この記事のポイント
 FA×AIの活用領域は外観検査・予知保全・工程最適化・ロボット制御・品質管理・搬送自動化の6つ、データ揃い属人化進行中の工程から開始
FA×AIの活用領域は外観検査・予知保全・工程最適化・ロボット制御・品質管理・搬送自動化の6つ、データ揃い属人化進行中の工程から開始- 従来FAはルールベースで「想定内の作業」自動化、AI-FAは学習型で「判断が必要な作業」まで自動化し過検出・予知保全精度向上に直結
- オムロン草津工場はAI外観検査で「過検出ゼロ」を達成、ファナックはROS 2対応でフィジカルAIへの布石を打つなど、大手FAメーカーがAI統合を加速中
- FA×AI導入の典型的ハードルはPLC/SCADA統合・データ収集基盤整備・現場定着の3つ、PoC止めないには導入初期から既存制御接続設計を組込
- 2026年トレンドはフィジカルAI・エッジAI・デジタルツイン連携、三菱Neuro-Physical AIや安川×SBの協業でAI×ロボット融合が本格化

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
FA(ファクトリーオートメーション)とは、製造工程の一部または全部をロボットや機械、ITシステムで自動化する仕組みのことです。
近年、このFAにAIを組み合わせた「FA × AI」が急速に進化しており、従来のルールベース制御では対応できなかった外観検査の属人化や設備故障の予測、工程のばらつき最適化といった課題を解決する手段として注目されています。
本記事では、FA × AIの6つの活用領域と具体的な企業事例、導入メリットと注意点、費用相場、2026年のトレンドまでを体系的に解説します。
「従来のFAだけでは限界を感じている」「AIをどの工程に適用すべきか判断したい」という方に向けた実践ガイドです。
目次
ファナック|フィジカルAIとROS 2対応でロボット制御を革新
三菱電機|MAISART・エッジAIで予知保全の学習データを90%削減
FA × AIとは?従来のFAとの違い
FA × AIとは、従来のファクトリーオートメーション(FA)にAI技術を組み合わせることで、製造ラインの自動化・最適化を高度化する取り組みを指します。

従来のFAは、PLC(プログラマブルロジックコントローラ)やSCADA(監視制御システム)を中心に、あらかじめプログラムされたルールどおりに機械が動く仕組みです。「Aの条件ならBを実行する」というルールベースの制御であり、想定内の作業を正確に繰り返すことに強みがあります。
一方、AI-FAではセンサーデータや画像データをAIが学習し、これまで人間の判断に頼っていた「曖昧な判断」「複雑なパターン認識」「将来の予測」を自動化できます。
以下の表で、従来FAとAI-FAの違いを整理しました。
| 比較軸 | 従来FA(ルールベース) | AI-FA(学習型) |
|---|---|---|
| 制御方式 | IF-THENルール | データ学習・推論 |
| 対応範囲 | 想定内の定型作業 | 曖昧な判断・パターン認識を含む作業 |
| 外観検査 | 閾値ベースで良否判定 | 画像認識AIで微細な欠陥・外観のばらつきも判定 |
| 設備保全 | 定期交換(時間基準保全) | センサーデータからAIが劣化を予測(予知保全) |
| 工程最適化 | 固定パラメータ | リアルタイムデータで動的に最適化 |
| 導入の前提 | ルール定義が可能な工程 | 学習に使えるデータが蓄積されている工程 |
この表が示すように、AI-FAの本質は「ルールで書けない領域の自動化」にあります。検査員の目視判断、ベテランの経験則、複雑な条件分岐といった、これまで人間に依存していた工程をAIが代替できる点が従来FAとの最大の違いです。
ただし、AI-FAが従来FAを完全に置き換えるわけではありません。PLCによる確定的な制御はそのまま維持し、AIが得意な「判断」や「予測」の部分にだけAIを導入するハイブリッド構成が実務的です。既存のFA設備を捨てるのではなく、AIレイヤーを上に重ねるイメージで捉えるのが正確です。

FA × AIの6つの活用領域
FA × AIは、製造ラインのさまざまな工程に適用できます。ここでは、代表的な6つの活用領域を整理します。

外観検査の自動化

製造ラインにおいてAI導入が最も進んでいる領域です。カメラで撮影した製品画像をAIが解析し、キズ・打痕・異物混入・寸法不良などを自動判定します。
従来のルールベース画像処理では「閾値の設定が難しい」「良品のばらつきに対応できない」「照明条件の変化に弱い」という限界がありました。AI画像認識はこれらの課題を学習によって克服し、人の感性に近い柔軟な判定が可能です。
特に金属部品の微細なバリ検出、樹脂成形品のキズ判定、食品の外観品質チェックなど、熟練検査員に依存していた工程で導入効果が大きくなります。
【関連記事】
外観検査AIとは?仕組みや導入事例、おすすめツールを比較
予知保全(設備故障の予測)
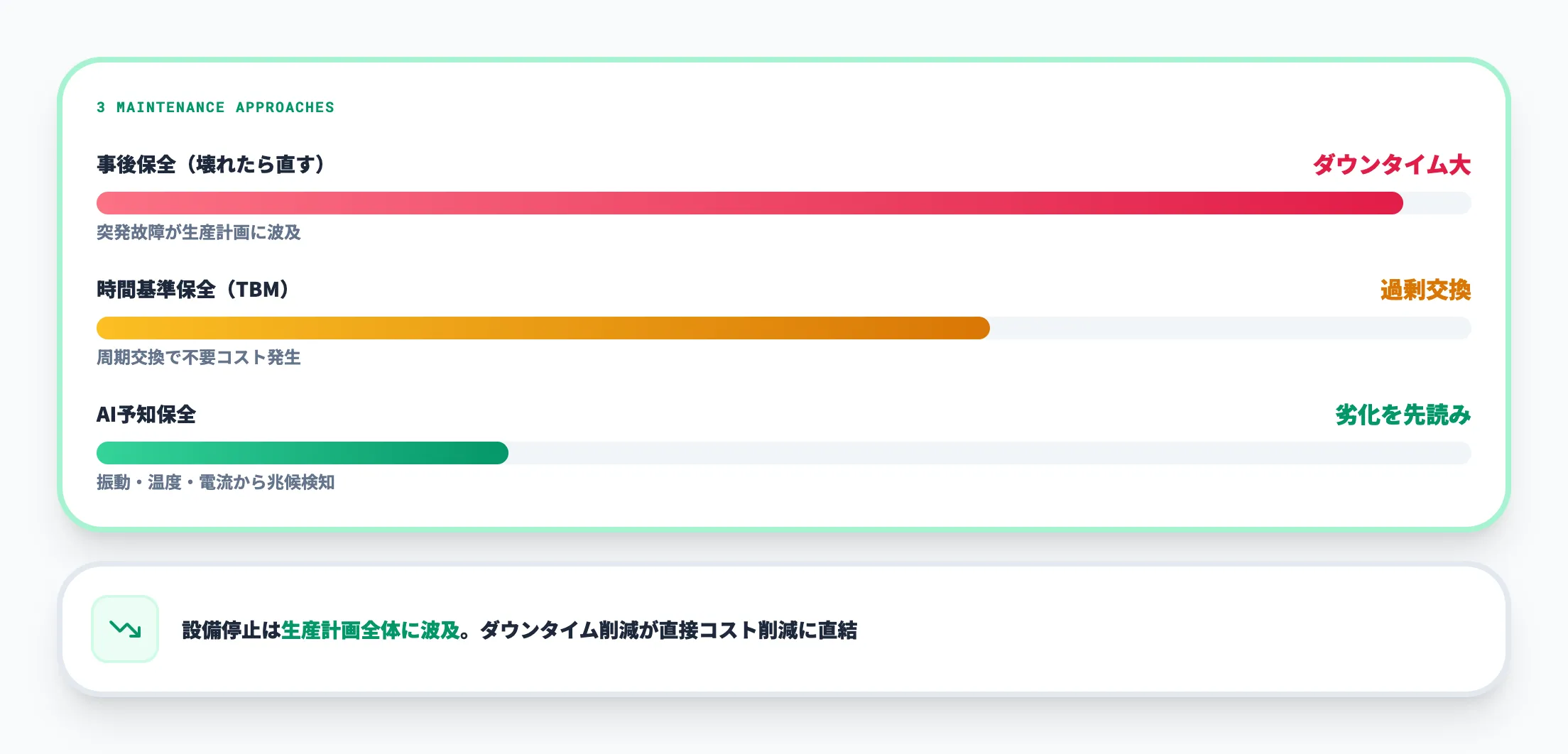
IoTセンサーで取得した振動・温度・電流値などの時系列データをAIが分析し、設備の異常兆候を故障前に検知する仕組みです。
従来の保全方式は「壊れたら直す」事後保全か、「決められた周期で部品交換する」時間基準保全(TBM)が中心でした。AI予知保全は実際の劣化状態をデータから推定するため、不要な部品交換を削減しながら突発故障を防止できます。
製造ラインにおける設備停止は生産計画全体に影響するため、ダウンタイム削減の効果が直接的にコスト削減につながります。
【関連記事】
予知保全AIとは?仕組み・導入事例・ツール比較を解説
工程最適化

製造工程のパラメータ(温度・圧力・速度・配合比など)をAIがリアルタイムに分析し、品質と生産効率を同時に最適化する領域です。
例えば、射出成形の金型温度と充填速度の最適バランス、化学プラントの反応条件の動的制御、組立工程のタクトタイム最適化などが該当します。従来は熟練オペレーターの経験則に頼っていたパラメータ調整を、AIが過去の実績データから学習して自動化します。
ロボット制御の高度化
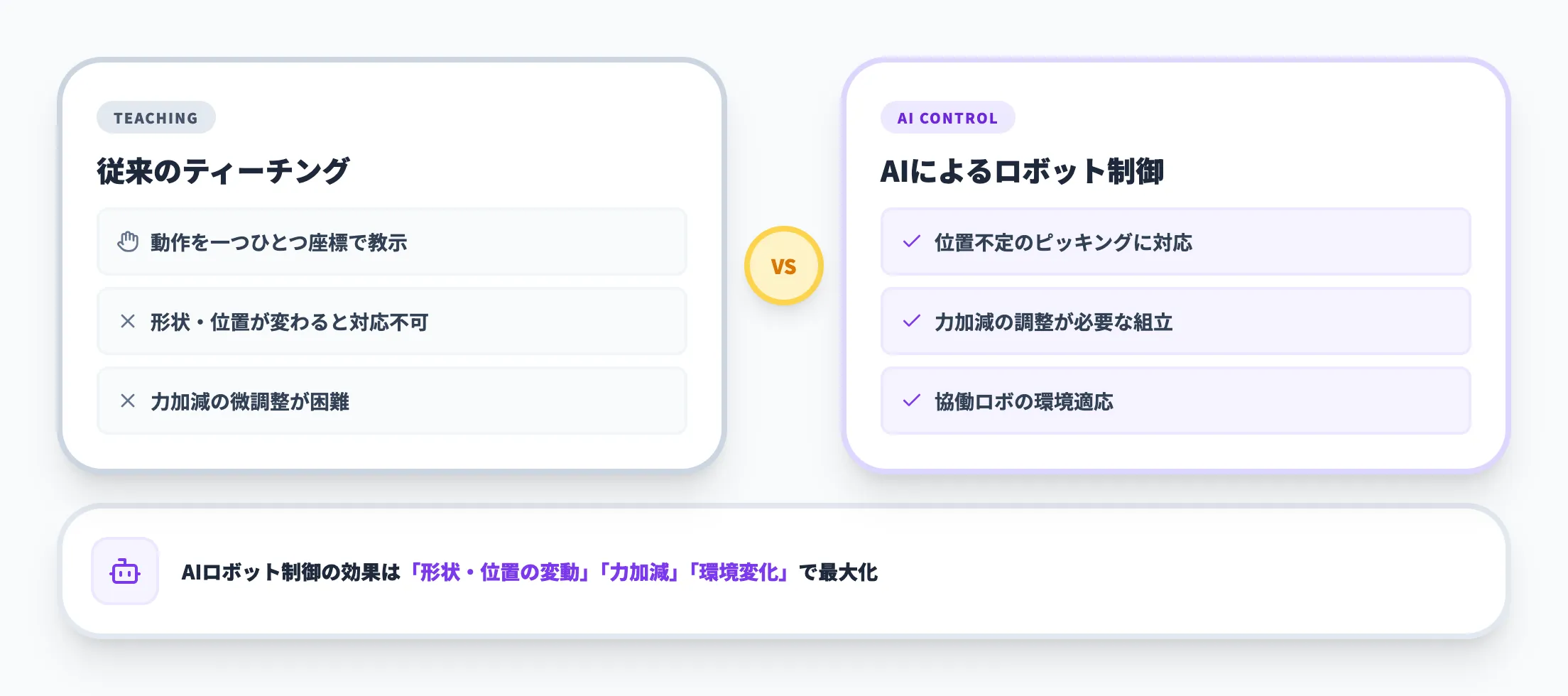
産業用ロボットにAIを組み合わせることで、従来のティーチング(動作の一つひとつを座標で教示する方式)では対応できなかった柔軟な動作を実現する領域です。
AIによるロボット制御が特に効果を発揮するのは、対象物の形状や位置が毎回異なるピッキング作業、力加減の調整が必要な組立作業、周囲の環境変化に適応する必要がある協働ロボットの動作生成です。
品質管理・トレーサビリティ
製造工程全体のデータを統合的にAIが分析し、品質異常の原因特定や品質予測を行う領域です。
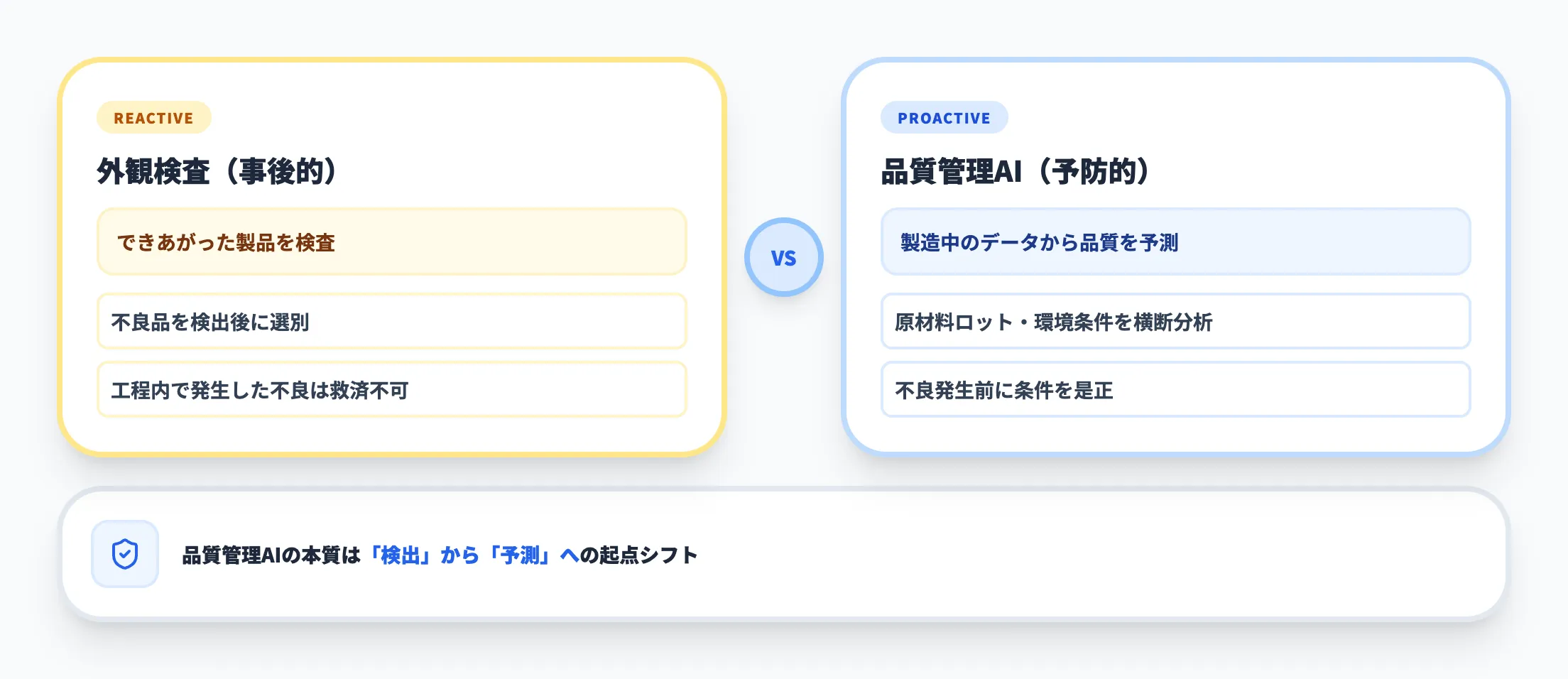
外観検査が「できあがった製品を検査する」事後的なアプローチであるのに対し、品質管理AIは「製造中のデータから品質を予測する」予防的なアプローチです。原材料のロット情報、工程パラメータ、環境条件を横断的に分析し、不良が発生する前に条件を是正できます。
搬送・物流の自動化
AGV(無人搬送車)やAMR(自律走行ロボット)にAIを搭載し、工場内の搬送ルートを動的に最適化する領域です。
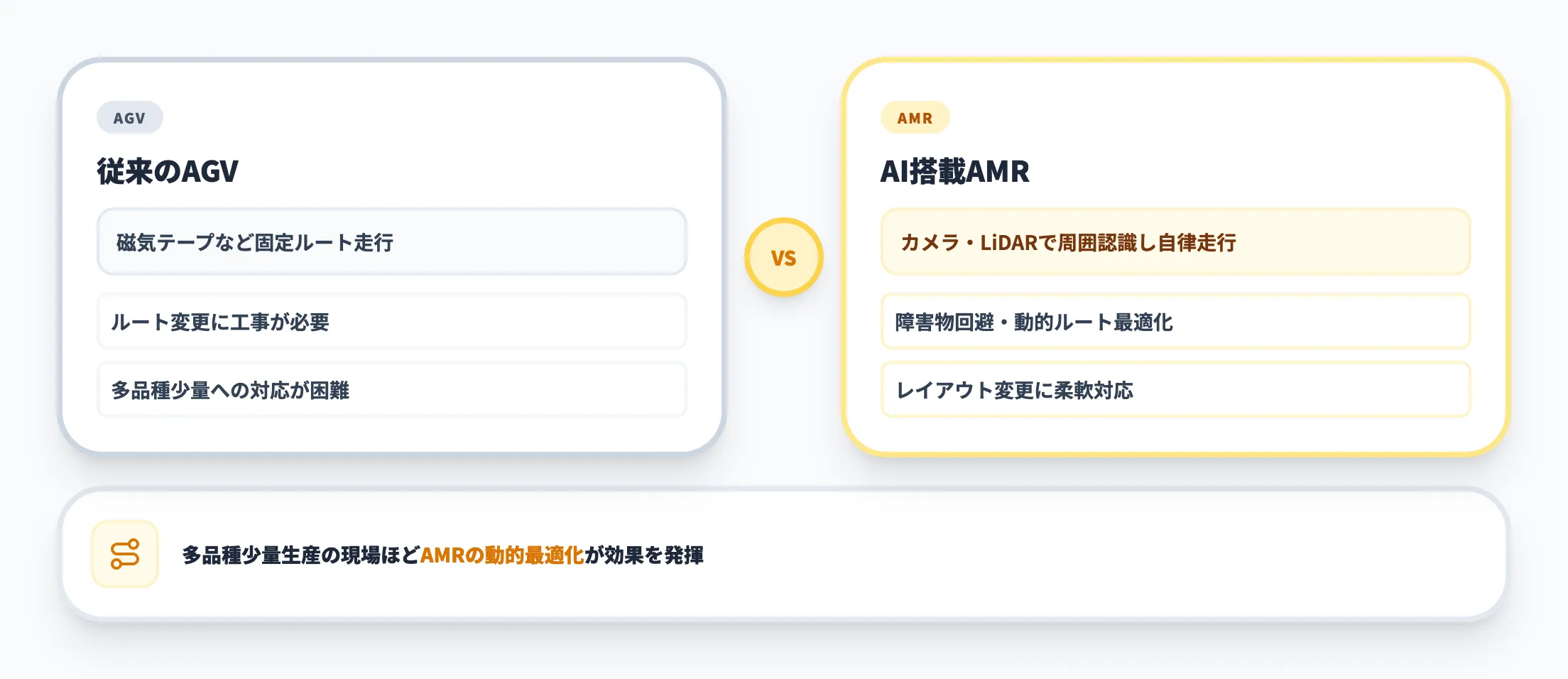
従来のAGVは磁気テープなどの固定ルートを走行する方式でしたが、AI搭載型のAMRはカメラやLiDARで周囲を認識し、障害物を避けながら最適ルートを自律的に判断します。レイアウト変更にも柔軟に対応でき、製造ラインの変更が多い多品種少量生産の現場で特に有効です。
6領域のうち、最初の一歩としておすすめなのは「外観検査」と「予知保全」です。いずれもデータが比較的揃いやすく、効果を定量化しやすい領域です。逆に、工程最適化やロボット制御の高度化は必要なデータ量が多く、PoCの難易度も高いため、2つ目・3つ目のAI導入テーマとして位置づけるのが実務的です。
FA × AIの活用事例
ここからは、FA × AIに取り組んでいる企業の公開事例を紹介します。ベンダー公式の技術ページやプレスリリースを中心に、一部は第三者の取材記事も参考にしています。

オムロン|草津工場のAI外観検査で「過検出ゼロ」を実現
オムロンは、草津工場の制御機器製造ラインでAI外観検査を導入し、熟練検査員に依存していた官能検査の自動化を実現しました。
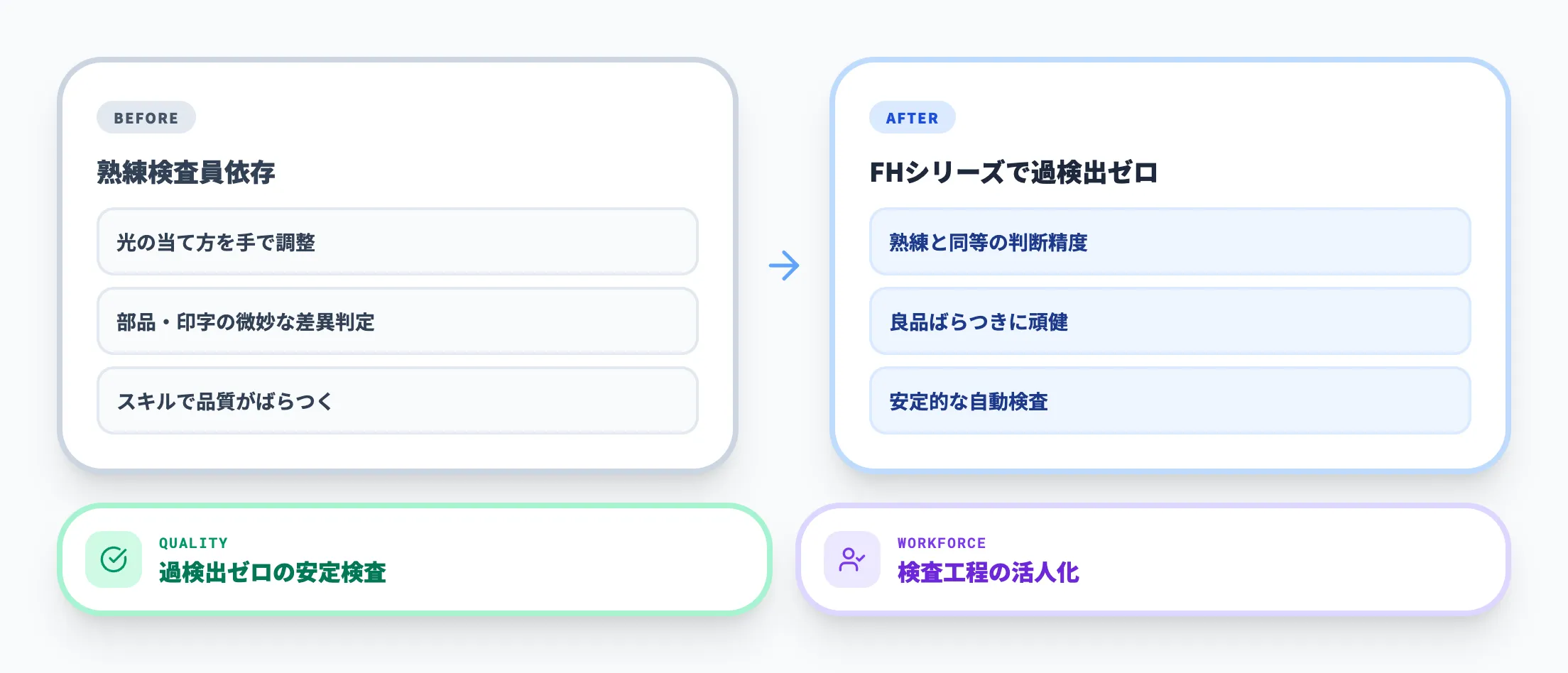
導入前の課題は、検査対象物を手で動かして光の当て方を変えたり、部品の取付状態や印字の微妙な差異を見極める必要がある工程で、検査員のスキルに品質が依存していたことです。
AI搭載の画像処理システムFHシリーズを導入した結果、良品にばらつきがある製品でも熟練検査員と同等の判断が可能になり、過検出ゼロの安定的な検査を実現しました。検査品質の向上と、検査工程の活人化(人員の付加価値業務への転換)を両立した事例です。
ファナック|フィジカルAIとROS 2対応でロボット制御を革新

ファナックは、2025年12月にROS 2(Robot Operating System 2)上でファナックロボットを駆動する専用ドライバをGitHubに公開しました。AIの進化をロボットへ素早く適用するためのオープンプラットフォーム戦略です。
AI開発で広く使われるプログラミング言語Pythonもロボットに標準搭載しており、可搬質量3キロの小型ロボットから2.3トンの大型ロボットまで、全ラインナップでフィジカルAI(物理世界で動作するAI)の生産現場導入が可能になります。
これは「ティーチングで一つひとつ動作を教える」従来のロボット制御から、「AIがセンサー情報を基に自律的に動作を生成する」次世代の制御方式への移行を象徴する動きです。
三菱電機|MAISART・エッジAIで予知保全の学習データを90%削減
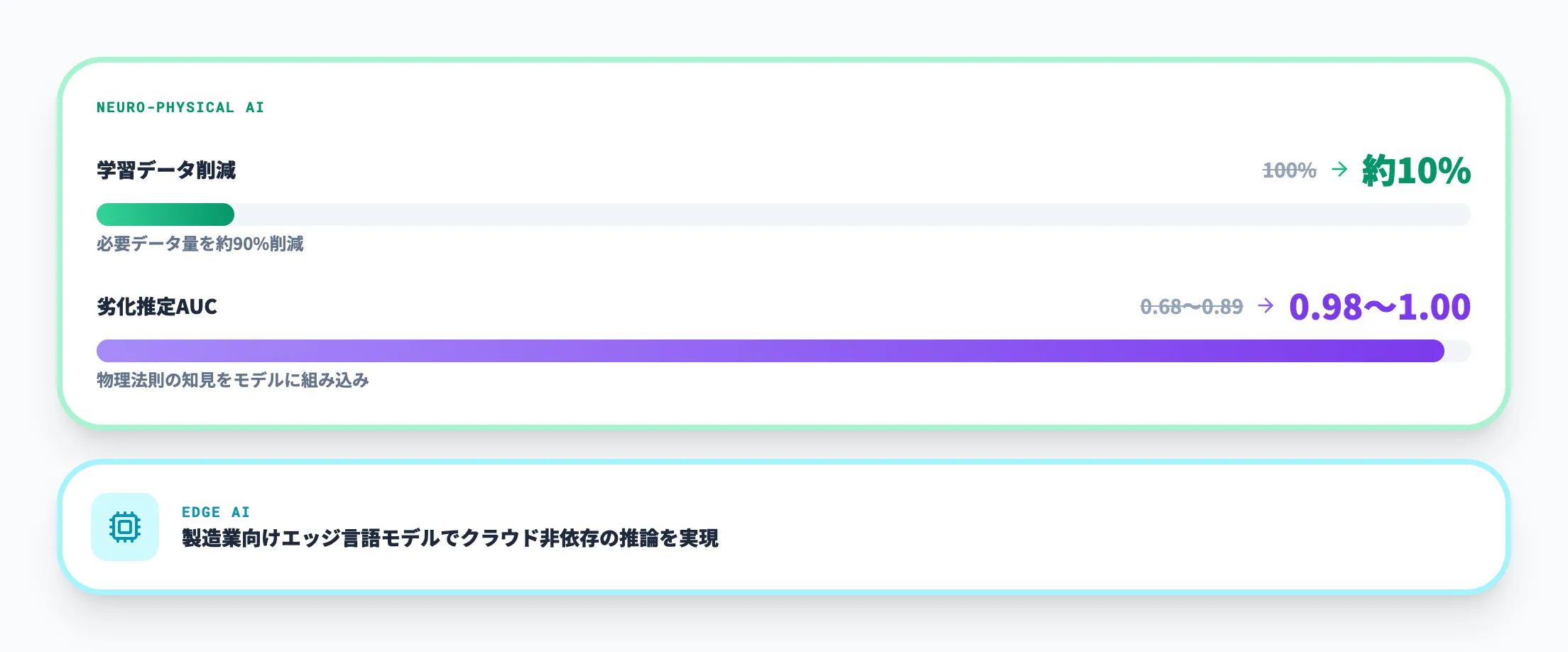
三菱電機は、独自AI技術ブランドMaisartのもとで「Neuro-Physical AI」を開発しました。物理法則の知見をAIモデルに組み込むことで、予知保全に必要な学習データ量を約90%削減しながら、劣化推定のAUCが0.68〜0.89から0.98〜1.00へ向上したことを公式資料で確認しています。
さらに、製造業に特化したエッジデバイス向け言語モデルも開発しており、クラウドに依存せずに工場内のエッジ機器でAI推論を完結させるアプローチを推進しています。
FA機器メーカーとしての長年の現場知見とAI技術を融合させ、「少ないデータで高精度な予測を実現する」という製造現場の実態に即したAI開発が特徴です。
安川電機|ソフトバンクとの協業でフィジカルAIを加速
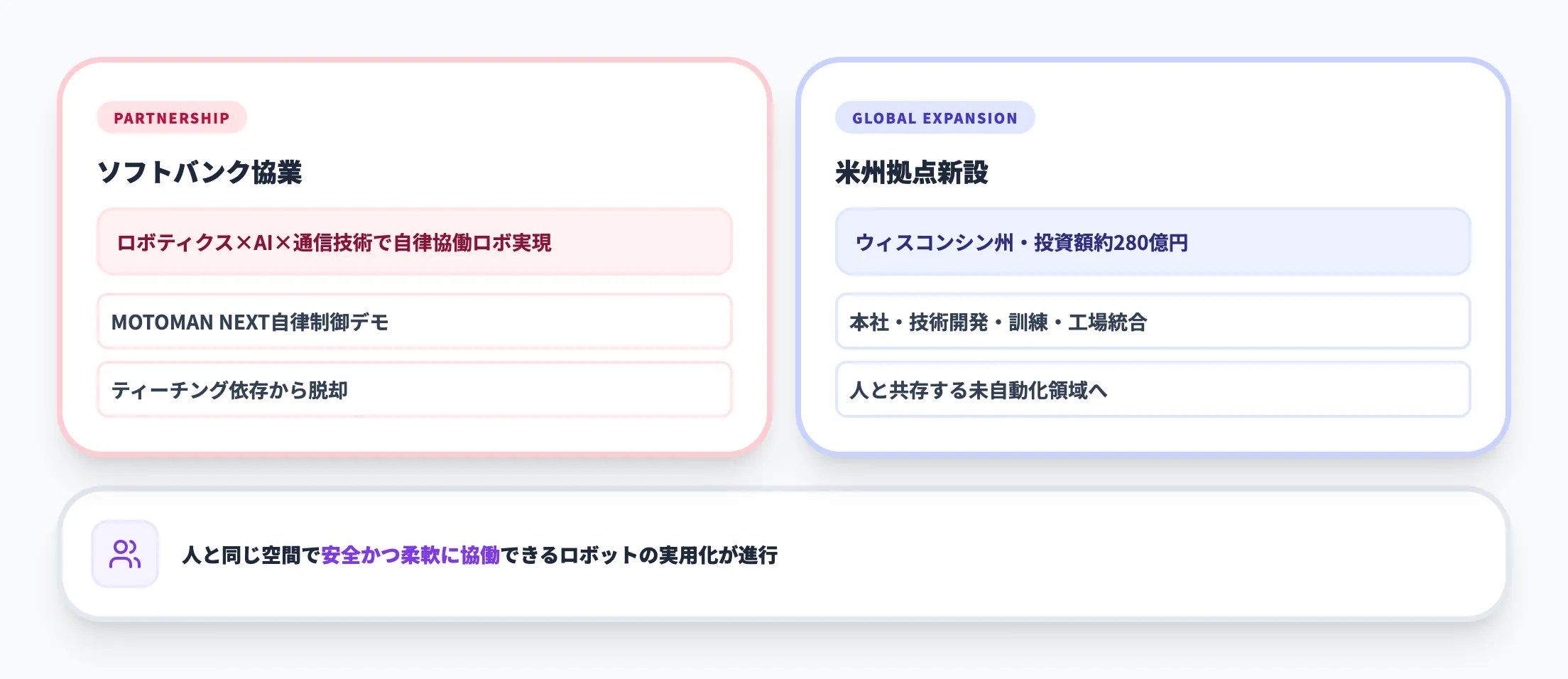
安川電機は、ソフトバンクとフィジカルAIの社会実装に向けた協業を開始しました。ロボティクスにAIと通信技術を融合させ、人と同じ空間で安全かつ柔軟に協働できるロボットの実現を目指しています。
安川電機のMOTOMAN NEXTシリーズでは、AIがセンサー情報を基にロボットの動作を生成・最適化するデモンストレーションが公開されており、従来のティーチングに頼らない自律型ロボット制御の実用化が進んでいます。
また、米州事業の強化策として、ウィスコンシン州にYaskawa Americaの新キャンパスを設立する計画が別途発表されています(投資額約280億円、本社・技術開発・訓練施設・産業用ロボット工場を含む拠点)。フィジカルAIの協業とは別プロジェクトですが、グループ全体として人と共存する空間や未自動化領域への展開を視野に入れた動きです。
アイリスオーヤマ|つくば工場で「1ライン1人体制」のロボット自動化(FA参考事例)

アイリスオーヤマのつくば工場は、AI活用までは一次ソースで確認できないためFA×AIの直接事例ではありませんが、FA(ファクトリーオートメーション)の到達点を示す参考事例として紹介します。
第三者の取材記事によれば、つくば工場のLED照明製造ラインでは、基板実装から梱包・出荷までをロボットとAGVで一貫自動化し、1ラインあたり1名の監視要員のみで稼働しています。延べ面積約11万平方メートルの6階建て工場で、梱包された製品は自動搬送機でそのまま出荷場まで運ばれる設計です。
このレベルの自動化ラインにAIを組み込むと、外観検査や工程パラメータ最適化をラインの一部として運用する「FA × AI」の形に発展させやすい点が、参考事例として押さえておきたいポイントです。
多くのAI活用事例に共通するのは、AIを単発の技術実験で終わらせず、製造ラインの業務フローに組み込んで運用している点です。PoC段階で止まらせず本番化まで進めるためのヒントは、後述の「導入で詰まる5つの論点」と「導入の進め方5ステップ」で解説します。
FA × AIの導入メリットと注意点

FA × AIの導入を検討するうえで、メリットと注意点の両面を把握しておく必要があります。
FA × AI導入の4つのメリット
- 品質の安定化と向上
人の感覚に依存していた検査工程をAIが担うことで、検査精度のばらつきがなくなります。24時間一定の判定基準で稼働できるため、シフト交代による品質変動も解消されます
- 設備稼働率の向上
予知保全AIにより突発故障を未然に防止し、計画的なメンテナンスに切り替えることで、ダウンタイムを削減できます。不要な定期交換も減るため、部品コストも最適化されます
- 省人化と人材の高度活用
単純な繰り返し作業や目視検査から人員を解放し、より付加価値の高い業務(工程改善・品質設計・新製品開発など)に配置転換できます。人手不足が深刻化する製造業において、既存人員の生産性を最大化する手段です
- データに基づく意思決定
製造ラインの稼働データ・品質データ・設備状態データをAIが統合分析することで、経験や勘に頼らない意思決定が可能になります。改善サイクルの速度と精度が上がり、製造ライン全体の競争力向上につながります
導入時に押さえるべき注意点
メリットの一方で、FA × AIの導入には見落としやすい注意点があります。
- 初期投資の大きさ
AI外観検査システムやIoTセンサーの設置、データ基盤の構築には数百万〜数千万円の初期投資が必要になるケースがあります。産業用ロボットを組み込むラインでは数千万円規模になることもあるため、まずは1工程・1ラインでPoCを行い、ROIを検証してから段階的に拡大するのが安全です
- データ収集基盤の整備が前提
AIの精度はデータの質と量に依存します。既存のFA設備からデータを取得する仕組み(IoTゲートウェイ・エッジコンピューティング等)が整備されていない場合、AI導入の前にデータ基盤構築が必要です
- 既存PLC/SCADAとの統合
AIの判断結果を実際の制御に反映するには、既存のPLCやSCADAとの連携が不可欠です。プロトコルの違いやリアルタイム性の要件など、制御系との統合設計を初期段階から計画に組み込む必要があります
- 現場の理解と定着
AIを導入しても、現場オペレーターが使いこなせなければ効果は出ません。「AIが何をしているか」「AIの判断をどう活用すべきか」を現場に伝え、運用プロセスに組み込む定着支援が重要です
支援経験からは、「メリットは実感しやすいが、注意点を軽視してPoCで止まる」パターンが最も多いです。特にデータ基盤の整備とPLC統合の設計は、PoC開始前に済ませておくべきです。
FA × AI導入で詰まる5つの論点

FA × AIの導入を検討する企業が実際に直面しやすい論点を整理します。これらは「導入を見送るべき理由」ではなく、「事前に解決策を用意すべき課題」です。
論点1:既存のPLC/SCADAとAIをどう統合するか

最も技術的にハードルが高い論点です。工場の制御系はリアルタイム性と安全性が求められるため、AIの推論結果をそのまま制御に反映することには慎重な設計が必要です。
実務的なアプローチは「AIは判断を出し、最終的な制御実行はPLCが担う」という役割分離です。AIの推論結果をOPC UAなどの産業用通信プロトコルでPLC側に渡し、PLCが安全確認を経て制御を実行する構成が標準的です。
論点2:データは十分に集まるのか

AIの精度はデータの質と量に依存しますが、製造現場では「データはあるが使える形になっていない」ケースが大半です。紙の検査記録、Excel管理のログ、ベンダー独自フォーマットのセンサーデータが混在し、AI学習に使える統一フォーマットに整備するだけで数か月かかることもあります。
対策としては、まずデータの棚卸し(何がどこにどの形式で存在するか)を行い、AI導入とデータ基盤整備を並行して進めるスケジュールを組むことです。
論点3:投資対効果(ROI)をどう算出するか
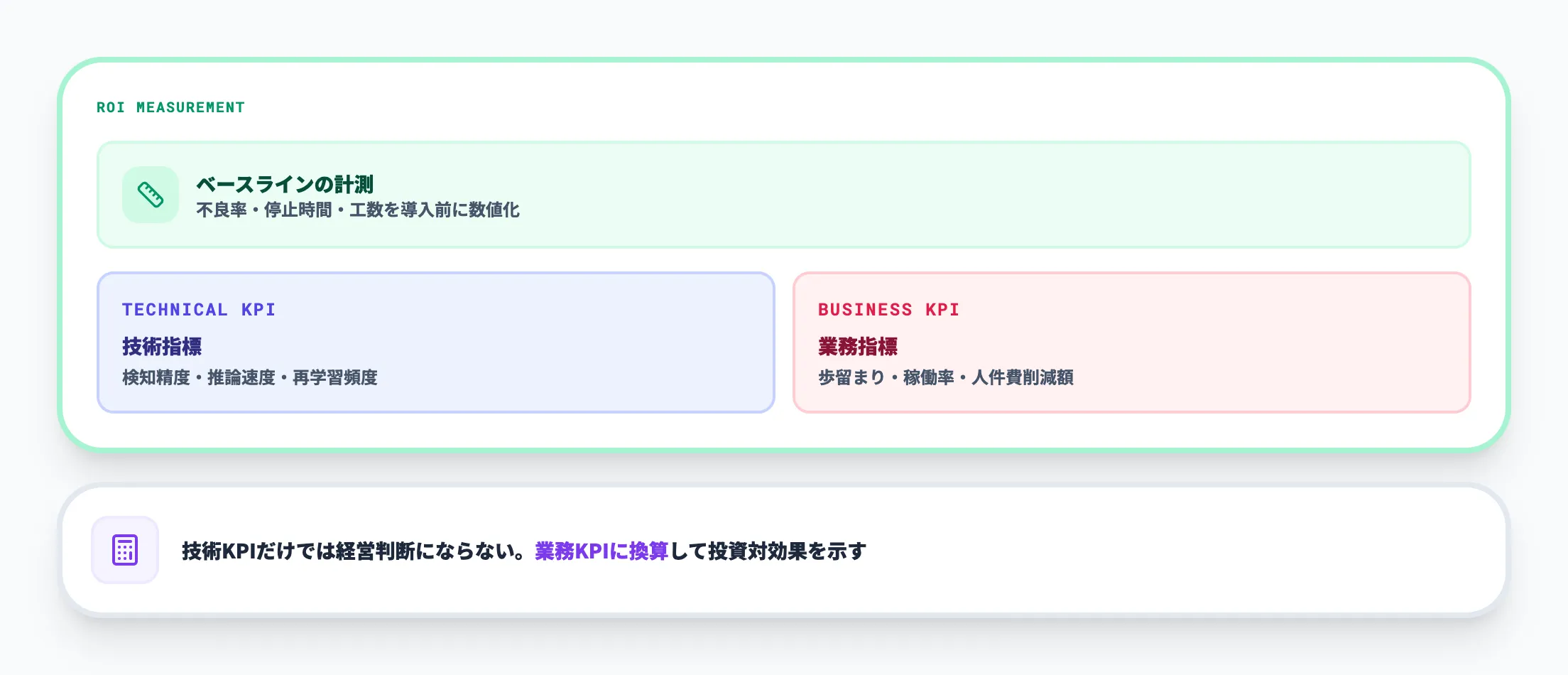
FA × AIの効果は「不良率の低減」「ダウンタイムの削減」「検査人員の配置転換」など多岐にわたりますが、経営層への説明には定量的なROI算出が求められます。
効果的なのは、現行工程のコスト構造(人件費・不良コスト・設備停止損失)をPoC開始前にベースラインとして定量化し、PoC後の数値と比較する方法です。AI PoCの評価指標設計については、技術KPIと業務KPIの2軸で設計するアプローチが有効です。
論点4:現場が受け入れてくれるか
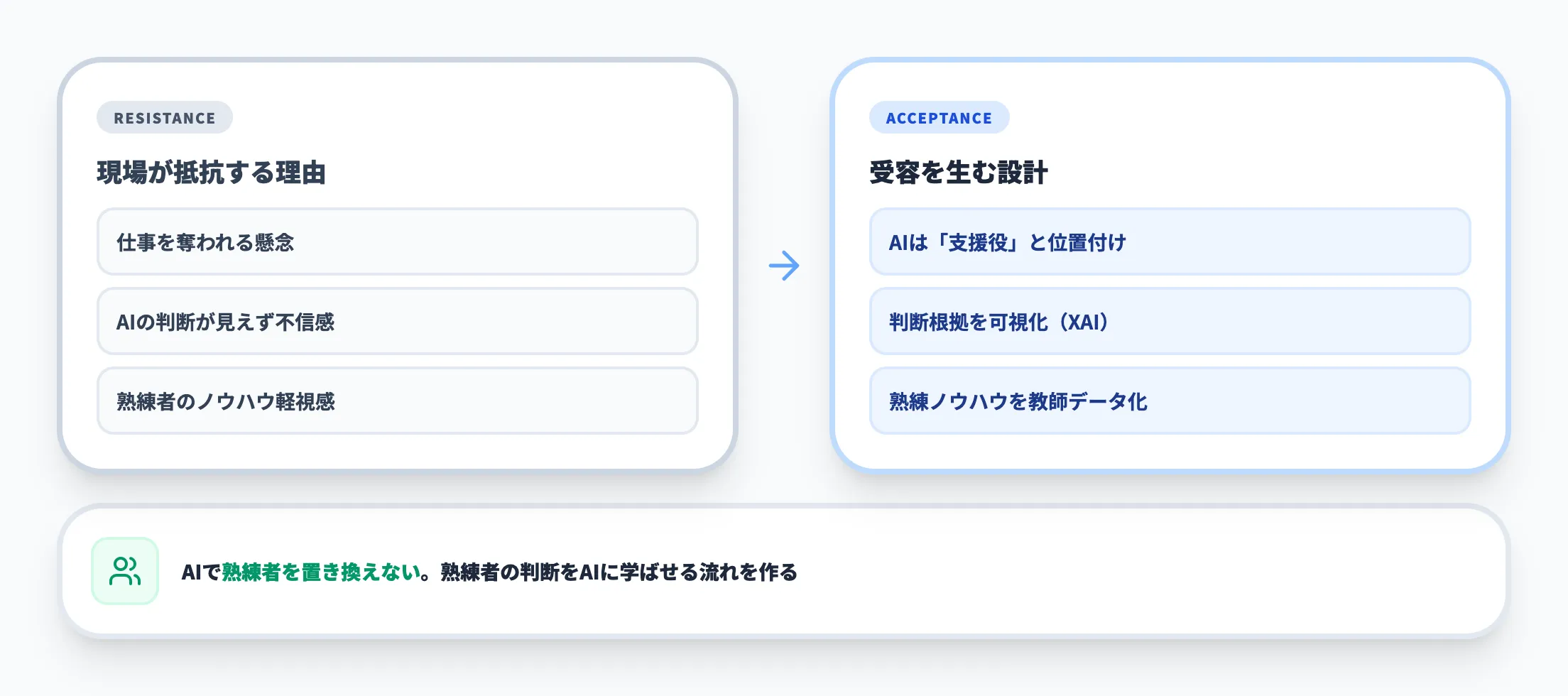
「AIに仕事を取られる」という心理的抵抗や、「AIの判断が信用できない」という技術的不安は、現場導入の最大の壁になります。
対策は、PoC段階から現場担当者をプロジェクトメンバーに入れ、AIの判断プロセスを「見える化」することです。AIが判断を外した事例もオープンに共有し、「AIは完璧ではないが、人の判断を補強するツールである」という位置づけを現場と合意するのが重要です。
論点5:スモールスタートの範囲をどう決めるか

「全ラインを一気にAI化したい」と考えがちですが、最初のプロジェクトは1工程・1ライン・1拠点に絞るべきです。
具体的な選定基準は「データが揃っている」「効果を数値で測れる」「現場に協力者がいる」の3つです。この基準を満たす工程でPoCを成功させ、その実績を社内に展開する方が、全社一斉導入より結果的に速く進みます。
FA × AI導入の進め方5ステップ
FA × AIの導入を段階的に進めるための実践的なステップを整理します。

ステップ1:現状の見える化(1〜2か月)
製造ラインの現状を定量的に把握するフェーズです。
具体的には、各工程の品質データ(不良率・検査工数)、設備データ(稼働率・故障頻度・メンテナンスコスト)、生産データ(タクトタイム・歩留まり)を収集・整理します。この段階でデータの所在・形式・欠損を明らかにし、「AIに使えるデータ」と「整備が必要なデータ」を分類します。
ステップ2:AI適用テーマの選定(2〜4週間)
見える化の結果をもとに、AIを適用する工程とテーマを決定します。
選定基準は「課題のインパクト(コスト・品質への影響度)」「データの準備状況」「現場の協力体制」の3軸です。最初のテーマは、前述の6領域のうち「外観検査」か「予知保全」が取り組みやすい選択肢です。
ステップ3:PoCの実施(1〜2か月)
選定したテーマでAI PoCを実施します。
PoC段階で重要なのは、「AIの精度」だけでなく「既存システムとの接続性」「現場オペレーターの受容性」も検証項目に含めることです。技術的に精度が出ても、現場で使えなければ本番化には進めません。
【関連記事】
製造業のAI PoCの進め方|テーマ選定・評価指標・本番化のコツ
ステップ4:本番導入と既存システム統合(2〜3か月)
PoCの結果を踏まえ、本番環境への導入を行います。
このフェーズの最大のポイントは、AIの推論結果を既存のMES(製造実行システム)・ERP・生産管理システムと連携させる「システム統合」です。AIが出した判断を業務フローに載せる仕組みを構築しなければ、AIは「精度の高い実験ツール」のまま終わります。
ステップ5:横展開と継続改善
1つの工程での成功実績をもとに、他のラインや工場への横展開を計画します。
横展開のコツは「同じAIモデルをそのまま別ラインに適用する」のではなく、「フレームワーク(データパイプライン・学習基盤・運用プロセス)を標準化して展開する」ことです。製品や工程が変われば必要なAIモデルも変わりますが、データの取り方・評価の仕方・運用の回し方は共通化できます。
FA × AIの費用相場と活用できる補助金
FA × AIの導入費用は、適用する領域と規模によって大きく異なります。ここでは当社の支援経験をベースに、パターン別の費用目安を整理しました。実際の費用はベンダーや要件によって変わるため、あくまで検討時の参考値としてご覧ください。

| パターン | 費用の目安 | 内容 |
|---|---|---|
| AI外観検査(1ライン) | 数百万〜1,000万円程度 | カメラ・照明・AIソフトウェア・設置工事を含む。SaaS型AIツールを使う場合は初期費用を抑えられる |
| IoT + 予知保全AI(1設備群) | 数百万〜2,000万円程度 | IoTセンサー設置・データ基盤構築・AIモデル開発。既存設備にセンサーを後付けするケースが多い |
| ロボット + AI制御(1ライン) | 1,000万〜数千万円規模 | 産業用ロボット本体・AI制御ソフト・PLC連携・設置工事。ロボット台数と周辺設備の規模によっては数千万円規模になることもある |
| 工場全体のスマートファクトリー化 | 数千万〜数億円規模 | 複数ライン・複数領域のAI化、データ基盤の全社統合、デジタルツイン構築を含む大規模プロジェクト |
費用で見落としやすいのは、AIソフトウェア以外のコストです。データ整備の工数、IoTセンサーの設置費、既存システムとの接続設計費、現場担当者のトレーニング費を含めた総コストで予算を組む必要があります。
活用できる補助金制度

条件次第で活用を検討できる主な補助金制度を整理します。いずれも申請要件や対象経費が限定されているため、自社の取り組みが対象に該当するかを事前に確認してください。
- ものづくり補助金
「製品・サービス高付加価値化枠」で従業員数に応じて750万〜2,500万円の補助上限額が設定されています。AI開発にかかるシステム構築費・技術導入費・クラウドサービス利用費が対象経費に含まれます。ただし革新性や付加価値向上の計画が審査されるため、単なる検証目的では採択されにくい点に注意が必要です
- デジタル化・AI導入補助金(旧IT導入補助金)
事務局に登録済みのITツールの導入が対象です。自社開発やスクラッチのAIモデル構築は対象外となるため、登録済みツールの中に自社の用途に合うものがあるかの確認が前提になります
- 事業再構築補助金(後継制度を含む)
製造ラインの抜本的な刷新(新工程の導入・自動化ライン構築)を伴う場合に適用できる可能性があります。申請要件は事業年度ごとに変わるため、最新の公募要領を確認してください
【関連記事】
製造業のAI導入を成功させる5つのステップ
FA × AIの2026年トレンド
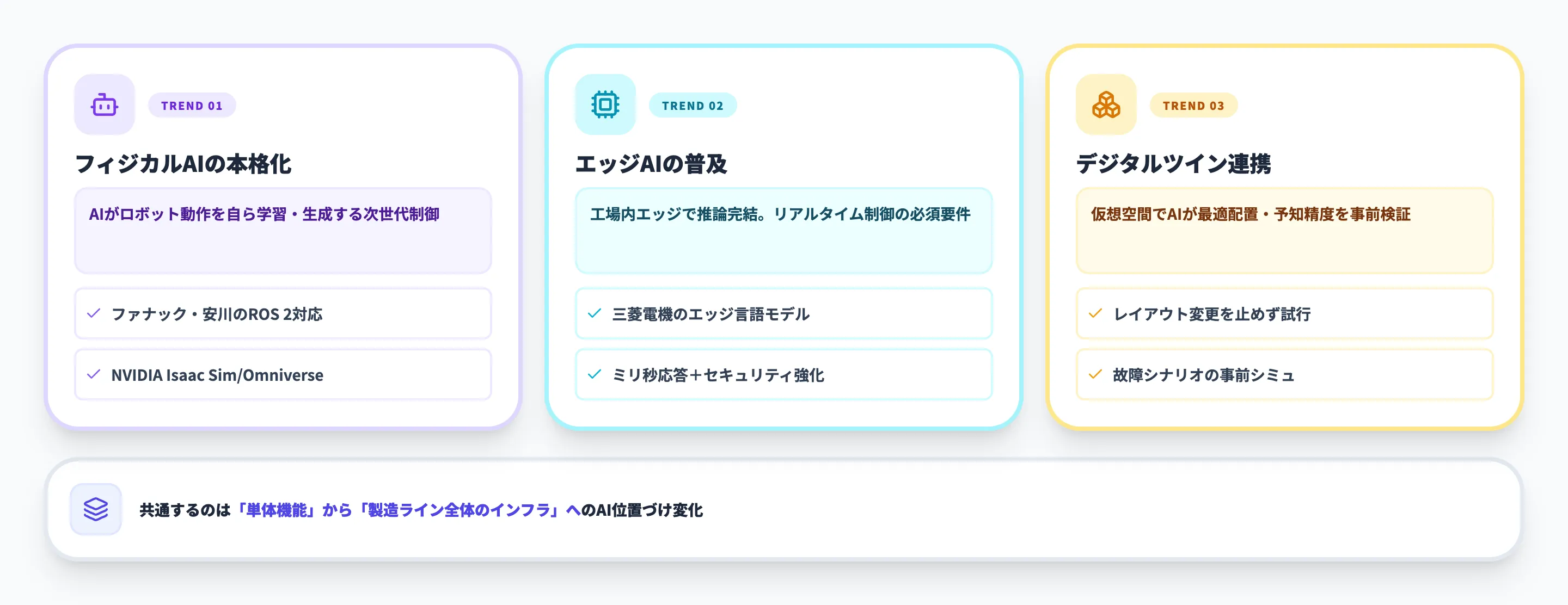
2026年現在、FA × AIの領域では3つの大きなトレンドが進行しています。
フィジカルAIの本格化
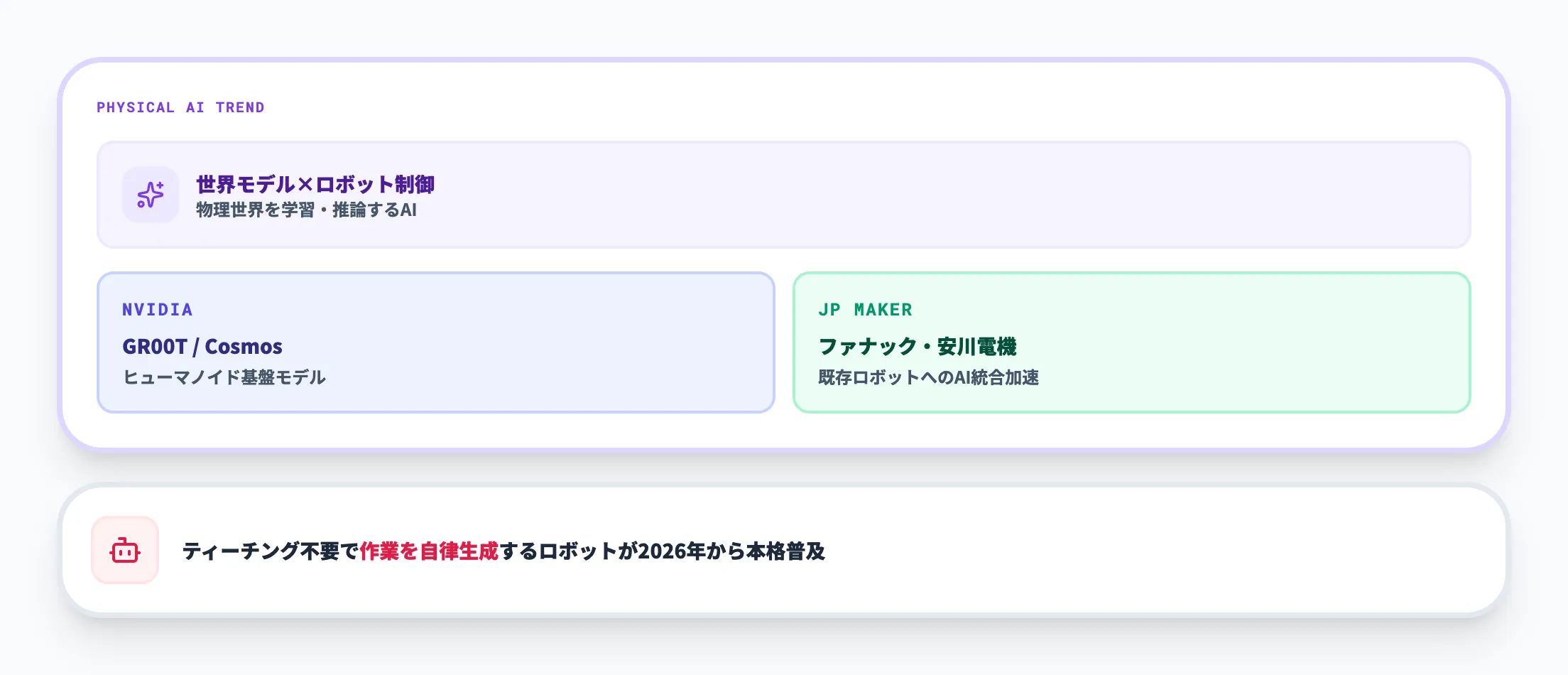
フィジカルAIとは、AIが物理世界のセンサー情報を理解し、ロボットや機械を直接制御する技術です。
前述のファナック(ROS 2対応)や安川電機(ソフトバンクとの協業)に加え、NVIDIAもIsaac SimやOmniverseを通じて製造業向けのフィジカルAI基盤を展開しています。「AIがロボットの動作を自ら学習・生成する」という次世代のロボット制御は、2025年の国際ロボット展でも注目度が高まっており、2026年は実装検討が進んでいます。
エッジAIの普及
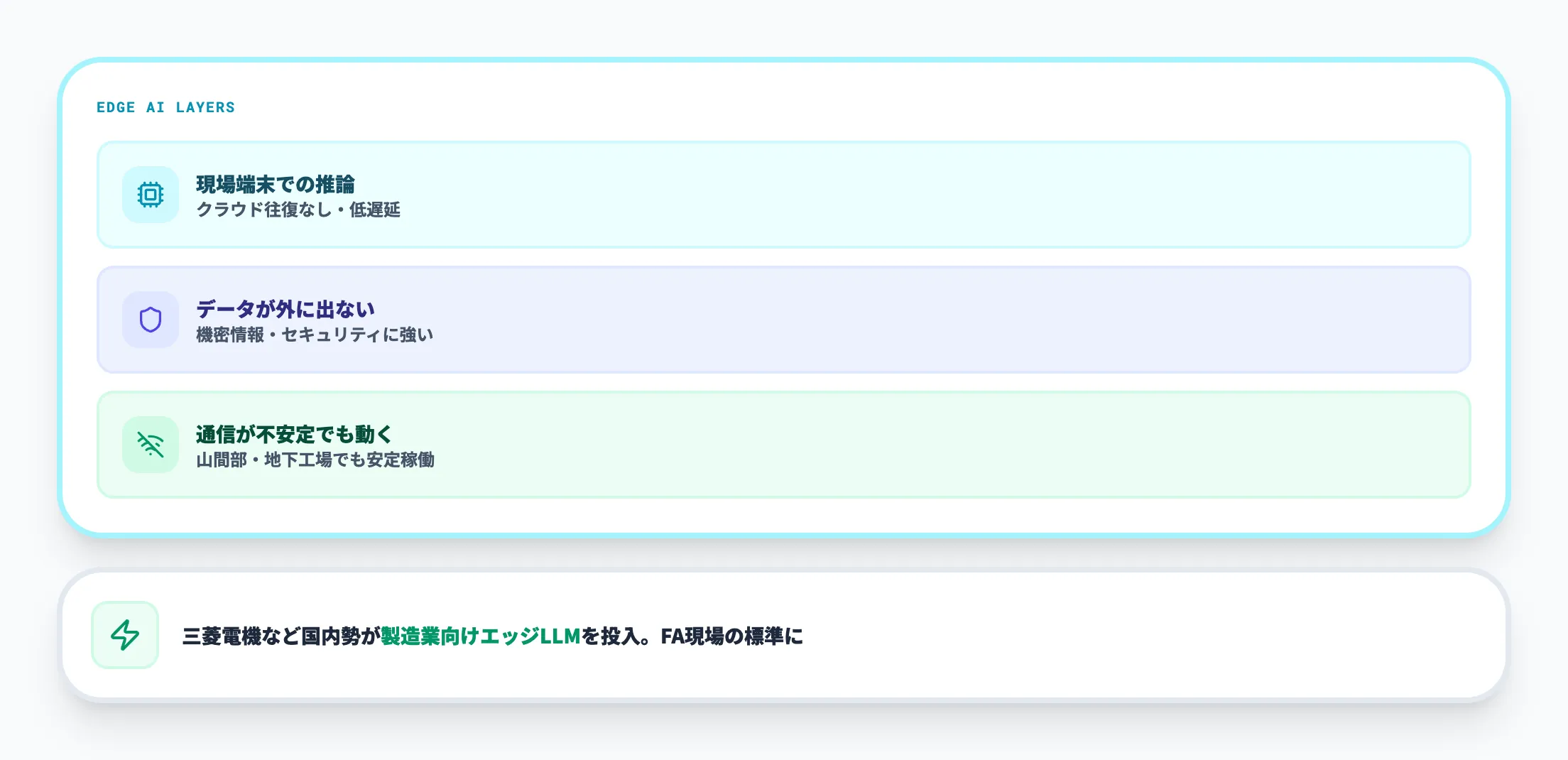
クラウドにデータを送信するのではなく、工場内のエッジデバイス(カメラ・センサー・ゲートウェイ)でAI推論を完結させるアプローチが広がっています。
三菱電機の製造業向けエッジ言語モデルはその代表例です。エッジAIのメリットは、リアルタイム性の確保(通信遅延がない)、セキュリティの強化(データが外部に出ない)、通信コストの削減の3点です。製造ラインの制御にAIを組み込む場合、ミリ秒単位の応答が求められるため、エッジAIは事実上の必須要件になりつつあります。
デジタルツインとAIの連携

工場全体をデジタルツイン(仮想空間上の再現モデル)で構築し、AIによるシミュレーションで製造ラインの最適化を事前に検証するアプローチです。
「新しい工程レイアウトをデジタルツイン上で試し、AIが最適な配置を提案する」「設備故障のシナリオをシミュレーションし、予知保全AIの精度を検証する」といった活用が進んでいます。現実の製造ラインを止めずに改善策を試行できるため、導入リスクを大幅に低減できます。
これら3つのトレンドに共通するのは、「AIを単体機能として使う」段階から「製造ライン全体のインフラとしてAIを組み込む」段階への移行です。製造現場のDXを検討している企業にとっては、個別のAI導入ではなく、製造基盤全体のAI化を視野に入れた計画が求められる時期に入っています。
FA × AIをPoCで終わらせないために

検査・保全・工程最適化を業務フロー全体で自動化
FA × AIを単体ツールで終わらせず、MES・ERP・生産管理システムと接続して製造ライン全体を自動化。AI Agent Hubで実行ログ・権限管理・セキュリティまで含めた基盤の設計・構築を支援します。
FA × AIを製造ラインの業務自動化までつなぐなら
FA × AIで外観検査や予知保全のPoCが成功しても、本番運用に進む段階では「MES・ERPとの接続」「権限管理」「運用基盤の整備」という壁が立ちはだかります。AIの判定結果を業務フロー全体に載せる基盤設計まで踏み込まなければ、個別のAI導入で止まってしまいます。
このレイヤーを担うのが、自社のAzureテナント内で動くエンタープライズAIエージェント基盤です。AI総合研究所のAI Agent Hubは、PoCで検証したAIモデルをMES・ERP・生産管理システムに接続し、製造ライン全体の業務自動化まで一気通貫で設計できます。
- AIの判定結果を既存基幹システムへ自動連携
外観検査AI・予知保全AI・工程最適化AIの出力を、品質管理システム・保全管理システム・生産管理システムに自動連携します。手入力による転記工数と転記ミスを解消し、判定から次工程への指示までを継ぎ目なくつなぎます。
- 異常検知時の承認フローをTeams上で完結
AIが停止・交換・再検査が必要と判定した際に、保全担当者や品質担当者へTeamsで自動通知。スマートフォンからでも承認/差戻しが可能で、判断プロセスを止めずに人間のチェックを組み込めます。
- 複数AIモデルの実行ログを監査証跡として一元管理
どのAIモデルが何を実行し、誰が承認したかを不変の監査証跡として自動記録。工場・ライン・部門ごとに権限を分けた運用設計にも対応します。
- データは100%自社テナント内に保持
製造データ・検査画像・設備稼働ログが外部に出ることはなく、AIの学習対象からも除外。Azure Managed Applicationsとして自社テナント内で動作が完了する設計です。
AI総合研究所の専任チームが、FA × AIのPoC計画から基幹システム連携、現場への定着支援まで一貫して伴走します。まずは無料の資料で、製造ライン全体のAIエージェント基盤の構成をご確認ください。
FA × AIをPoCで終わらせないために
検査・保全・工程最適化を業務フロー全体で自動化
FA × AIを単体ツールで終わらせず、MES・ERP・生産管理システムと接続して製造ライン全体を自動化。AI Agent Hubで実行ログ・権限管理・セキュリティまで含めた基盤の設計・構築を支援します。
まとめ
本記事では、FA × AIの活用領域から導入事例、費用相場、2026年トレンドまでを解説しました。
改めて、記事のポイントを整理します。
- FA × AIの活用領域は6つ。まずは外観検査か予知保全から
外観検査・予知保全・工程最適化・ロボット制御・品質管理・搬送自動化の6領域のうち、データが揃いやすく効果を定量化しやすい「外観検査」と「予知保全」が最初のテーマに適しています
- 従来FAとAI-FAはハイブリッドで使う
AI-FAは従来FAを置き換えるものではありません。PLCによる確定的な制御はそのまま維持し、「判断」や「予測」が必要な工程にAIを重ねるハイブリッド構成が実務的です
- 導入のハードルはPLC統合・データ基盤・現場定着の3つ
これらはPoC開始前に解決策を設計しておくべき課題です。特に既存制御システムとの接続設計を後回しにすると、PoCは成功しても本番化で止まります
- 2026年はフィジカルAI・エッジAI・デジタルツインの融合が加速
AIを「単体ツール」ではなく「製造基盤のインフラ」として組み込む動きが広がっています。個別工程のAI化だけでなく、製造ライン全体のAI基盤設計を視野に入れてください
- 最初の一歩は「1工程・1ライン」のスモールスタート
PoCの成功実績を社内に展開するアプローチが、全社一斉導入より結果的に速く進みます。まずはデータが揃っていて協力者がいる工程から始めてください