この記事のポイント
 外観検査AIはルールベース/ディープラーニング/VLMの3手法を組み合わせるハイブリッド構成が2026年の標準像
外観検査AIはルールベース/ディープラーニング/VLMの3手法を組み合わせるハイブリッド構成が2026年の標準像- 国内では自動車・食品を中心にトヨタ×Musashi AIやキユーピー×ブレインパッドなど量産導入が進む
- 検査員の高齢化と品質ばらつきの解消には、少量の不良データでも学習できる合成データ/教師なし学習の活用が鍵
- ツール選びは「検査対象×精度×速度×実装方式」の4軸で絞り込み、価格詳細は別記事で深掘り
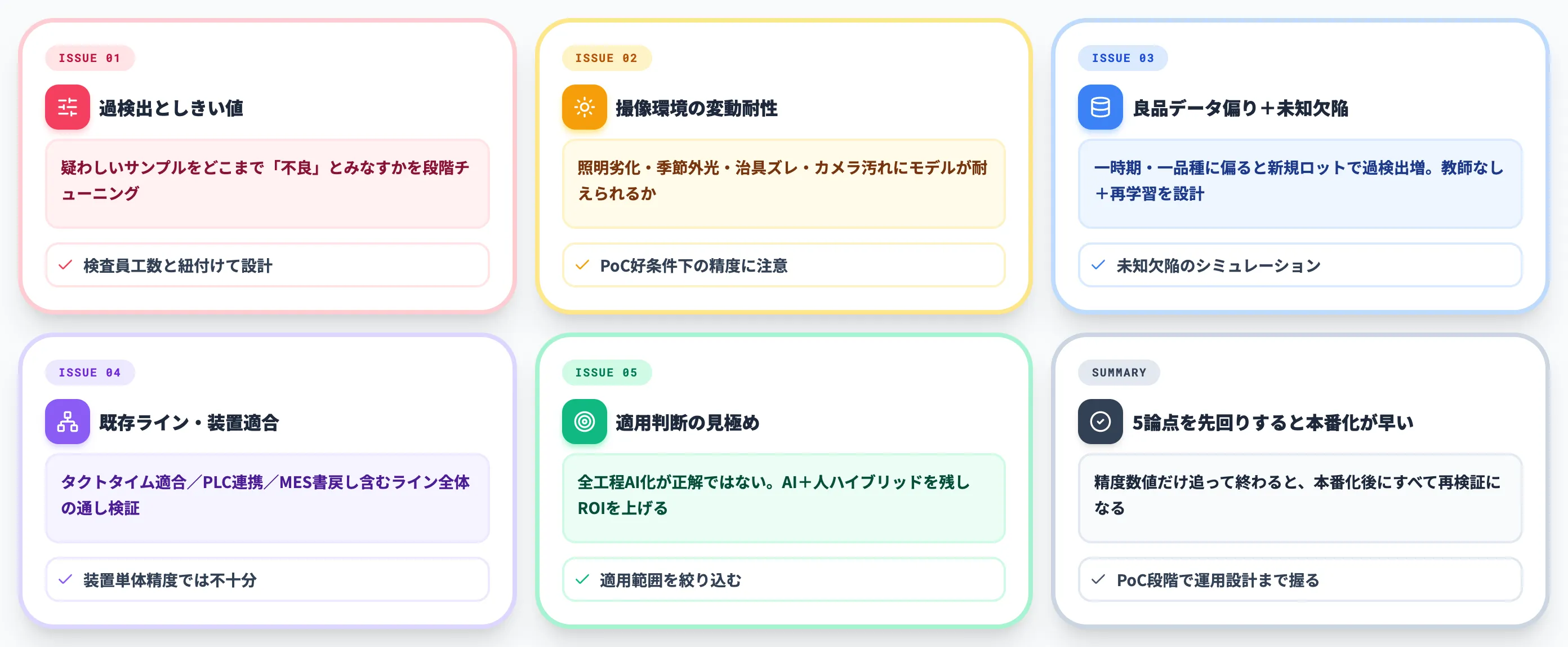
- PoCで詰まる5論点(過検出/撮像環境/良品データ偏り/既存ライン適合/適用判断)を先回りで設計すると本番化が早い

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
外観検査AIは、ディープラーニングやVLM(Vision Language Model)といったAI技術を製造現場の検査工程に組み込み、検査員の目視に頼っていた品質判定を自動化する仕組みです。
2026年時点では、ルールベース画像処理・ディープラーニング・VLMの3手法を使い分けるハイブリッド構成や、少量の不良画像から学習できる合成データ・教師なし学習が実用選択肢として広がり、検査員の高齢化や品質ばらつきといった現場の課題を製造ライン上で解消できる選択肢が拡大しました。
本記事では、外観検査AIの基本能力・検査方式の使い分け・業界別の使われ方・国内製造業の導入事例・主要ツールの選び方・PoCで詰まる論点までを、品証部門と生産技術部門の選定担当者目線で体系的に解説します。
目次
外観検査AIで進む3つの技術変化|ルールベース/ディープラーニング/VLM
VLM(Vision Language Model)|多品種少量と基準変更に強い新世代
自社に合う選択肢の見つけ方|検査方式×ベンダーカテゴリの判断軸
トヨタ自動車×Musashi AI|トランスミッションギヤ歯面検査の全数自動化
トヨタ自動車×WiseImaging(シーイーシー)|焼結部品の磁気探傷検査
外観検査AIとは|製造現場の品質保証を変える基本能力
外観検査AIは、製品表面のキズ・打痕・異物・寸法ずれ・組付け不良といった「見た目で判定する欠陥」を、カメラ画像とAIモデルで自動判定する仕組みです。
検査員が目視で行ってきた判定を、ディープラーニングやVLM(Vision Language Model:画像と言語を同時に扱える大規模モデル)で置き換え、24時間ばらつきなく稼働させられる点が、これまでの画像検査装置と本質的に違います。
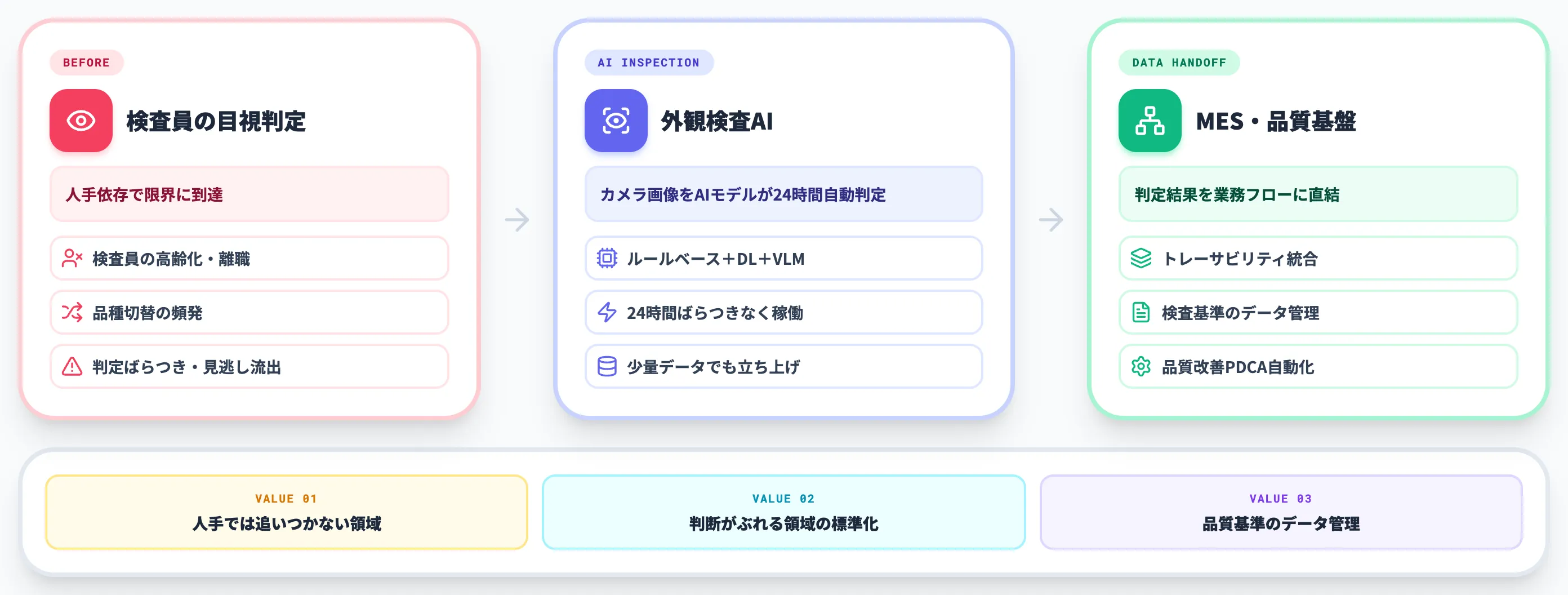
製造現場の課題は、検査員の高齢化と離職、品種切り替えの頻発、検査基準のあいまいさ、見逃しによる流出コストといった複数の問題が重なっていることです。外観検査AIは、その複合課題に対し「人手では追いつかない領域」と「人手では判断がぶれる領域」の両方をカバーする位置づけにあります。
従来の画像処理装置(ルールベース)はしきい値・パターンマッチングで判定するため、想定外の見え方に弱く、品種ごとにルール設定をやり直す必要がありました。外観検査AIは良品画像と不良画像を学習させることで、ルールでは書き切れない欠陥パターンを自動で抽出できます。2026年時点では、不良画像をほとんど持たない現場でも合成データや教師なし学習で立ち上げられる選択肢が広がり、適用範囲が一段と拡大しています。
外観検査AIは「目視を機械に置き換える単純な自動化」ではなく、検査基準そのものをデータで管理し、結果をMES(製造実行システム)や品質管理システムにつないでトレーサビリティ全体を底上げする仕組みとして捉えるのが、2026年時点の実務的な理解です。本記事では、まず3つの検査方式の違いから順に整理していきます。

外観検査AIで進む3つの技術変化|ルールベース/ディープラーニング/VLM

外観検査AIと一括りに語られがちですが、2026年時点で実用化されている技術は大きく3手法に分かれます。それぞれの得意領域と限界を理解しないと、ベンダー比較の前段で迷子になります。
以下の表で、3手法の特徴と適用条件を整理しました。
| 検査方式 | 判定の仕組み | 得意な対象 | 学習データの要否 | 主な限界 |
|---|---|---|---|---|
| ルールベース画像処理 | しきい値・パターンマッチ・特徴量抽出を人が設計 | 寸法測定/印字読取/単純な異物検出など、欠陥定義が幾何学的に書ける対象 | 不要(チューニングのみ) | 想定外の見え方・品種追加に弱い |
| ディープラーニング(CNN) | 良品/不良品画像を学習し、欠陥パターンをモデルが自動抽出 | 表面キズ・打痕・成形不良など、ルール化が難しい欠陥 | 数百〜数千枚(手法による) | 学習データの偏りで精度がぶれる/未知欠陥に弱い |
| VLM(Vision Language Model) | 画像と自然言語の指示を同時に解釈し、欠陥の有無・種別・部位を回答 | 多品種少量・基準が言語で表現できる対象/検査仕様変更が頻繁な現場 | 少量+言語による補助 | 推論コスト高/応答時間がDL専用モデルより長い |
この比較から分かるのは、3手法は競合関係ではなく、検査対象と現場制約によって使い分ける関係にあるという点です。寸法測定はルールベースが速くて安定し、表面欠陥はディープラーニングが強く、多品種少量や基準変更が頻繁な現場ではVLMが効きます。
実務では1ライン内で3手法を組み合わせるハイブリッド構成が標準になりつつあります。次の3つのH3で、それぞれの位置づけと2026年の動向を順に整理します。
ルールベース画像処理|寸法・印字・単純異物に強い土台
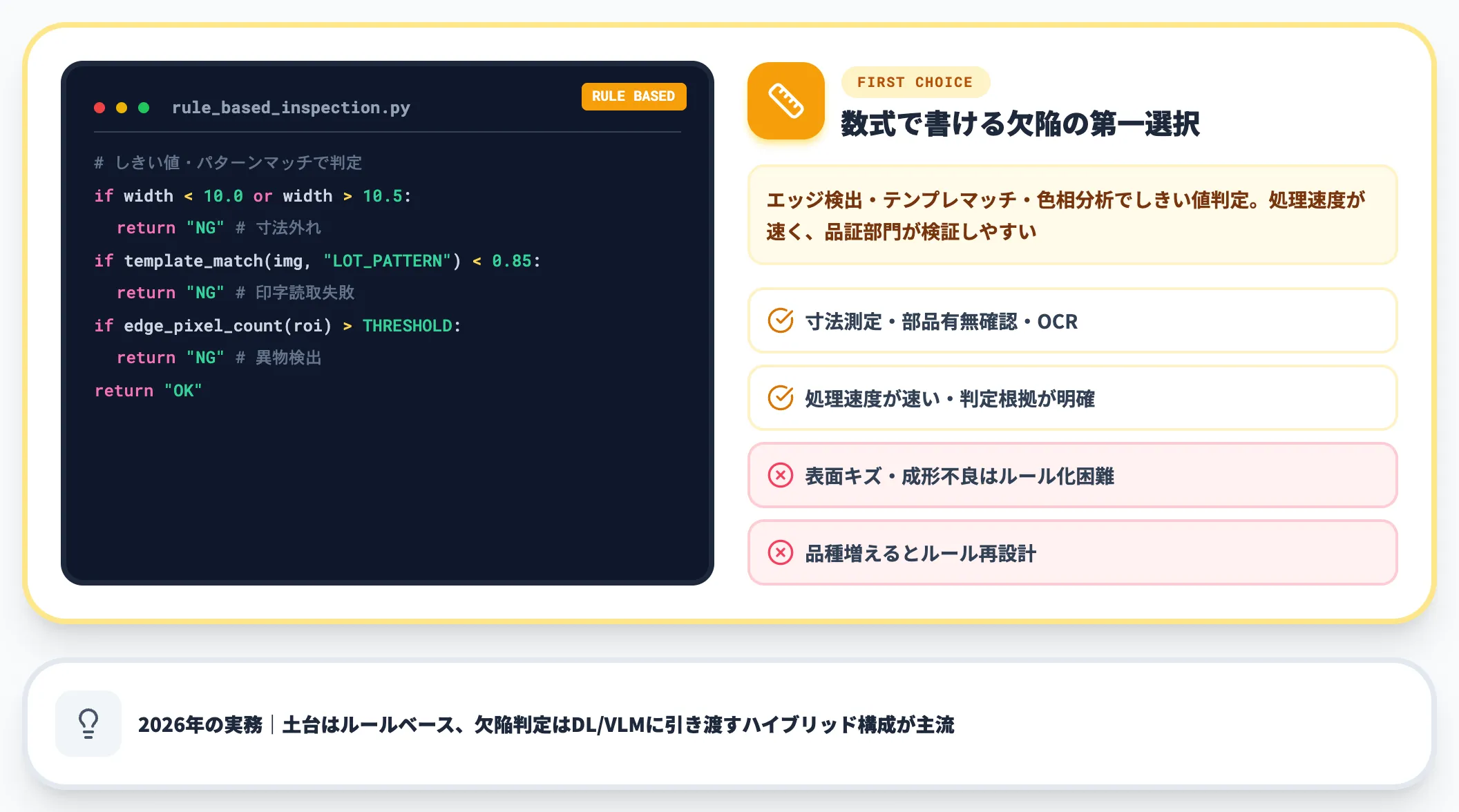
ルールベース画像処理は、外観検査AIが普及する前から製造現場で使われてきた画像検査の基本形です。エッジ検出・テンプレートマッチング・色相分析といった画像処理アルゴリズムを組み合わせ、検査担当者がしきい値を設定して判定します。
寸法測定・部品有無の確認・印字文字の読取(OCR)・色のばらつき検査など、「欠陥定義を数式で書ける」対象では今でも第一選択です。処理速度が速く、判定根拠が説明可能で、品質保証部門による検証もしやすい点が強みです。
一方で、表面キズ・成形不良・組付け微小ずれのような「人なら一目で分かるがルール化しにくい」欠陥には弱く、品種が増えるたびにルール再設計が発生します。鉄板上に乗った小さな粉塵を「異物」と判定するか「許容範囲」と判定するか、といった判断は、しきい値だけでは現場の納得感に届きません。
2026年時点の実務的な使い方は、ルールベースを「寸法・印字・部品有無」の土台として残しつつ、欠陥判定はディープラーニングやVLMに引き渡すハイブリッド構成です。ルールベース単独で全件カバーしようとせず、得意領域に絞ることで運用負荷が下がります。
ディープラーニング(CNN)|表面欠陥・成形不良の主役

ディープラーニング、特にCNN(畳み込みニューラルネットワーク)は、良品画像と不良画像をモデルに学習させ、欠陥のパターンを自動的に抽出します。ルールベースでは書き切れなかった表面キズ・打痕・成形不良・塗装ムラ・ハンダ不良などが主な適用領域です。
2020年代前半までは「数千枚の不良画像が必要」というハードルが高かったのですが、2026年現在は事前学習済みモデルをファインチューニングする方式が主流になり、良品画像数百枚+不良画像数十枚から立ち上げられる事例が増えています。さらに合成データ生成(後述の「PoC〜本番化で詰まる5論点と学習データ戦略」セクション参照)と教師なし学習を組み合わせれば、不良画像がほとんど集まらない現場でも検出モデルを構築可能です。
導入で詰まりやすいのは、学習データの偏りと過検出のバランスです。良品データに撮影環境のばらつき(照明・角度・治具のずれ)が混じっていると、モデルが「環境差」を「欠陥」と誤判定してしまいます。実務では、撮像環境の標準化と判定しきい値の段階チューニングを並行で進める必要があります。
ベンダー製品では、Cognex VisionPro Deep Learning(近年のバージョンで学習・運用機能が強化)、キーエンスのAI外観検査、ブレインパッドのImpulse、SINTのAISIA-AD、LandingAIのLandingLensなどが代表例です。各製品の比較軸は外観検査AIの主要ツール・プラットフォームで整理します。
VLM(Vision Language Model)|多品種少量と基準変更に強い新世代

VLMは、画像と自然言語の指示を同時に解釈できる大規模モデルです。「この部品の右側にあるはんだ部分にボイドがあるか判定して」のように、検査仕様を自然言語で記述し、画像とセットで投入すると判定結果と理由を返してくれます。
CNNが「学習させた欠陥クラスしか判定できない」固定モデルだったのに対し、VLMは検査基準を自然言語で記述できるため、新しい品種や検査軸を追加する際の初期判定・学習データのアノテーション補助・検査基準書との照合に活用できます。ただし量産ラインのリアルタイム判定はCNNが担い、VLMは学習補助や基準照合の前段として使う併用前提が現実的です。多品種少量生産・試作品検査・基準が頻繁に変わる現場で効きます。
国内ではNsightのVLM型外観検査システムやLandingAIのVLM活用機能など、限られたベンダーが先行している段階です。日立ソリューションズ・テクノロジーは2025年11月のVLM実証実験に続き、2026年6月にVLM入力最適化のイベント検知ソフトウェアを製品化するなど、SI系の動きも活発化しています(同製品は屋外インフラ監視寄りの用途で、隣接する設備監視・保全領域でもVLM活用が進んでいます)。
実務上の制約は、推論コストの高さと応答時間です。CNN専用モデルが1枚あたり数十ミリ秒で判定できるのに対し、VLMは数百ミリ秒〜数秒かかります。高速ラインでのリアルタイム判定では難しく、サンプリング検査・抜取検査・難易度の高い品種だけVLM、量産はCNN、というハイブリッド構成で組み立てるのが現実的です。
VLMは「外観検査AIに新しい入口を開いた」段階で、CNN・ルールベースを置き換える存在ではありません。検査仕様の言語化が進むほど効くため、品種が多く検査基準書をきちんと整備している現場ほど投資対効果が出ます。
製造業の業界別外観検査AIユースケース

外観検査AIの導入が進んでいるのは、検査品質が直接コストに跳ね返る業界です。業界ごとに「何を見るか」「どのくらいの速度で判定するか」「どこまで自動化するか」が大きく違うため、自社の業種に近いユースケースを起点に検討するのが早道です。
以下の5領域で、外観検査AIがどのように使われているかを順に整理します。検査対象の特性に応じて、ルールベース/ディープラーニング/VLMの使い分けも変わります。
自動車・部品|ギヤ・鋳鍛造品・ハーネス検査の量産対応

自動車業界は外観検査AIの最大の導入先で、ギヤの歯面・鋳鍛造品の表面・ワイヤーハーネスの結線・トランスミッションケースの仕上げなど、量産部品の全数検査に組み込まれています。判定速度(タクトタイム)と見逃しゼロ要求の両立が最大の課題です。
電動化(EV化)の進行で部品点数や品種が増えており、検査員の追加採用が難しい中、AIによる検査自動化が「検査員を新規採用できないから入れる」フェーズに入っています。ハイブリッド構成(ルールベース+ディープラーニング)でタクトタイムを維持しつつ精度を上げる動きが標準です。
サプライヤー側でも、ティア1・ティア2部品メーカーがOEMの品質要求に応える形でAI外観検査の導入を進めており、装置メーカーがエンジニアリング込みで提供するパッケージが増えています。導入後はMES・PLM(製品ライフサイクル管理)と接続し、不良画像と原因を品質トレーサビリティに紐づける運用が主流です。
食品|原料選別・包装検査・異物混入チェック

食品業界では、カット野菜・果実・穀類・冷凍食材といった原料の良品選別と、包装後の異物混入チェックが主な対象です。検査対象が天然物で「個体差が前提」になるため、ルールベースが難しく、ディープラーニングと向き合うのが標準です。
代表的なのはキユーピーが開発・展開した良品学習型の原料検査装置で、ブレインパッドおよびGoogle Cloudの協力のもと、良品画像を学習させることで「良品以外」をすべて不良として検出する設計を採っています(Google Cloud公式の協業事例ブログ)。形状ばらつきが大きいニンジン・ポテトといった食材でも、安定した選別精度を実現しています。
包装検査では、シール不良・印字ずれ・賞味期限ラベル読取・異物検査が組み合わさり、ルールベース(印字読取)とディープラーニング(異物・シール不良)のハイブリッドが定石です。HACCPの対応文書化と紐づけ、検査ログを品質管理システムに自動記録する流れも広がっています。
電子部品・半導体|PCB・ウェーハ・実装基板の微細欠陥検出

電子部品業界の外観検査は、PCB(プリント基板)のはんだ不良・ICチップの欠け・実装ずれ・ウェーハ表面の微細欠陥といった、極めて小さい対象を見ます。AOI(自動光学検査)装置に外観検査AIを組み込み、過検出(疑似不良)を減らす使い方が主流です。
特に半導体ウェーハ検査では、欠陥クラスが多種多様で、人手による分類に限界があります。ディープラーニングによる自動分類が、過検出による検査員のレビュー負荷を大幅に減らしています。半導体工場固有のFDC(Fault Detection and Classification)やAPC(Advanced Process Control)と接続する事例の整理は半導体工場のAI活用で扱っています。
実装基板検査では、Cognex VisionPro Deep Learningのほか、3D-AOIのKoh Young・サキコーポレーションが業界標準として広く採用されています。AI機能を組み込んだ製品は、過検出率の低減と検査員レビュー時間の短縮を主な訴求軸にしています。
鉄鋼・金属|表面キズ・スケール・寸法ばらつきの全数検査

鉄鋼・金属業界では、コイル材表面のキズ・スケール(酸化皮膜)・凹凸・寸法ばらつきといった連続体表面の検査が中心です。高速で流れる材料を高解像度ラインスキャンカメラで撮影し、ディープラーニングで欠陥クラスを分類する構成が定石です。
鉄鋼業界では大手各社が、過去にルールベース+画像処理で運用していた表面検査ラインの高度化を進めています。JFEスチールは機械学習を用いた過検出ロジックの改善に取り組み、日本製鉄は深層学習を含む画像処理の高度化で検査員のレビュー負荷を軽減する取り組みを進めています。連続体の表面検査では、欠陥1点を見落とすとコイル全体の品質判定が変わるため、見逃し率と過検出率のバランス設計が極めて重要です。
金属加工業界の中小現場では、AI外観検査の導入ハードルがまだ高く、装置単体の高額化が課題でした。最近は、エッジAI型(カメラ近傍で推論を完結させる方式)の価格低下と、月額サブスクリプション型ソフトウェアの登場で、中小現場でも検討に乗りやすい状況に変わっています。
化学・樹脂・成形品|表面欠陥と内部異常の組み合わせ検査

化学・樹脂・成形品業界では、製品表面のフロー痕・気泡・ヒケといった外観欠陥に加え、X線や赤外線による内部異常検査を組み合わせる事例が増えています。外観検査AIは「見える欠陥」を担当し、X線AIや赤外線AIが「見えない欠陥」を担う棲み分けです。
樹脂成形品の表面検査は、光の当たり方で見え方が大きく変わるため、撮像環境の作り込み(照明設計・カメラ角度・治具設計)がモデル精度を左右します。ベンダー選定では「撮像系のエンジニアリング能力」が判断軸になるため、SI系ベンダーの提案力が重要です。
これら5領域は外観検査AIの代表的な適用先ですが、共通するのは「検査基準を言語化・データ化し、AIに引き渡せる現場ほど成果が出る」という構造です。次のセクションでは、自社に合う選び方の判断軸を整理します。
自社に合う選択肢の見つけ方|検査方式×ベンダーカテゴリの判断軸

外観検査AIのベンダーは大小合わせて30社を超え、技術方式・提供形態・価格帯がばらばらに並んでいます。比較表だけ眺めても自社向けが絞れないため、4軸の判断フレームで候補を絞ってから具体名比較に入るのが現実的です。
まず4軸を提示し、その後にベンダーカテゴリ別の特徴を整理します。価格そのものの比較はAI外観検査の費用は?実装方式別の相場・PoC・ROIを解説で詳述しているため、本セクションではどの軸でどのカテゴリのベンダーを呼ぶかの整理に絞ります。
検査対象と欠陥クラスの数

第一に確認すべきは、検査対象と欠陥クラスの数です。「欠陥が10種類以下で、欠陥定義が幾何学的に書ける」ならルールベースで足りますし、「欠陥が数十種類あり、新しいパターンも次々出る」ならディープラーニングが必須になります。多品種少量・試作の頻発・基準書の更新が多い現場ではVLMが選択肢に入ります。
欠陥クラスを数えるときは、「過去1年間に検査員が判定した欠陥種別」を品質管理データから棚卸しするのが正攻法です。曖昧な「キズ」を「微細キズ」「打痕」「すり傷」と分けると、実は20クラスを超えている、というケースが多々あります。クラス数が増えるほどディープラーニングの学習データ要件が厳しくなるため、PoC段階でクラス定義を精緻化しておく必要があります。
要求精度と過検出許容範囲
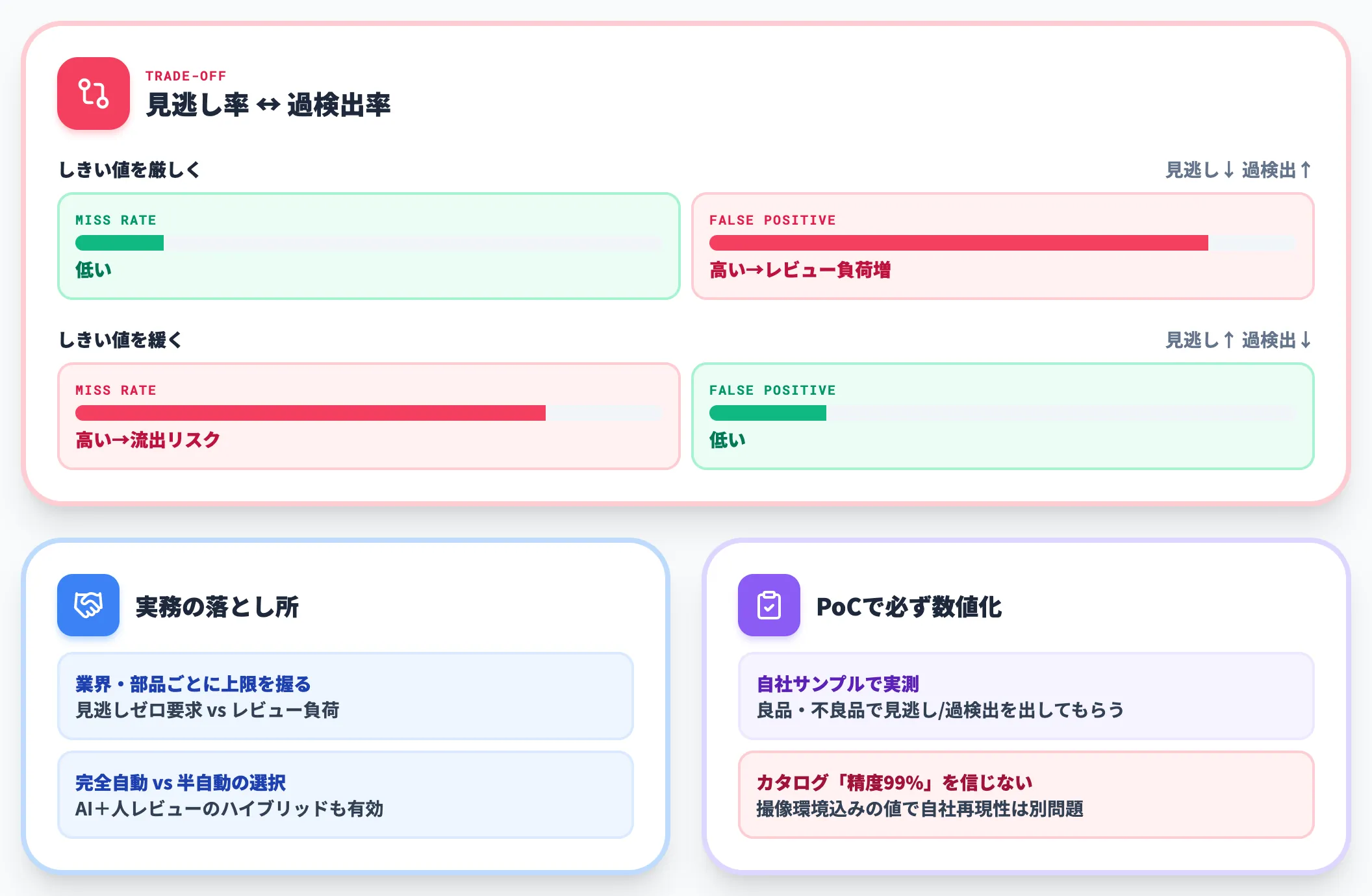
第二に、要求される精度水準と過検出(疑似不良)の許容範囲を決めます。自動車部品の安全部品では「見逃し率0%」が要求される一方、過検出率が高すぎると検査員のレビュー負荷が増え、結局自動化のメリットが消えます。
実務上の落とし所は、見逃し率と過検出率を「業界・部品ごとの上限」で握り、判定しきい値を段階的に調整することです。完全自動化を目指すのか、AIが疑わしいものをピックアップして人がレビューする半自動運用にするのかでも、必要な精度水準が変わります。
ベンダー選定時は、デモやPoCで自社の良品・不良品サンプルを実際に判定してもらい、見逃し率と過検出率を数値で出してもらうのが必須です。カタログスペックの「精度99%」は撮像環境込みの値であることが多く、自社現場での再現性は別問題と理解しておく必要があります。
タクトタイムと処理速度
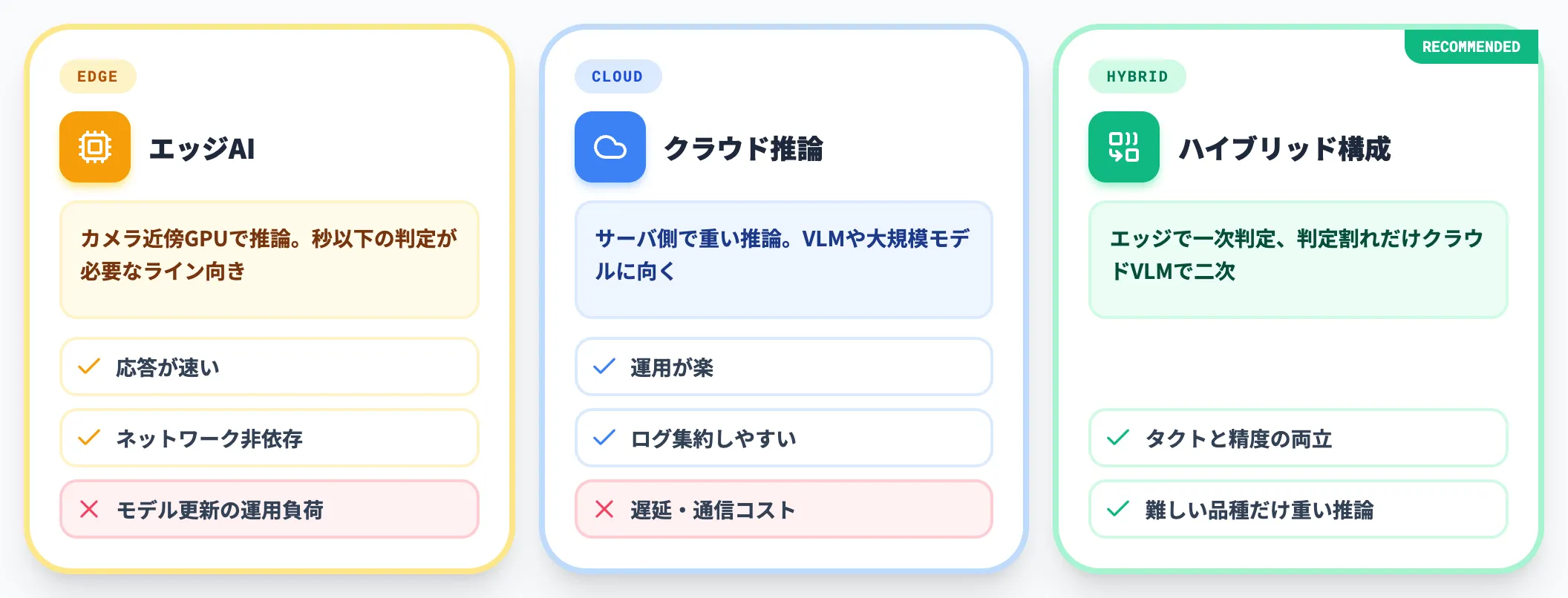
第三に、ラインのタクトタイム(1個あたりの処理時間)に判定速度が間に合うかを確認します。高速ラインで1秒以下の判定が必要なら、CNN専用モデルをエッジGPUで動かす構成が定石です。VLMはクラウド推論の場合数秒かかることもあるため、リアルタイム判定には向きません。
タクトタイム要件は、エッジ・オンプレ・クラウドのどこで推論を回すかの判断にも直結します。エッジAIは応答が速くネットワーク依存が少ない反面、モデル更新やログ収集の運用負荷が増えます。クラウドは運用が楽な反面、ネットワーク遅延と通信コストが課題です。
近年は、エッジで一次判定し、判定が割れるケースだけクラウド側のVLMで二次判定するハイブリッド構成が増えています。タクトタイムと精度の両立を狙うとき、現実的な落とし所になっています。
実装方式とインテグレーション要件
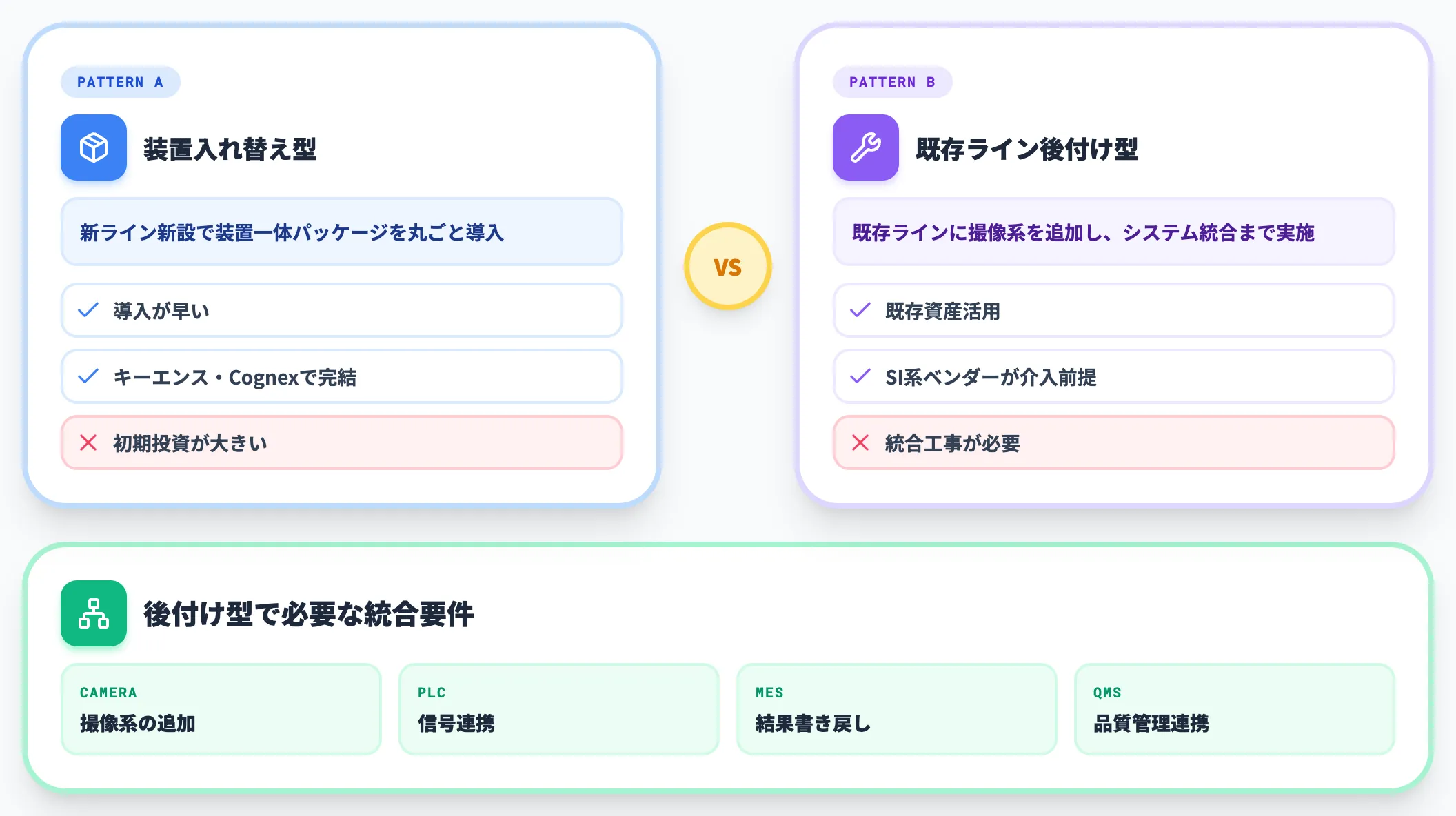
第四に、装置単体の入れ替えで済むのか、既存ラインとの統合が必要かを切り分けます。新ラインの新設なら装置一体型のパッケージで済みますが、既存ラインへの後付け導入では、撮像系の追加・PLC(プログラマブルロジックコントローラ)との信号連携・MES/品質管理システムへの結果書き戻しまで含めた工事が必要になります。
既存ラインへの後付けは、ハードウェア追加とソフトウェア統合の両方が必要で、SI系ベンダーの介入が前提になります。装置メーカー単体では対応しきれない領域です。逆に、装置入れ替え型なら大手画像処理メーカー(キーエンス・Cognex)のパッケージで完結することも多いです。
ベンダーカテゴリ別の特徴と呼び分け

4軸で絞り込めたら、ベンダーカテゴリを選びます。以下の3カテゴリのうち、どこから声をかけるかで提案の質と費用感が大きく変わります。
-
大手画像処理メーカー
キーエンス・Cognex・オムロンなど、ハードウェア(カメラ・コントローラ)からソフトウェアまで自社で提供。装置一体型パッケージが強み。技術サポートの厚さと国内営業網が魅力で、装置入れ替え案件で有力。
-
DL専門プラットフォームベンダー
LandingAI・SINT(AISIA-AD)・ブレインパッドなど、ディープラーニング・VLMモデルの学習・推論プラットフォームを提供。ハードウェアは既存資産を活かす設計で、ソフトウェア中心の提案。多品種・複雑欠陥に強い。
-
SI系ベンダー
Musashi AI・Rist・Phoxterなど、撮像系のエンジニアリング・モデル開発・既存システム統合までを一気通貫で受託。既存ラインへの後付け・MES/PLM連携が必要な案件で有力。
各カテゴリで「第一候補」を断定はできませんが、自社の検査対象と既存ライン状況に応じて、声をかけるカテゴリの順番が変わります。装置入れ替え型なら大手画像処理メーカーから、後付け型ならSI系から声をかけるのが定石です。
国内製造業の外観検査AI事例|効果が出る現場の共通条件

外観検査AIの導入事例は数多く公開されていますが、実際に効果を出している現場には共通点があります。検査基準が明確で、導入初期に判定モデルの検証・フィードバック設計が組まれていて、不良画像と判定基準を継続更新するループが回っている現場ほど、AIによる自動化の効果が長期的に出続けます。
ここでは、公式情報が公開されている代表的な国内事例を取り上げ、企業名・採用時期・公式URL・定量効果の4要素で整理します。
トヨタ自動車×Musashi AI|トランスミッションギヤ歯面検査の全数自動化
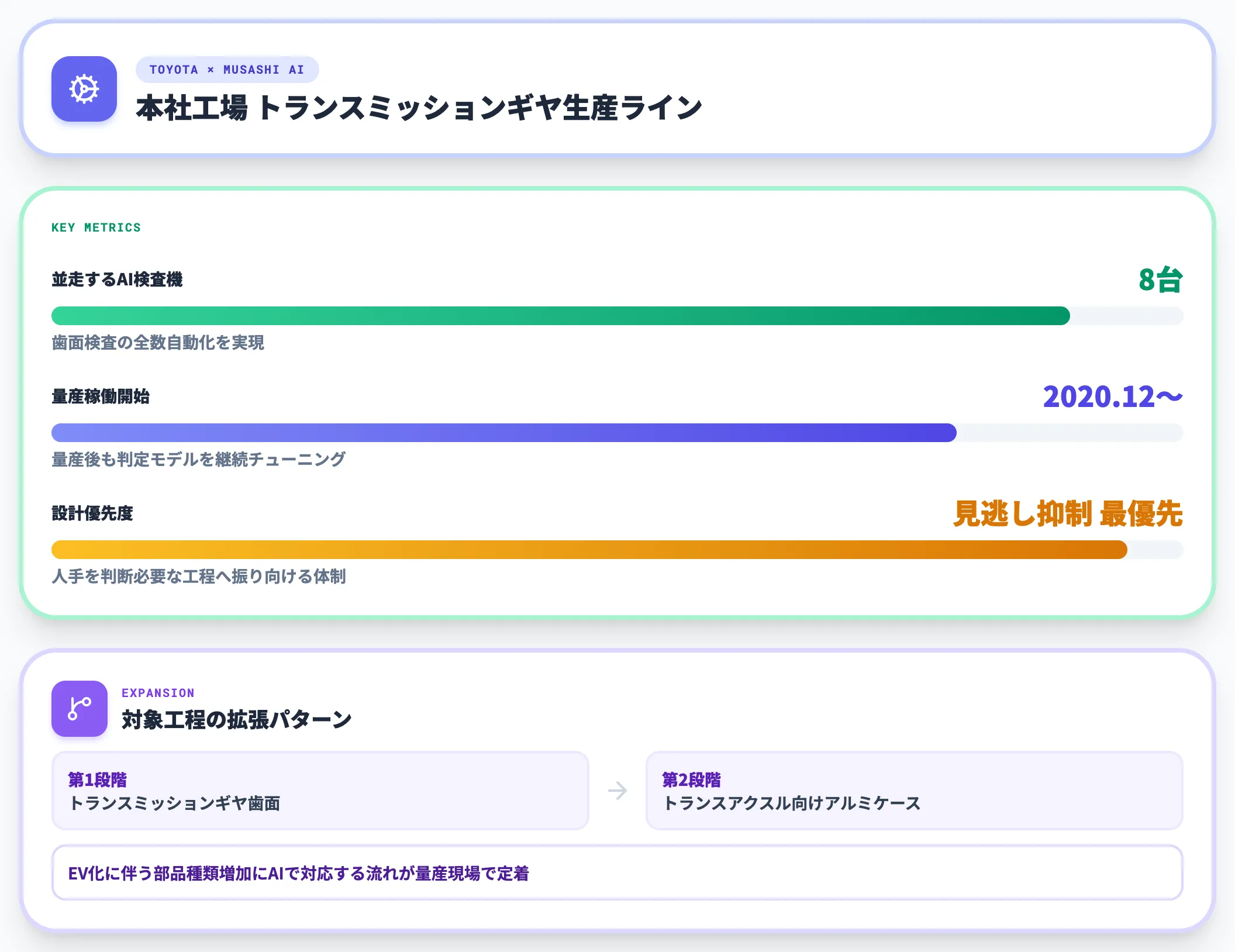
Musashi AIのAI外観検査装置がトヨタ自動車本社工場のトランスミッションギヤ生産ラインに導入され、2020年12月から量産稼働を開始しました。歯面検査を対象に、合計8台のAI外観検査機が並走する形で運用されています。
導入は見逃し抑制を最優先とした設計で、検査員の負荷を歯面検査の領域から外し、より判断が必要な工程に人を振り向けられる体制を構築しました。量産導入後も継続的に判定モデルのチューニングが行われています。
Musashi AIはその後、トランスアクスル向けアルミケースの生産ラインにもAI外観検査装置を拡張展開しており、自動車電動化に伴う部品種類の増加にAIで対応する流れが、量産現場で定着しています。実務的に重要なのは、単発の試験導入ではなく「対象工程を増やしていく拡張パターン」が見えている点です。
トヨタ自動車×WiseImaging(シーイーシー)|焼結部品の磁気探傷検査

シーイーシーの磁気探傷検査自動化システム「WiseImaging」がトヨタ自動車の素形材技術部に導入され、ATキャリアの焼結部品を対象に2019年2月から運用を開始、2020年12月には量産ラインで本格稼働しています。磁気探傷で検出した欠陥候補画像をAIで自動判定する構成です。
定量効果として、過検出率5%という水準が公表されており、AI化により目視検査を廃止する全自動化を実現しました。磁気探傷は熟練検査員の経験に依存していた領域で、判定基準の属人化が長年の課題でしたが、検査員工数の削減と品質基準の標準化を同時に達成しています。
ここで重要なのは、目視検査を完全に廃止できるレベルまで判定精度を引き上げている点です。検査員の経験を学習データに変換し、判定基準そのものをデータで管理する設計が、属人化解消と工数削減の両方を支えています。
キユーピー×ブレインパッド|食品原料の良品選別

キユーピーが開発・展開した良品学習型のAI原料検査装置が、2019年1月からデリア食品(キユーピーグループ)の惣菜工場でいちょう切りニンジンの検査工程に導入されました(ブレインパッド・Google Cloudが協力。Google Cloud公式の協業事例ブログ)。その後、冷凍ポテト・冷凍ニンジンなどベビーフード向け原料の検査にも展開しています。
技術的特徴は、ディープラーニングに良品画像のみを学習させ、「良品以外」をすべて不良として検出する設計(半教師あり学習に近い構成)を採用した点です。天然物で形状ばらつきが大きいニンジン・ポテトでも、安定した選別精度を実現しています。
2020年にはキユーピーが農研機構の「イノベーション創出強化研究推進事業」に採択され、2020年度〜2022年度の研究期間で、電磁波センシングを使った原料内部の異物検出装置の開発に取り組んでいます。外観検査AIを起点に、検査領域を拡張していく流れが見えます。
3D-AOIメーカー|サキコーポレーション・Koh Youngの電子実装検査

電子実装基板の検査では、サキコーポレーション・Koh Young(韓国)といった3D-AOIメーカーが業界標準として広く採用されています。AI機能を組み込んだ製品では、過検出(疑似不良)の削減と検査員レビュー時間の短縮が主な訴求軸です。
Koh YoungはAIを活用した3D半田検査機(aSPIre 3)で印刷工程の過検出を抑える設計を採用しています。実装ラインの全数検査でAI化の効果が出ている代表領域です。
効果が出る現場の共通条件
これらの事例に共通するのは、次の3点です。第一に検査基準がきちんと書面化されていること、第二に導入初期の検証・フィードバック設計(判定が割れたケースのレビューと、判定基準・不良データの継続更新の仕組み)が組まれていること、第三に経営層・品証部・生産技術部が「不良データを資産として蓄積する」方針で合意していることです。WiseImagingのように本番では目視検査を廃止する全自動運用に進む事例でも、立ち上げ期にこのループを回しているかどうかが定着の分かれ目になります。
逆に、検査員の暗黙知に依存していて基準書が薄い現場、導入後の判定基準と不良データの継続更新を放置する現場、不良データ収集にコストをかけない現場では、AI外観検査の効果が長期的に続きません。実装の前に「データを集めて回す体制」をどう設計するかが、事例の差を生んでいます。
主要な外観検査AIツール・プラットフォームと費用感の概要

外観検査AIの主要ツールは、前述の3カテゴリ(大手画像処理メーカー/DL専門プラットフォーム/SI系)にきれいに分かれます。価格詳細・実装方式別の費用構造・PoC費用設計・ROI試算はAI外観検査の費用は?実装方式別の相場・PoC・ROIを解説で詳述しているので、本セクションではツール一覧と費用レンジの大まかな目安に絞ります。
以下の表で、代表的なツール5本の特徴と費用レンジを整理しました。
| 製品 | 提供形態 | 強み | 費用レンジの目安 |
|---|---|---|---|
| キーエンス AI外観検査 | カメラ・コントローラ・ソフト一体型 | 国内営業網と装置一体パッケージ。サポート厚い | 装置一体で数百万円〜数千万円(構成依存) |
| Cognex VisionPro Deep Learning | ソフトウェア(自社カメラ推奨) | 海外大手・グローバル実装実績。近年のバージョンで学習・運用機能が強化 | ソフトライセンス+カメラ別。中〜上位帯 |
| LandingAI LandingLens | クラウド/オンプレ両対応プラットフォーム | データセントリックAI/VLM活用機能。少量データに強い | サブスクリプション型(プラン依存) |
| SINT AISIA-AD | ソフトウェア(学習・推論プラットフォーム) | 国内SI系の支援込み。ノーコード操作 | 個別見積り(案件依存) |
| Musashi AI/Rist/Phoxter(SI系) | エンジニアリング込み受託 | 既存ラインへの後付け・MES連携可 | プロジェクト型・案件規模依存 |
表から読み取れるのは、装置一体で買うのか/ソフト+既存ハードで組むのか/受託で全部任せるのか、の3パターンで費用構造が大きく違うという点です。装置一体型は初期投資が大きい代わりに導入が早く、ソフト中心型はランニング費用が抑えられる代わりに自社のエンジニアリング体制が要ります。
費用の詳細(クラウド/オンプレ別の実装方式・PoC費用の組み立て方・ROI試算の考え方)は別記事に集約しているため、ここでは「ベンダーカテゴリと費用レンジの目安が掴めるレベル」までで止めます。
ツール選定の進め方

ツール選定の現実的な進め方は、4軸(検査対象/要求精度/タクトタイム/実装方式)で候補を3社程度に絞り、自社の良品・不良品サンプルでPoCを実施し、見逃し率と過検出率を数値で比較することです。カタログスペックや事例集だけでは、自社現場での再現性を測れません。
PoC段階で重視すべきは、ベンダーの提案力と現場対応力です。撮像系の作り込み(照明・カメラ角度・治具)でモデル精度が大きく変わるため、撮像系を含めて提案できるベンダーが有力候補になります。SI系ベンダーが選ばれる主な理由はここにあります。
価格交渉では、初期費用だけでなく、モデル再学習・追加品種対応・運用保守の料金体系まで確認するのが定石です。導入後のランニングコストが、当初想定の2〜3倍になる事例がしばしばあります。
PoC〜本番化で詰まる5論点と学習データ戦略
外観検査AIのPoCは「精度が出るか」だけが論点になりがちですが、本番化に進む段階で詰まる論点は、もっと運用設計に近い領域に集まっています。AI総研の支援現場でも、PoC自体は成功しても本番化に時間がかかるケースが多く、ここで先回りできるかが導入スピードを左右します。
PoC〜本番化で必ず確認すべき5論点
以下の5論点は、外観検査AIの本番化前にPoCで必ず確認しておくべき項目です。1つでも見落とすと、本番化後に「思っていたように動かない」状態になります。
-
過検出と判定しきい値の設計
モデルが疑わしいと判定したサンプルを、どこまで「不良」とみなすか。しきい値を厳しくすると見逃しが減るが過検出が増え、検査員レビュー負荷が膨らむ。本番運用の検査員工数と紐づけて、しきい値を段階チューニングする設計が必要。
-
撮像環境の変動への耐性
照明の経年劣化・季節による外光の差・治具のずれ・カメラの汚れなど、本番ラインで起きる撮像環境の変動にモデルが耐えられるか。PoC時点では好条件下でテストしがちで、本番で精度が下がるケースが多い。
-
良品データの偏りと未知欠陥への対応
学習に使った良品画像が一時期・一品種に偏っていると、新規ロット・新規品種で過検出が増える。教師なし学習や定期的なモデル再学習で対応する設計が必要。未知欠陥が出たときの検出可否も事前にシミュレーションしておく。
-
既存ライン速度・既存装置との適合性
ラインのタクトタイムにAI推論が間に合うか、既存PLCとの信号連携・既存MES/品質管理システムへの結果書き戻しが成立するか。装置単体の精度ではなく、ライン全体での通し検証が必須。
-
適用判断(向き不向き)の見極め
すべての検査工程をAI化するのが正解ではない。ルールベースで十分な工程は無理にAI化せず、検査員の経験が活きる難しい判定はAI+人のハイブリッドで残す。適用範囲を絞ることでROIが上がる。
これら5論点をPoCで確認することで、本番化時の手戻りが大幅に減ります。逆に、精度数値だけ追ってPoCを終わらせると、本番化後にすべて再検証することになります。
隠れコスト4項目を予算に積む

PoC費用と本番化コストの間で見落とされやすい隠れコストが4項目あります。装置・ソフトウェアの本体価格だけで予算を組むと、本番化フェーズで予算超過が発生します。
-
(a) 初期セットアップ・既存システム接続の構築工数
PLC/MES/PLM/品質管理システムとの連携、SSO設定、権限設計。装置単体導入でも、結果データの書き戻し先が必要なら必須。
-
(b) 既存画像・データの取り込み・前処理
過去の検査画像のラベリング、撮像環境の標準化、命名規則統一。学習データ整備にPoC期間と同等の工数がかかる。
-
(c) 現場メンバーへの教育・利用ガイド整備
検査員・生産技術担当・品証担当それぞれへの操作研修、AI判定結果のレビュー方法、判定が割れた時のフローのドキュメント化。
-
(d) 運用担当者の継続的なフィードバック工数
検出精度のチューニング、新規欠陥クラスの追加学習、月次・四半期での精度評価レビュー。一度導入したら終わりではなく、運用フェーズで継続発生する。
これら4項目を最初から予算に積んでおくと、経営層への稟議でも「実装後に追加予算が要る」事態を避けられます。費用構造の詳細はAI外観検査の費用は?実装方式別の相場・PoC・ROIを解説に集約しているため、ここでは隠れコストの存在を明示するに留めます。
少量データ対策|合成データ・教師なし・転移学習の活用

外観検査AIの最大のハードルだった「不良画像の不足」は、2026年時点で合成データ生成・教師なし学習・転移学習の組み合わせで大きく解消されつつあります。
合成データ生成は、良品画像に欠陥を人工的に付加した画像を数千〜数万枚生成し、学習データに組み込む手法です。合成データ生成やドメイン適応の活用により、少量の実不良画像でも学習を立ち上げられる事例が増えています。LandingAIのLandingLensや国内Ristなどがこの技術の提供を進めています。
教師なし学習は、良品画像のみを学習させ、良品から外れたものを「異常」として検出する手法です。半教師ありVAE・オートエンコーダなどがベースで、不良画像をほとんど持たない現場の立ち上げ手段として有効です。前述のキユーピー事例がこの設計を採用しています。
転移学習は、大規模画像で事前学習したモデルを、自社の検査対象に合わせてファインチューニングする手法で、ディープラーニングの標準的な使い方です。事前学習済みモデルが豊富になったことで、必要な学習データ量が大幅に下がりました。
少量データ戦略は、ベンダー選定の重要な判断軸になります。「不良画像が100枚しかないがPoCを始めたい」現場では、合成データ生成と教師なし学習に強いベンダーが選択肢に入ります。
向き不向きの見極め

外観検査AIは万能ではなく、向く現場と向かない現場があります。向く現場は「検査基準が言語化・データ化できる」「不良画像が一定量集まる、または良品画像が大量に揃う」「検査工程の人件費・流出コストが大きい」現場です。向かない現場は「検査基準が完全に検査員の経験依存」「不良画像が極端に少なく、欠陥定義も曖昧」「検査工程の規模が小さく投資回収が見込めない」現場です。
向かない現場にもAI外観検査を入れようとすると、PoCで精度が出ず、現場の信頼を失い、次回以降のAI投資が止まる事態を招きます。実務的には、向く工程から段階的に導入し、運用ノウハウを蓄積しながら隣接工程に展開するのが現実的なロードマップです。
外観検査AIを品質管理業務の自動化までつなぐなら
外観検査AIを装置単体の導入で終わらせると、検査工程の自動化は進んでも、品質管理業務全体のリードタイム短縮には届きません。検査結果をMES(製造実行システム)・品質管理システム・トレーサビリティ基盤と接続し、不良品の隔離・原因分析・出荷判定までを業務フロー全体で設計することで、検査AIの投資対効果が最大化されます。
AI Agent Hub(製造業向け)では、設備保全Agent・設計変更Agent・工場統括Agentなど部門別Agentと、外観検査AIの結果データを起点にした業務フロー設計を支援しています。検査結果の品質トレーサビリティ統合、不良品発生時の生産計画への自動反映、品質改善PDCAの自動化など、検査AI単体では到達できない領域までを業務フローとして組み立てる際の基盤になります。
検査AIの導入を「装置の入れ替え」ではなく「品質管理業務の再設計」として捉えると、関連する記事として歩留まり改善をAIで進める、製造業のAI活用事例20選などが参考になります。
外観検査AIを品質管理業務に定着させるために

検査結果から不良品管理・トレーサビリティまで設計
外観検査AIを単体装置で終わらせず、MES・品質管理システムと接続して検査業務全体を自動化。AI Agent Hubで実装までの基盤構築を支援します。
まとめ
本記事では、外観検査AIの基本能力・3つの検査方式・業界別ユースケース・自社に合う選び方・国内事例・主要ツール・PoCで詰まる論点までを、2026年6月時点の最新情報で解説しました。要点を改めて整理します。
-
外観検査AIは検査員の目視に依存していた品質判定を、ディープラーニング・VLM・ルールベースのハイブリッド構成で自動化する仕組み。検査員の高齢化・離職と品種増加が重なる現場で、人手では追いつかない領域と人手では判断がぶれる領域の両方をカバーする
-
3つの検査方式(ルールベース/ディープラーニング/VLM)は競合ではなく使い分けの関係。寸法・印字はルールベース、表面欠陥はディープラーニング、多品種少量・基準変更頻発はVLM、というハイブリッド構成が2026年の標準像
-
国内ではトヨタ×Musashi AI、トヨタ×WiseImaging、キユーピー×ブレインパッドなど量産導入事例が積み上がっており、効果が出る現場は「検査基準が言語化されている/導入初期の検証・フィードバック設計がある/不良データを資産として蓄積し判定基準を継続更新する」3条件を満たしている
-
ツール選びは「検査対象×要求精度×タクトタイム×実装方式」の4軸で候補を絞り、ベンダーカテゴリ(大手画像処理メーカー/DL専門プラットフォーム/SI系)から自社の状況に合うところに声をかける。価格詳細とROI試算は別記事に集約
-
PoC〜本番化では「過検出と判定しきい値/撮像環境変動/良品データ偏り/既存ライン適合/適用判断」の5論点を必ず確認する。隠れコスト4項目(システム接続/データ前処理/教育/運用フィードバック)を予算に積み、合成データ・教師なし学習・転移学習で少量データ問題を解消する
外観検査AIは、装置単体の導入で完結する技術ではなく、検査結果をMES・品質管理システム・トレーサビリティ基盤と接続して品質管理業務全体を再設計するための起点です。まずは検査基準の整理と不良データ収集の体制づくりから着手し、向く工程から段階的にAI化していく姿勢が、長期的な投資対効果を引き上げます。