。PoC開始前にこの5論点に設計方針を出しておけば、本番化フェーズで一気に詰まるリスクを大きく減らせます。
<<<<<<< HEAD

=======
cd70ac0ae (commit)
OT/IT統合とセキュリティ設計
製造現場の設備制御ネットワーク(OT)と、社内情報系ネットワーク(IT)は、長年物理的に分離されてきました。スマートファクトリー化はOTからITへデータを流す前提で動くため、両者の接続点でセキュリティ設計の見直しが必要になります。

具体的な論点は、OT側へのインターネット接続を許すか・産業用DMZをどう設計するか・PLCのファームウェアアップデートをどう運用するか・古いプロトコル(Modbus等)の暗号化をどう確保するか、です。
ISO/IEC 62443(産業用制御システムセキュリティ規格)や、IPAの「制御システムのセキュリティリスク分析ガイド」が参照基準になります。製造業の場合、IT側のCISOだけでなく生産技術部・保全部の責任者を巻き込んだ統合セキュリティ設計が必要で、ここを後回しにすると本番化直前で監査部門のストップがかかる事故が起きます。
レガシー設備のデータ化
10年以上前のCNC工作機械、独自プロトコルのPLC、紙の作業日報——日本の製造現場には、デジタル化を前提に設計されていない設備や帳票が多く残っています。
スマートファクトリー化で詰まる定番が、このレガシー資産のデータ化です。

実務的な選択肢は、外付けセンサーやエッジゲートウェイで信号を取り出す、PLCを最新世代に更新する、紙帳票をOCRで電子化する、の3つです。どれを選ぶかは投資対効果と更新スケジュールによりますが、「全設備を一度に置き換える」前提で計画を立てると数年単位で停滞します。
現実的なのは、PoC対象工程に限定して外付けでデータを取り出し、効果検証してから本格更新の投資判断をする段階的アプローチです。製造現場のリアルタイム可視化ダッシュボードや工場のペーパーレス化の導入から始めるパターンが、レガシー設備を抱える現場に合いやすい入口です。
データ人材・AI人材の不足
ものづくり白書でも継続課題として挙げられているのが、データ分析・AI活用ができる人材の不足です。

製造業の人材市場では、生産技術や設備保全に詳しい人材は社内にいるが、データサイエンスやMLOpsに詳しい人材は採用市場でも希少です。
実務的な解決策は3つに集約されます。
1つ目は、既存の生産技術部・品質保証部・情報システム部の中から「データに強い兼任メンバー」を選び、外部研修と現場OJTで育てる方法。
2つ目は、AIベンダーやSIerに伴走支援を依頼し、立ち上げから運用ノウハウを移管してもらう方法。
3つ目は、ノーコードAI製品(需要予測AIや外観検査AIのSaaS)を選び、専門知識なしでも運用できる構成にする方法です。
中小製造業の場合、ノーコードAI+SIer伴走の組み合わせが最も現実的な選択肢になります。
投資対効果(ROI)の説明責任
スマートファクトリー化の投資は、IoTセンサー・エッジ機器・クラウド利用料・AIモデル構築費・保守運用費と多層的に発生します。
経営層から「投資金額に対するリターンを説明せよ」と求められるのは必至で、ここで詰まると次の投資が承認されません。

ROI計算の実務的なポイントは、財務インパクトのある指標(歩留まり改善・設備停止時間削減・人員工数削減・在庫削減・エネルギー削減)を金額換算可能な単位で設計時に決めておくことです。「現場が便利になった」のような定性的効果だけでは投資継続の説明材料になりません。
加えて、ライセンス費用以外に発生する「隠れコスト」を計画段階で見積もる必要があります。レガシー設備への接続工事、データ取り込みの前処理工数、現場メンバーへの教育、運用担当のチューニング工数の4項目は、AI総研の支援現場で観測する目安として、IoT・AI導入の総コストの3〜5割を占めるケースが少なくありません。
製造業のAI PoCの進め方では、PoC設計時点でROI試算をどう組むかを扱っています。
現場定着とKPI連動
最後の論点が、現場定着です。
ダッシュボードを作っても現場が見に来ない、AI判定が出ても現場が信じない、結局元の運用に戻る——スマートファクトリー化が形骸化する典型パターンです。

実務的な予防策は3つです。1つ目は、ダッシュボードやAI判定結果を朝会・夕会の運用に組み込むこと。現場リーダーが毎日見る画面でなければ定着しません。2つ目は、現場担当者の評価KPIに「データ活用度合い」を組み込み、人事評価との連動を作ること。3つ目は、AIの判定根拠を可視化し、現場が「なぜAIがそう判断したか」を説明できる状態にしておくことです。
特に3つ目は、AIへの不信感を取り除くために重要で、判断根拠を示せないAIは現場で形骸化します。製造業のAI導入が失敗する理由でも、現場定着の失敗パターンを具体的に扱っています。
スマートファクトリー化の進め方5ステップ

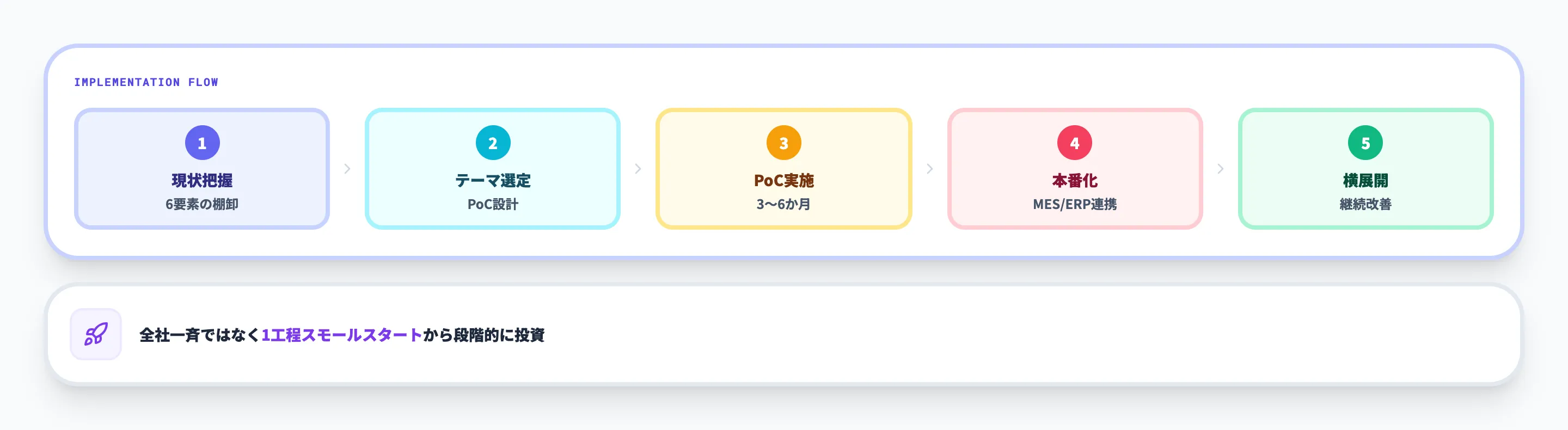
ここでは、スマートファクトリー化を「現状把握→PoC設計→PoC実施→本番化→横展開」の5ステップで整理します。
5ステップの順序は、AI総合研究所が製造業の支援現場で繰り返し検証してきた進め方で、レベル1(収集・蓄積)から始めて段階的にレベル2・3へ上げる、現実的な経路です。
1.現状把握と目的設定
最初にやるべきは、自社の現在地と目的の明文化です。
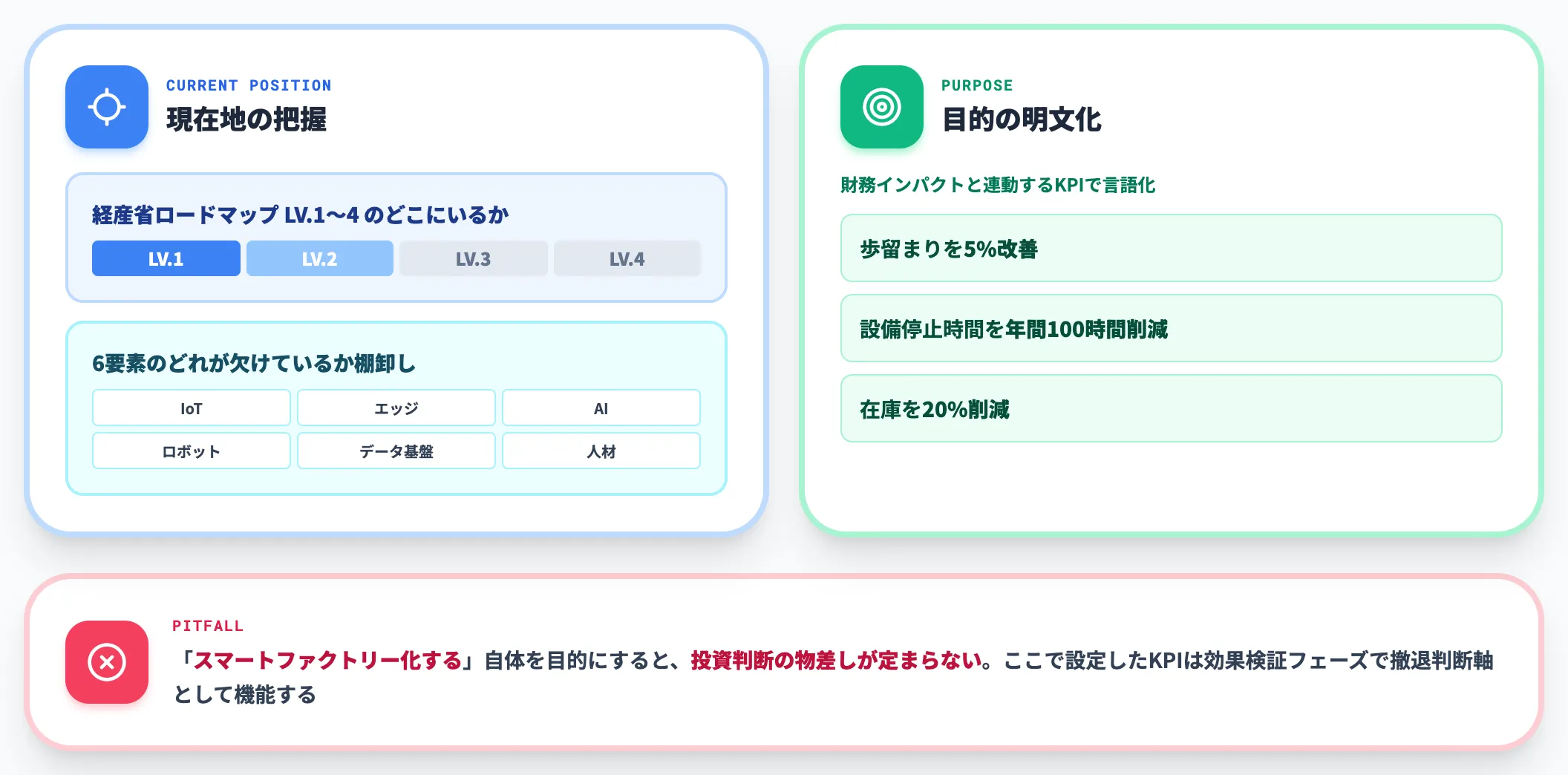
現在地の把握は、経産省ロードマップのレベル1〜4のどこにいるか、6つの構成要素(IoT・エッジ/クラウド・AI・ロボット・データ基盤・人材)のどれが欠けているか、を一覧化します。
目的の明文化は「歩留まりを5%改善する」「設備停止時間を年間100時間削減する」「在庫を20%削減する」のように、財務インパクトと連動するKPIで言語化します。「スマートファクトリー化する」自体を目的にすると、投資判断の物差しが定まりません。
ここで設定したKPIは、後段の効果検証フェーズで「PoCを継続するか撤退するか」の判断軸として機能します。
2.テーマ選定とPoC設計
次に、最初に取り組むテーマを1〜2件に絞ります。

製造業でPoCがうまくいくテーマの典型は、「KPIへの財務インパクトが大きい」「データが取りやすい」「現場の協力が得やすい」の3条件を満たす領域です。
具体的には、外観検査AIによる不良削減、予知保全AIによる設備停止削減、生産計画AIによる段取り替え時間削減、需要予測AIによる在庫削減などが、初期PoCのテーマとして選ばれやすい領域です。
PoC設計では「成功条件」と「撤退条件」を事前に明示しておきます。「3ヶ月以内に検出率90%以上を達成できれば本番化検討、達成できなければ別テーマへ切り替え」のような撤退条件を持たないPoCは、効果不明のまま延々と続いてリソースを食い潰します。
詳細なPoC設計の進め方は製造業のAI PoCの進め方で扱っています。
3.PoC実施と本番化判断
PoC実施フェーズでは、最小限のデータ・最小限の対象範囲で、設定したKPIが達成できるかを検証します。
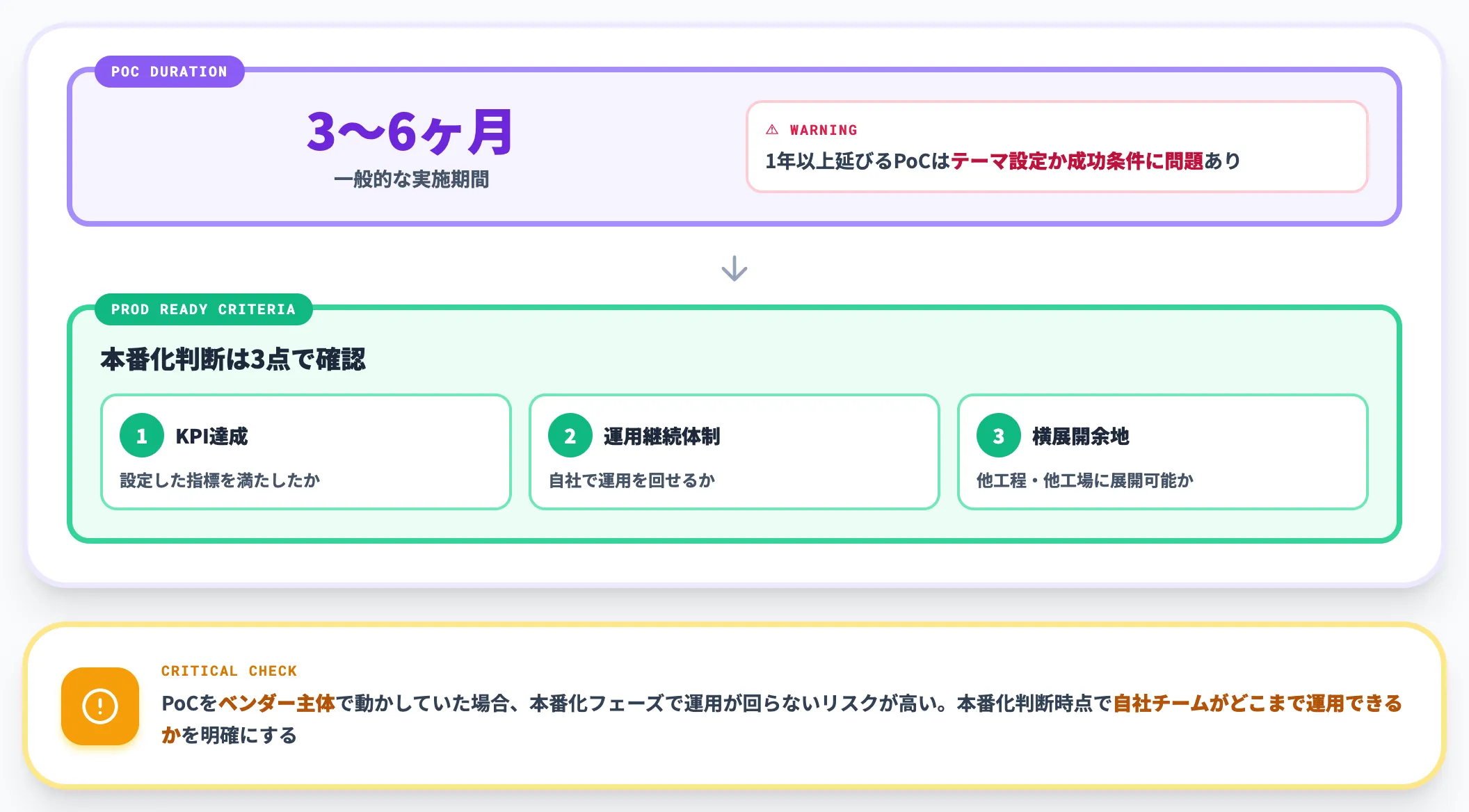
実施期間は3〜6ヶ月が一般的で、長くても1年で結論を出すべきです。1年以上延びるPoCは、テーマ設定か成功条件設定に問題があるサインです。
本番化判断のポイントは「KPIが達成できたか」だけでなく、「運用を継続する体制が組めるか」「他工程・他工場に横展開する設計余地があるか」の3点です。
特に運用継続体制は、PoCをベンダーが主体で動かしていた場合、本番化フェーズで運用が回らないリスクが高くなります。本番化判断時点で、自社チームがどこまで運用できるか・何をベンダーに依頼するかを明確にする必要があります。
PoC失敗の典型パターンを避けるには製造業のAI導入が失敗する理由も併読しておくと事故予防になります。
4.本番化と業務システム連携
本番化フェーズでは、PoC時の暫定構成を、業務システム(MES・ERP・生産管理・品質管理)と接続して継続運用できる形に整えます。

このフェーズで詰まりやすいのは、業務システム側のデータモデルとPoC時のデータ形式が合わない、業務システムベンダーの開発リソースが取れない、業務システム側の改修見積が想定の数倍になる、といったITプロジェクト寄りの課題です。
実務的な対処は、本番化計画の初期に業務システムベンダー(SAP・Microsoft・Oracle・国産ERPベンダー等)の担当者を巻き込んで、データ接続仕様を3者(AI/業務システム/自社)で握っておくことです。
業務システムベンダーが伴走できない場合は、データ統合ハブ(Microsoft Fabric・Snowflake・Databricks等)を間に挟む構成が現実的になります。
ステップ5:横展開と継続的改善
最初の1ラインで本番化したら、次は同種の他工程・他工場への横展開フェーズに入ります。

横展開で重要なのは「標準化された再利用可能な部品」を残すことです。1ラインで個別最適に作ったAIモデル・データ基盤・運用手順は、そのままでは他ラインに展開できません。設備差・製品差・地域差を吸収できる抽象化を、本番化フェーズから意識して設計に入れておく必要があります。
加えて、運用開始後はAIモデルの精度劣化(データドリフト)に対応する継続的改善が必要です。月次でモデル精度をレビューし、必要に応じて再学習する運用設計を最初から含めておきます。
横展開の進め方は、グローバル展開も視野に入る大手製造業ならグローバル単一基盤、国内中堅製造業なら工場ごとに段階展開、と規模に応じた設計判断が必要になります。デンソーのFactory-IoTがグローバル単一基盤型、旭鉄工のiSmart Technologiesが工場別段階型の代表例として参考にできます。
スマートファクトリー化の費用相場と2026年補助金の整理

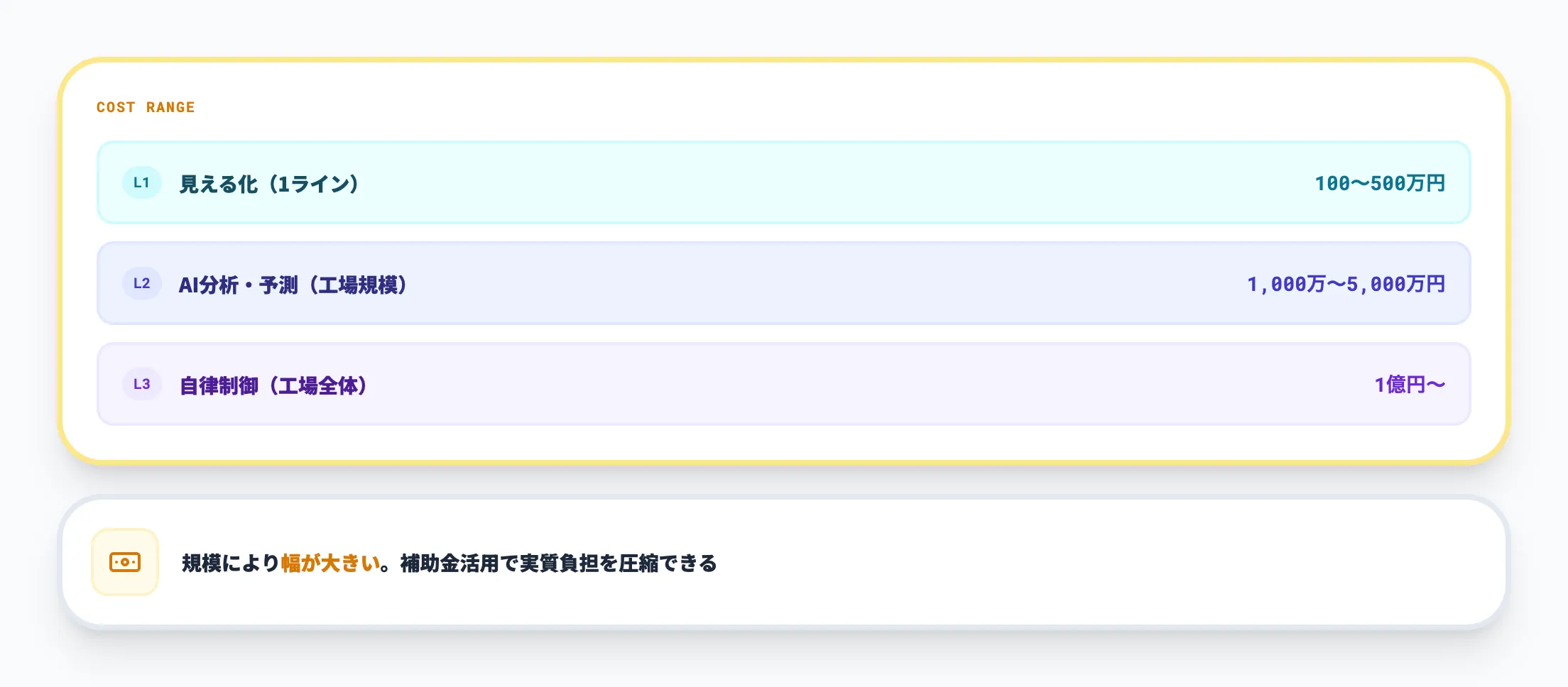
スマートファクトリー化の費用は、対象範囲とレベルによって数百万円から数十億円まで大きく振れます。本セクションでは、規模感別の費用目安と、2026年に活用できる主要補助金を整理します。

スマート化レベル別の費用目安
以下の表で、スマートファクトリー化の規模感別費用目安をまとめました。
| 規模 | 主な対象 | 投資目安 | 期間 |
|---|---|---|---|
| スモールスタート | 1工程の見える化(IoTセンサー+ダッシュボード) | 数百万〜数千万円 | 3〜6ヶ月 |
| 1ライン本格スマート化 | 1ライン全工程のIoT化+AI判定+業務システム連携 | 数千万〜数億円 | 6ヶ月〜1年 |
| 1工場全体のスマート化 | 全ラインのIoT化+AIエージェント連携+データ基盤統合 | 数億〜10億円 | 1〜3年 |
| グローバル基盤化 | 複数工場の統合プラットフォーム化 | 数十億円〜 | 3〜5年 |
多くの中小・中堅製造業にとって現実的な入口は、スモールスタートから1ライン本格スマート化までの範囲です。
費用構造は、AI総研の支援実績で観測する目安として、ハードウェア(センサー・ゲートウェイ・エッジサーバー)が3〜4割、ソフトウェアライセンス・クラウド利用料が1〜2割、システム構築・統合開発費が3〜4割、教育・運用立ち上げ費が1割前後という比率になるケースが多く、ハードウェアの単価より統合開発費の方が大きくなるケースが目立ちます。
予算策定時に見落としやすいのが運用フェーズの継続コストで、AI総研の支援現場では、本番化後はクラウド利用料・モデル再学習費・保守運用費が年間で初期投資の1〜2割程度発生する前提で総コストを見積もることが多くなっています。
中小企業省力化投資補助金(カタログ型・一般型)

中小企業省力化投資補助金は、人手不足対応と生産性向上を目的に2024年度から始まった制度で、ロボット・センサー・自動搬送装置などの導入を支援します。スマートファクトリー化と親和性が極めて高い補助金で、2026年度も継続実施されています。
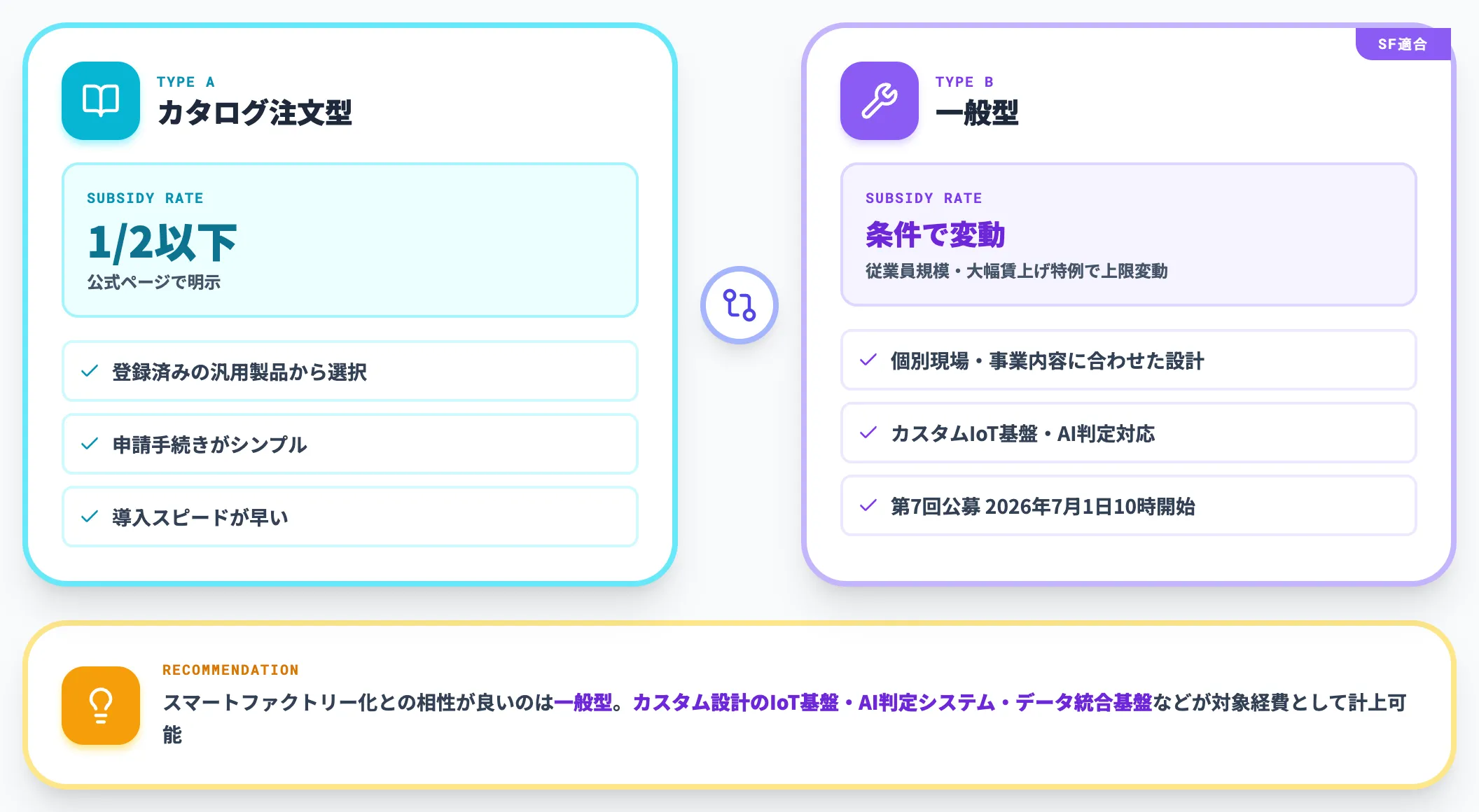
- 一般型
個別の現場・事業内容に合わせた設備導入・システム構築を支援する制度です。補助上限・補助率は従業員規模や「大幅賃上げ特例」等の条件で変動するため、最新の公募要領で要確認です。
一般型第7回公募の申請受付は2026年7月1日10時開始と公表されています。
スマートファクトリー化との相性が良いのは一般型で、カスタム設計のIoT基盤・AI判定システム・データ統合基盤などが対象経費として計上できます。
ものづくり補助金と大規模成長投資補助金
ものづくり補助金は、中小企業・小規模事業者の革新的な製品・サービス開発や生産プロセス改善を支援する補助金で、産業用ロボット・センサー・AI搭載検査装置などの「機械装置・システム構築費」が対象経費の中心です。

-
ものづくり補助金
中小企業・小規模事業者の革新的な製品・サービス開発や生産プロセス改善を支援する補助金で、産業用ロボット・センサー・AI搭載検査装置などの「機械装置・システム構築費」が対象経費の中心です。
スマートファクトリー化と直結する補助金で、中堅・中小製造業のIoT・AI導入の主要な活用先になっています。
-
中堅・中小企業の大規模成長投資補助金
中堅・中小・スタートアップ企業等を対象とし、一般企業向けは投資額20億円以上、100億宣言企業向けは15億円以上の大規模設備投資を支援する制度です。スマート工場・AI・半導体設備・自動化ラインの新設拡張などをカバーし、中堅製造業が
スマートファクトリー化を一気に進めたいケースで活用されます。
-
令和7年度補正予算(中小企業庁)では、中小企業生産性革命推進事業に3,400億円、中堅等大規模成長投資補助金に4,121億円が措置されています。補助金活用の詳細な要件・申請プロセスは製造業向け補助金ガイドで扱っています。
複数補助金の組み合わせ申請には重複ルールがあるため、認定経営革新等支援機関や補助金申請支援コンサルタントと連携して計画を立てるのが安全です。
スマートファクトリー化を業務自動化まで進めるなら
スマートファクトリー化は、「センサーを置く」「データを取る」だけで終わるとレベル1で止まってしまいます。経営層への投資説明や、現場での運用定着まで届かせるには、得たデータをMES・ERP・生産管理・品質管理と接続し、AIエージェントで業務プロセス全体を動かす設計が要点になります。
特に2026年は、外観検査・予知保全・需要予測のような個別AIを束ねて、Agentic AIで業務横断的に動かすフェーズが本格化する局面です。「個別AIを置いて終わり」のスマート化を、レベル3・レベル4まで進められるかが分かれ目になります。
AI総合研究所では、製造業の現場要件を踏まえたAIエージェント基盤の設計から本番運用まで伴走支援しています。MES・ERP・SAP系システムとの接続、実行ログ・権限管理・セキュリティを備えた一元ダッシュボード、現場が使いやすい統一UXまで含めて、スマートファクトリー構想を業務自動化まで届かせる設計をご提案します。
スマートファクトリー化を「データ可視化」で止めないために

現場から基幹まで統合したAIエージェント基盤
センサーデータの可視化で止まらず、MES・ERP・生産管理システムと接続して業務プロセス全体をAIエージェントが自動実行。AI Agent Hubで実行ログ・権限管理・セキュリティまで含めたスマートファクトリー基盤の設計・構築を支援します。
まとめ
本記事では、スマートファクトリーの定義・6つの構成要素・経産省ロードマップの4段階・国内4社の導入事例・詰まる5論点・進め方5ステップ・2026年の自動化→自律化シフト・費用相場と補助金まで、製造業AI導入の実務観点から整理しました。要点を改めて整理します。
-
スマートファクトリーはFAを内包しつつ、製造業DXの工場領域を担い、Industry 4.0を実装してIndustry 5.0につながる位置づけ
単なる設備自動化ではなく、データを軸に意思決定を高度化する仕組み全体を指す
-
6つの構成要素(IoT・エッジ/クラウド・AI・ロボット・データ基盤・人材)のどれかが欠落しているとスマートファクトリー化は機能しない
PoC開始前に「自社で欠けている要素は何か」を特定するのが最短経路
-
経産省系資料ではデータ利活用の成熟度をレベル0〜4で整理する例があり、レベル4「動的な自律制御」が到達点として示される
多くの企業の現実的な目標はレベル1の整備からレベル2への前進、特定工程でレベル3を試行する形
-
2026年は「自動化→自律化」シフトを生む5つの変化(Agentic AI/リアルタイムDigital Twin/生成AI SOP/エッジAI/Industry 5.0)が同時進行
個別AIを束ねるAIエージェント基盤の設計が、スマートファクトリーの次の競争軸になる
-
詰まる5論点(OT/IT・レガシー・人材・ROI・定着)はPoC開始前に方針を出すのが事故予防、費用は省力化投資補助金(一般型は条件で補助上限・補助率が変動、カタログ注文型は補助率1/2以下)・ものづくり補助金・中堅・中小企業の大規模成長投資補助金が2026年の主な活用候補
規模・到達レベルに応じて投資設計と補助金活用を組み合わせる
経営層への説明資料を整える段階の方も、PoCの最初の着手点を決めたい段階の方も、まずは自社の現在地(レベル1〜4のどこか/6要素のどれが欠けているか)を棚卸しするところから始めるのが、最も実用的な第一歩になります。スマートファクトリーは1年で完成する取り組みではなく、3〜5年の中長期計画で段階的にレベルを上げていくものだ、と腹を決めて投資判断のリズムを設計すると、PoC止まりの罠を避けやすくなります。