この記事のポイント
 歩留まり改善AIの実務フローは「データ統合→工程ロス特定→AI原因分析→対策実行→効果検証」の5ステップ。順序を飛ばすと投資が回らない
歩留まり改善AIの実務フローは「データ統合→工程ロス特定→AI原因分析→対策実行→効果検証」の5ステップ。順序を飛ばすと投資が回らない- AI分析の精度を決めるのは指標体系より「4データソース統合×秒単位の時刻同期」。前処理工数を当初想定の2〜3倍見込む現場が多い
- 4M×Paretoの上位だけ追う改善は限界。3条件複合の不良を浮かび上がらせるAI原因分析(RCA)が、2026年は実装可能な現実解になった
- AIが効くのはデータ整備済み×プロセス産業寄り×継続工程の3条件。組立・手作業比率の高い現場は外観検査AI+作業手順AIから入るのが現実的
- 中規模製造業(売上100億・原価率70%・材料費比率60%)の歩留まり1%改善は年間約4,200万円。PoC費用は数百万〜1,500万円規模が目安

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
歩留まりは、製造業の現場で長年「測ってるのに改善しない」指標の代表格でした。
2026年に入り、AI原因分析(RCA)の現実化と、横河電機×ENEOSマテリアルの強化学習AI正式採用に代表される国内事例の蓄積により、ようやく「現場が動かせる指標」に変わりつつあります。
本記事では、AIで歩留まり改善を進める実務フローの全体像、AI分析に必要な指標と工程データ、AI原因分析の中身、効く現場と効かない現場の見極め、主要サービス類型、国内製造業の実装事例、PoCから本番運用に進める関門とROI試算までを、品証・改善担当・製造IT担当が明日から動かせる粒度で解説します。
目次
経営層が動く財務シグナルは「歩留まり1%改善=年間4,200万円規模」
AI RCAで現場の仕事は「相関を探す→相関を読む」に変わる
工程データ統合×AI RCA系(Spotfire・Hitachi Lumada・Siemens Intelligence Center X)
半導体・電子部品特化のAI yield系(dotData・Intel IT内製アプローチ)
横河電機×ENEOSマテリアル——強化学習AIでCO2 40%削減・1年自律運転
SUMCO——300mmウェーハ工場でのYDC SONARによる品質情報統合・解析基盤
ものづくり白書2026が示す「取得・活用・効果創出」の3段階ギャップ
データ品質——センサー欠損とタイムスタンプずれがAIの学習を壊す
既存QC体制との接続——4M変更管理がAIの再学習トリガーになる
AIで歩留まり改善を進める実務フロー全体像
歩留まり改善でAIを活用する第一歩は、ツールの選定ではなく「実務フロー全体のどこにAIが入るか」を先に俯瞰することです。
歩留まりは長年、製造現場で「毎月レポートに出ているのに、改善のアクションに繋がらない」指標の代表格でした。計算式は10年前と変わっていない一方、2025年後半から2026年にかけてSpotfireの半導体RCA解説やIntel ITが先行公開した歩留まり分析AIの社内実装事例に代表されるAI原因分析の実装が一段進み、「現場が動かせる指標」へ変わり始めました。
つまり、歩留まり改善AIは「単発のツール導入」ではなく、5ステップの業務サイクルとして回す段階に来ています。サイクルの順序を飛ばすと、PoCで局所的に成果が見えても本番運用で頓挫します。

歩留まり改善AIの実務フロー5ステップ
歩留まり改善AIを業務に定着させるための5ステップを、以下の表で整理しました。
| ステップ | やること | AIの役割 | 主な担当 |
|---|---|---|---|
| ① データ統合 | 検査・設備・環境・作業の4データソースをロット単位で結合、時刻同期 | データ前処理パイプライン | 製造IT・データ基盤担当 |
| ② 工程ロス特定 | どの工程・どの条件で歩留まりが落ちているかを発見 | 数十〜数百パラメータの相関探索 | 品証・生産技術 |
| ③ AI原因分析(RCA) | 工程ロスの根本原因と複合条件を浮かび上がらせる | 過去パターンとの突合・仮説出し | 品証リーダー |
| ④ 対策実行 | 物理的因果を判断し、設備・工程条件・作業手順を変更 | 過去対策と効果の対応関係を提示 | 生産技術・保全 |
| ⑤ 効果検証と再学習 | 対策前後の歩留まり差分を統計的に評価、4M変更時にAI再学習 | 統計的評価・再学習トリガー | 品証マネージャー |
このフローで重要なのは、②③でAIが主役、④は現場エンジニアの仕事として残るという分担です。AIが「歩留まりを自動的に上げる魔法」ではなく「相関を広く探す数日仕事を、相関を読む数分仕事に変える打ち手」であることが、5ステップを並べると明確になります。
実務的には、①のデータ統合フェーズで詰まる現場が圧倒的に多く、②③のAI主役領域に到達するまでに3〜6か月かかるのが標準的な感覚です。「AIを入れる」のではなく「AIが効く前提を整える」フェーズが投資判断の最初の関門になります。
そして⑤の再学習トリガーを設計に折り込んでおかないと、4M変更(材料ロット変更・新人投入・設備更新・治具交換)のたびに過去データと現状データがずれていき、半年で精度が半減する——支援現場で何度も見てきたパターンです。
経営層が動く財務シグナルは「歩留まり1%改善=年間4,200万円規模」
歩留まり改善AIへの投資判断は、最終的に経営層が動かなければ進みません。
中規模製造業(年間売上100億円・売上原価率70%・材料費比率60%)を想定すると、歩留まり1%改善は以下の財務効果を生みます。
- 年間製造原価: 70億円
- 材料費: 70億円 × 60% = 42億円
- 歩留まり1%改善の材料費削減効果: 42億円 × 1% = 約4,200万円/年

これは材料費だけの単純計算で、設備稼働率の向上・人件費・廃棄物処理費を含めればさらに大きくなります。マッキンゼーが公開した事例では、半導体メーカー1社が歩留まり問題で約100億円の損失を被ったケースもあり、業種によっては桁が変わります。
国内全体で見ると、2026年版ものづくり白書(2026年5月29日閣議決定)が、製造業の約7割の事業者がデータを取得している一方、データやデジタル技術を活用しているのは約5割、活用によって効果を得られた事業者は約4割と指摘しています。取得から活用で約2割、活用から効果創出で約1割が低下する構造で、AI導入の手前の「活用ループ」「効果計測」の段階で詰まっている現場が多いことを示しています。
つまり、歩留まり改善AIの伸びしろは「取得しているが活用に踏み出せていない約2割」と「活用しているが効果まで結びついていない約1割」の両側にあります。経営層には、自社が「取得・活用・効果創出」のどの段階で止まっているかを先に整理して見せると、投資判断が動きやすくなります。

AI分析に必要な歩留まり指標と工程データ
歩留まり改善AIが効く前提は、「何を指標として測り、どのデータをどの粒度で入力するか」を整えることです。
既存の指標体系(歩留まり率・直行率・累積歩留まり)にAI分析を後から乗せる形なら、現場の運用ルールを変えずに導入できます。一方、データソースが分断されていたり、時刻同期がずれていたりすると、AIに渡したデータの大半が「ノイズ」になり、せっかくの相関探索が空回りします。

このセクションでは、AI分析の精度を決める指標・データソース・前処理の3層を整理します。
歩留まり率・直行率・累積歩留まりの3指標と読み分け
歩留まりは複数の関連指標と並べて初めて意味を持ちます。以下の表で、現場でよく使われる4指標を整理しました。
| 指標 | 計算式 | 何を見る指標か |
|---|---|---|
| 歩留まり率(良品率) | 良品数 ÷ 生産数 × 100 | 全工程通過後の最終的な良品比率 |
| 不良率 | 不良品数 ÷ 生産数 × 100 | 全体に対する不良の発生率 |
| 直行率(一発合格率) | 手戻り・修正なしで合格した数 ÷ 生産数 × 100 | 修正を含めない「一発で通った率」 |
| 累積歩留まり | 各工程歩留まりの積(例: 0.95×0.97×0.93=0.857) | 多工程プロセス全体の通過率 |
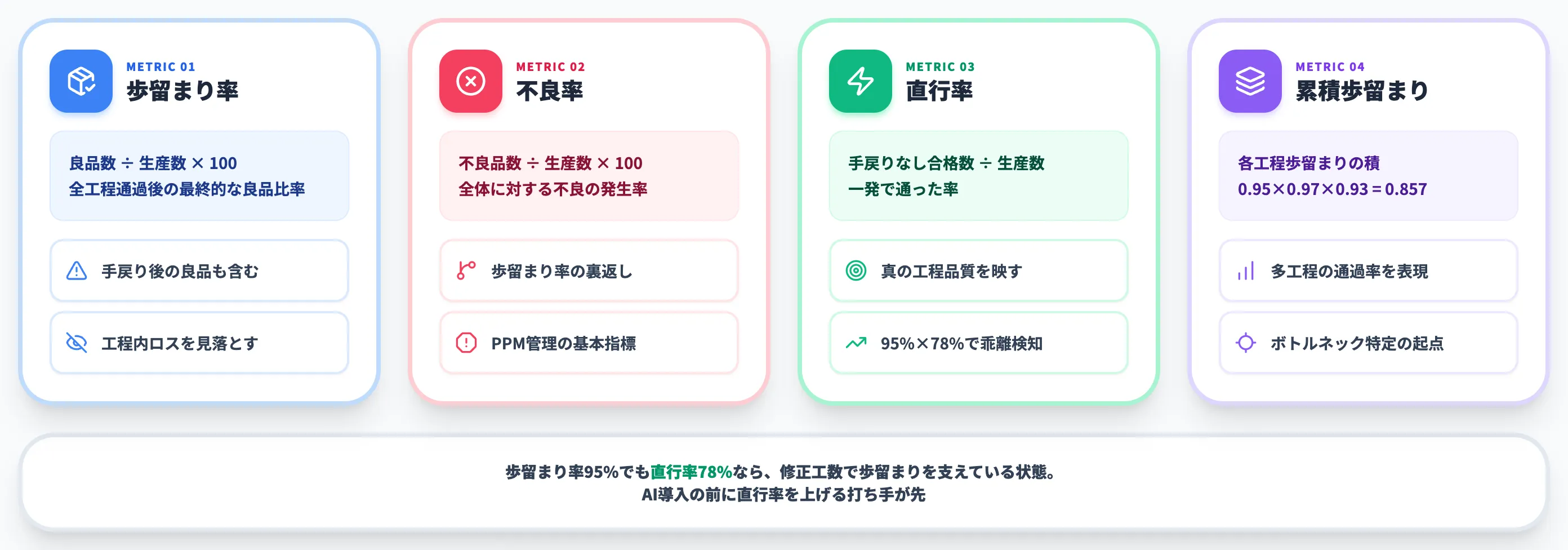
歩留まり率だけを追っていると、手戻り後に良品化した分が含まれて工程内のロスを見落とします。
「歩留まり95%なのに直行率は78%」のような乖離が出る現場は、修正工数で歩留まりを支えている状態です。実務的にはAI導入以前に直行率を上げる打ち手が先で、判断は4指標を並べた瞬間に決まります。
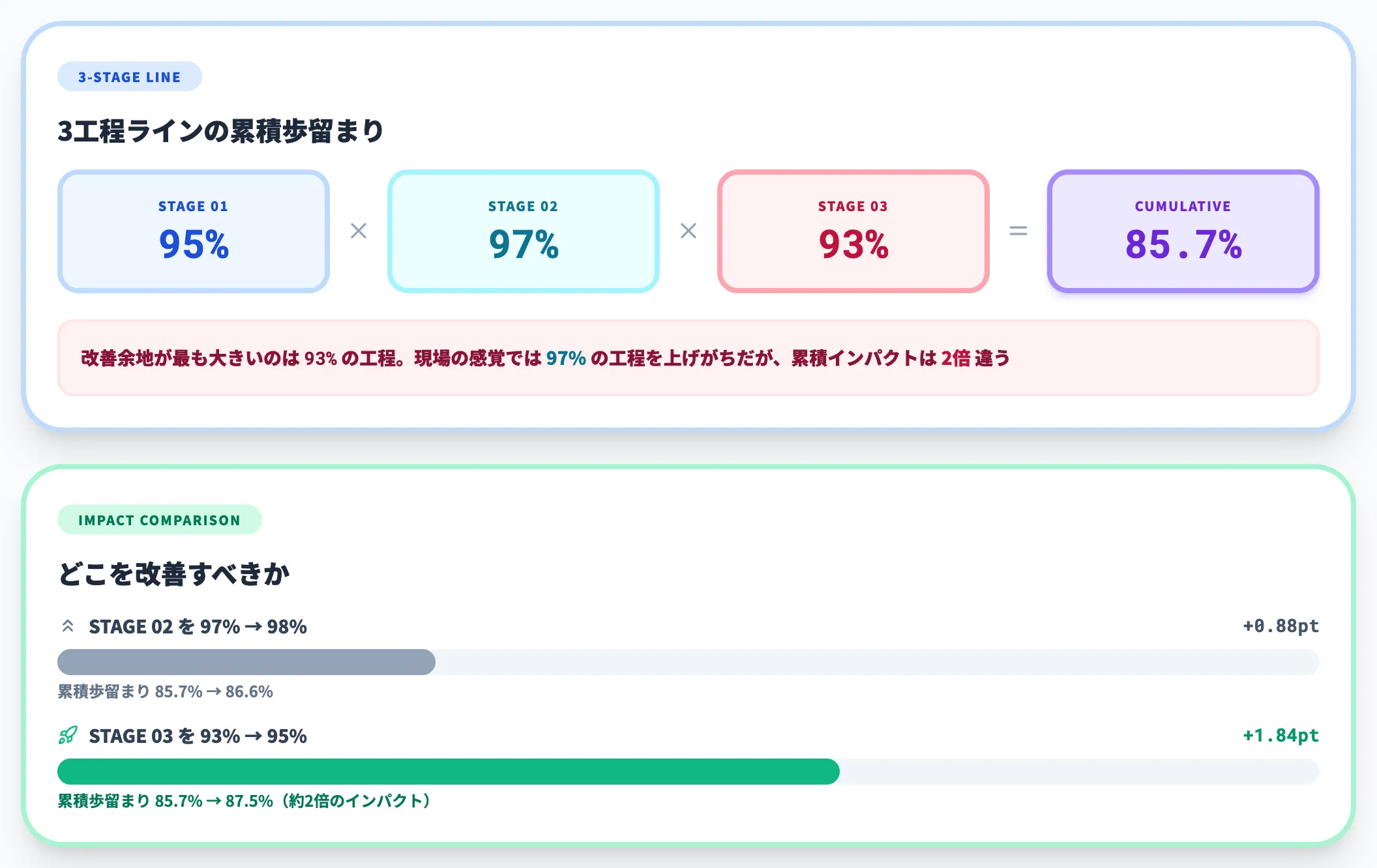
累積歩留まりも同じで、3工程ライン中の1工程で歩留まりが90%でも、他が98%・98%なら累積で約86%。ライン全体の数字だけ見ていると、どこを改善すれば最大効果が出るか永遠に分かりません。AIに渡すデータも、ライン全体の歩留まりだけでなく工程歩留まりまで分解した粒度で持つことが、相関探索の出発点になります。
業界別の歩留まり水準とベンチマーク
業界によって歩留まりの「妥当な水準」は大きく違います。経営層への投資提案では、自社の歩留まりが業界水準と比べてどこにあるかを示すと、改善余地の説得力が変わります。
以下の表で、主要業界の歩留まり水準を整理しました。業界調査・公的データ・支援現場の実感ベースの概観で、実際の水準は工場規模・製品構成で変動します。
| 業界 | 歩留まり水準の目安 | 1%改善の重み |
|---|---|---|
| 半導体(前工程) | 80〜95%(先端ノードは70%台もある) | ウェーハ1枚数十万円のため、0.1%差でも数億円規模 |
| 電子部品 | 90〜98% | 量が多く、0.5%改善で年数千万〜数億 |
| 自動車部品 | 95〜99% | PPM管理が前提、不良1個の波及コストが大きい |
| 化学・素材 | 85〜95% | 連続プロセスのため、安定運転自体が歩留まりに直結 |
| 食品・飲料 | 80〜97%(製品で大差) | 廃棄ロス削減と直結、SDGs文脈でも経営インパクト大 |
| 金属加工 | 70〜95% | 切削屑・規格外品の発生率がそのまま歩留まりに |

この表から分かるのは、業界水準が高いほど1%改善のハードルも財務インパクトも上がるという関係です。
自動車部品のようにPPM管理が前提の業界では「1%改善」は実質的に既存水準の塗り替えで、1万PPM分の改善は不良コスト数千万〜数億円規模に直結します。一方、半導体前工程の先端ノードのように水準70%台の領域では、設計・装置・プロセスの総合最適化が必要で、1%改善には数年がかりの取り組みが珍しくありません。
つまり、自社業界の歩留まり水準を踏まえずに「業界平均並みを目指す」と言っても、改善余地の見立てが大きくぶれます。AI導入の費用対効果を測る土台として、業界水準と自社実態のギャップを先に可視化しておく価値があります。
AI分析に投入する4つのデータソース統合
工程ロスの原因特定では、検査記録だけでは届かない領域があります。検査結果は「不良が出た」事実しか語らず、その手前で何が起きていたかを設備データ・環境データ・作業記録と紐づけて初めて因果が見えます。
組み合わせるデータソースは、おおむね以下の4種類です。
| データソース | 例 | 工程ロス特定への寄与 |
|---|---|---|
| 検査記録 | 寸法・外観・電気特性データ | 結果の良否・不良パターンの分類 |
| 設備データ | PLC・SCADAのセンサー値、温度・圧力・振動 | 設備起因の異常傾向の検出 |
| 環境データ | 温度・湿度・クリーン度・電源品質 | 環境起因のばらつきの相関分析 |
| 作業記録 | 作業者ID・段取り替え時刻・治具交換履歴 | 人的要因・条件変更との相関 |

このうち2つ以上を組み合わせると、原因特定の精度が一段上がります。
検査記録だけなら「不良が3%出た」が分かるだけです。設備データを重ねれば「不良が出た時間帯の射出温度が±3℃ぶれていた」が見え、作業記録を重ねれば「段取り替え直後30分間に不良の70%が集中している」が見える、という具合です。
支援現場の感覚値として、4データソースのうち2種類だけ統合した時点で、Paretoでは捕まらなかった複合条件不良が見える割合は3〜4割。3種類まで増やすと7割超に届くケースが多くなります。AI導入のPoC設計では、最初から4種類を揃えるのではなく、検査+設備の2種類で動かしてみて手応えを掴むのが現実的なルートになります。
データ統合のフェーズで参考になるのが、製造業のデータ活用ガイドで扱うAI基盤設計の考え方です。データソースの優先順位・収集粒度・統合パイプラインの組み方が、歩留まり改善AIの効果を出すための前提条件になります。
時刻同期・前処理がAI精度を決める
データソースを増やせば原因が見えるわけではありません。データソース統合の前段で必要なのは、PLCとMESと検査装置のシステム時刻同期です。
秒単位でずれていると相関分析が壊れます。「設備が異常になった瞬間の検査結果」を正確に紐づけられなくなるためです。支援現場で最初の1週間をシステム時刻同期に費やすケースは珍しくなく、検査装置だけNTP同期から外れていて10秒ずれていた——というのは中規模工場で頻発します。
前処理では、以下3パターンの「気づかないと事故る」典型を先回りで確認します。

-
センサー値の欠損
通信トラブルやセンサー故障で、特定時間帯のデータが欠落します。欠損処理を設計しないと、欠損パターン自体を相関要因として拾ったり、補完方法によってモデルの解釈が歪んだりします。
20種類のセンサーが入った樹脂成形ラインで、温度センサー3点だけ過去3か月で延べ40時間欠損していた、というケースを支援現場で見ました。欠損率は0.2%程度でしたが、AIが返す相関の半分が「欠損時間帯と不良率の相関」になっていた、という事故です。
-
タイムスタンプのずれ
PLCとMES、検査装置のシステム時刻がずれていると、データ統合時に時系列がねじれます。
秒単位の同期がされていれば良いですが、検査装置だけNTP同期から外れていて10秒ずれていた——というのは中規模工場で頻発します。
-
単位・桁の不統一
同じ「温度」でも、装置によって摂氏と華氏が混在していたり、計測点が異なる場合があります。前処理で気づかないとAIが学習しても再現性が出ません。
これらは技術的には解決可能ですが、データ統合の前処理工数が当初想定の2〜3倍に膨らむことが多い、というのが現場の実感です。
PoCを始める前に、過去1か月分のデータ品質サンプルチェックを1週間でも取っておくと、本格導入時の見積もり精度が一段上がります。データ品質が論点になる段階で投資判断を止めるよりは、サンプル検証の費用(数十万円規模)で全体の見立てを作る方が、結果的にはコスト効率が良くなります。
工程ロスをAIで特定する方法
歩留まりの数字が動いていない場合、最初にやるべきは「どの工程で何が起きているか」の特定です。
長年使われてきた4M分析(人・設備・材料・方法)とPareto図だけでは、近年の歩留まり問題には精度が届かなくなっています。製造ラインの工程数・センサー数・条件パラメータが増え、人が分類できる範囲を超えたためです。
つまり、工程ロス特定の打ち手は「人手による分類」から「複数データソースの相関分析」へ移っており、AIはその移行を支える主役です。
工程歩留まりの分解と累積歩留まりの読み方
ライン全体の歩留まりを工程ごとに分解すると、ボトルネック工程が一目で見えるようになります。
たとえば3工程ラインで各工程の歩留まりが95%・97%・93%の場合、累積歩留まりは85.7%です。改善余地が最も大きいのは93%の工程ですが、現場の感覚では「設備が新しい97%の工程を98%まで上げよう」となりがちです。
97%→98%の改善より、93%→95%の改善の方が累積歩留まりに与えるインパクトは約2倍大きい——この計算を経営層に見せると、改善投資の優先順位が現場感覚と180度変わることがあります。
工程分解は表計算でも実施できますが、シフト単位・ロット単位で集計するなら、QC工程表とリンクさせて自動集計する仕組みが必要になります。手集計のままだと月次レポート作成だけで2〜3日溶けて、肝心の改善議論に時間が回りません。QMS(品質マネジメントシステム)を運用している現場では、QMSのプロセス管理機能と工程歩留まり集計を連携させると、月次レポート作成の工数を1/3以下に圧縮できるケースもあります。
4M×Paretoの限界——複合条件不良の見逃し
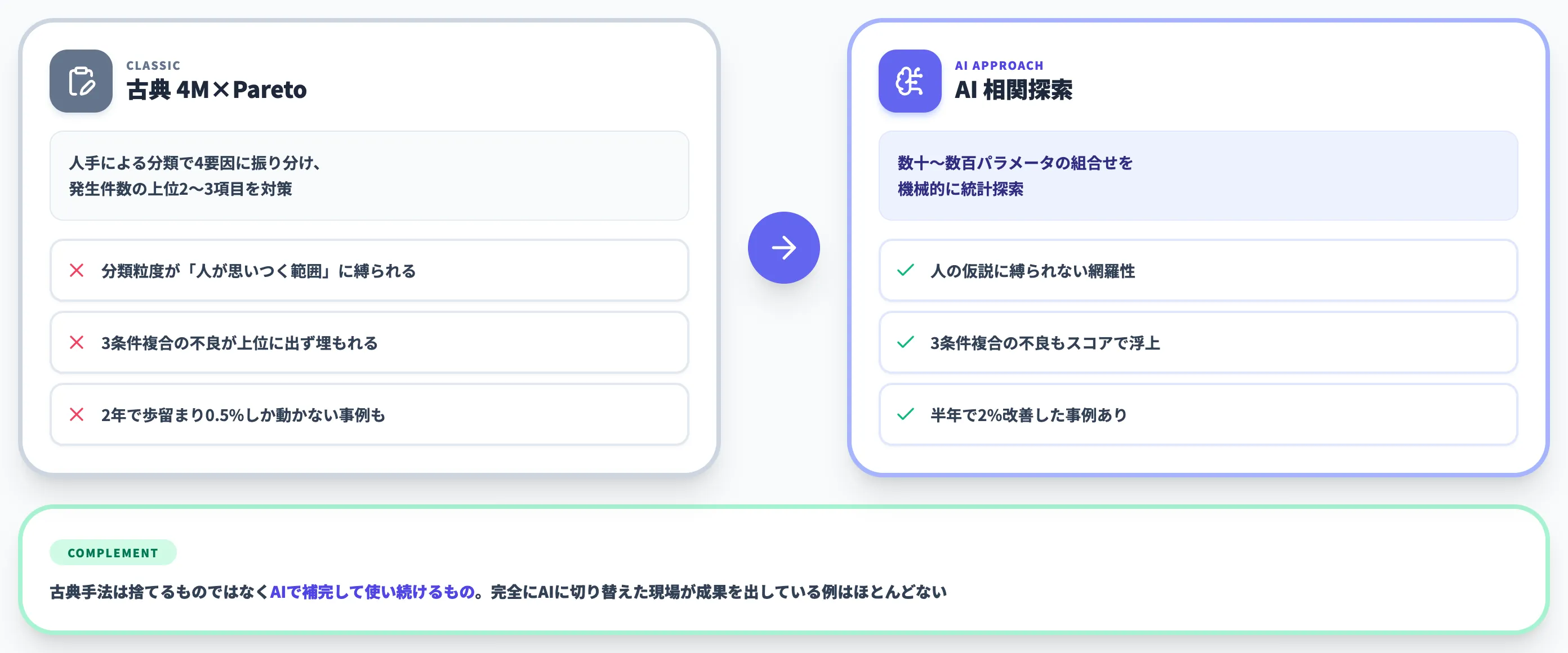
4M分析とPareto図は、QC手法の中で最もよく使われる組み合わせです。発生件数の多い順に原因を並べ、上位2〜3項目に対策を集中する——シンプルで強力な手法ですが、AIなしで回す場合には2つの限界があります。
1つ目は、原因の分類粒度が「人が思いつく範囲」に縛られること。4Mのどれに分類するか決めるのは現場メンバーで、「人」と「方法」の境界に落ちる複合要因(例: ベテラン作業者だけ独自の段取りで手順書から外れている)は、4M分類の段階で消えてしまいます。
2つ目は、Pareto上位の原因だけ追うと、複合的な発生条件を見落とすこと。「温度が高い日に、特定の材料ロットを、新人作業者が処理した時だけ」のような3条件複合の不良は、単独要因では小さい山にしか見えず、上位2〜3項目には入らないまま埋もれます。
支援現場で印象的だったのは、「Pareto上位3項目に対策を打ち続けて2年、歩留まりが0.5%しか動かなかった」ライン。後述するAI原因分析を入れた途端、4位以下に紛れていた複合条件の不良がクラスタとして浮上し、半年で2%改善した事例があります。
実務的には、古典的なQC手法は捨てるものではなく、AIで補完して使い続けるものとして位置づけるのが現実解です。完全にAIに切り替えた現場が成果を出している例はほとんど見ません。
AIで「相関軸を広く探索する」アプローチ
AIが工程ロス特定で担うのは、人の仮説に縛られず、全パラメータの組み合わせを統計的に探索する役割です。

具体的には、検査記録・設備データ・環境データ・作業記録を結合したテーブル(数十〜数百の列が並ぶ)に対して、AIが「歩留まりや不良率と相関のある軸」を機械的に探索します。Paretoの上位に出てこなかった3条件複合の不良も、相関スコアが高ければ候補として浮上します。
例えばdotDataは、ペニシリン発酵プロセスのデータ分析で「全バッチのうち46%が該当し、平均より15%高い歩留まりを記録するセグメント」を抽出した事例を公開しています。温度0.05K変化のような微細な条件差も検出可能で、人手では到達できなかった粒度の改善仮説が得られる領域です。
ここで重要なのは、AIが提示する50〜100の相関候補から、物理的に納得できる因果を選び出し、対策に落とすのは現場エンジニアの判断だという点です。AIは「相関がある軸」を返しますが、それが因果かノイズかを判定するのは、現場の物理理解と工程知見が前提になります。
ロス特定で詰まる典型パターン
工程ロス特定のフェーズで支援現場で詰まる典型は、以下の3パターンに集約されます。
-
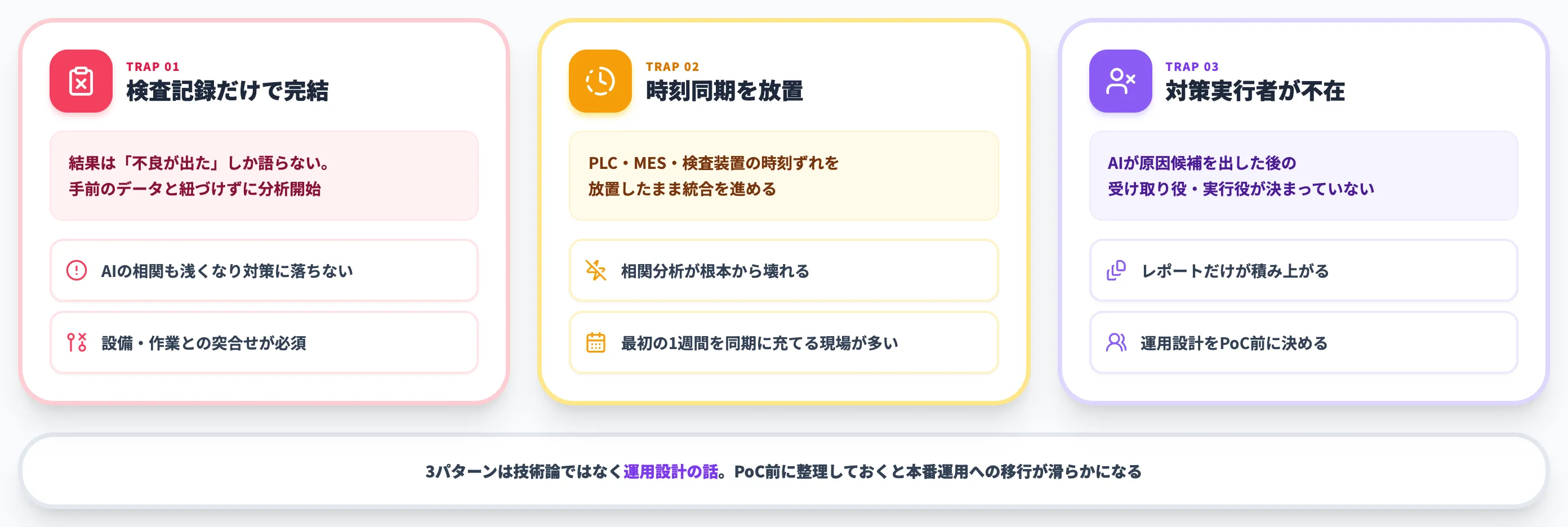
検査記録だけで原因に辿り着こうとする
検査結果は「不良が出た」事実しか語りません。手前の設備データや作業記録と紐づけずに分析を始めると、AIが返す相関も浅くなり、対策に落とせません。
-
データ統合の前に時刻同期を放置する
PLCとMES、検査装置のシステム時刻がずれている状態でデータ統合を進めると、相関分析が壊れます。前述のとおり、最初の1週間をシステム時刻同期に費やすケースは珍しくありません。
-
対策実行の責任者を決めずに分析を進める
AIが原因候補を出した後、誰がそれを受け取り、誰が対策を実行するかが事前に決まっていないと、レポートだけが積み上がります。
これらは技術論ではなく運用設計の話で、PoCを始める前に整理しておくと、本番運用への移行が格段に滑らかになります。AI導入の手前で製造業のAI PoCの進め方を読んで、テーマ選定と評価指標の置き方を先に決めるルートが、支援現場では成功率が高い印象です。
AI原因分析(RCA)で改善仮説を高速化する

歩留まり改善でAIが最も効くのが、工程ロスの原因特定(Root Cause Analysis、RCA)の領域です。
2025年後半から2026年にかけて、製造業向けAI RCAの実用化が一段進み、これまで熟練エンジニアが手作業中心で回していた相関分析・可視化・RCA準備のサイクルが、大きく短縮されるようになってきました。
野村総合研究所は知的資産創造 2026年1月号で、日本製造業の国際競争力再構築においてAI活用とデジタル化加速の重要性を指摘しています。歩留まり改善は、その文脈で現場データ活用が効きやすいテーマの一つです。
だからこそ、歩留まり改善でAIを検討するなら、まずRCA領域から入るのが投資効率で最大の打ち手になります。
AI RCAで現場の仕事は「相関を探す→相関を読む」に変わる
IntelはIT部門の取り組みとして、シリコンウェハの故障パターン検出AIをロット全件分析に組み込み、既知パターン検出で90%超の精度を示しています。全ウェーハ解析を回せるようになったことで、RCA用データ生成や歩留まり影響トレンドの算出を自動化・容易化したと公開しています。
Spotfireは2025年11月の解説で、ウェーハマップ・プロセスログ・欠陥検査・テスト結果を単一の分析環境に統合し、従来の方法では見落とされやすい微妙な相関関係を明らかにする——半導体製造のような高密度データ領域では、AIで相関を高速探索することでRCAサイクルを大きく短縮できると整理しています。
従来、熟練エンジニアが手作業中心で回していた相関分析・可視化・RCA準備を、AIが大きく短縮するようになってきている——この変化で何が変わるかを3点に分解します。
-
データソース統合の自動化
検査記録・設備データ・環境データ・作業記録をAIが自動で結合し、相関のある軸を探索します。エンジニアが工程ごとに別ファイルで管理していた情報を、横串で読み解けるようになります。
-
パターン発見の網羅性
人間の仮説に縛られず、AIは全パラメータの組み合わせを統計的に探索します。「3条件複合の不良」のような、Paretoの上位に出てこない隠れた発生条件を浮かび上がらせます。
-
仮説検証の高速化
発見された相関について、AIが「この時期に同じパラメータの組み合わせで何が起きたか」を過去データから一気に引き出します。仮説検証の手間が数日から数分に短縮されます。
ここで現場の仕事は「相関を探す」から「相関を読む」に変わります。
AIが提示する50〜100の相関候補から、物理的に納得できる因果を選び出し、対策に落とすのは依然として現場エンジニアの判断です。「相関を読む数分仕事」は、ベテランの物理知見・工程知見・装置特性の理解があって初めて成立します。AIは現場の仕事を奪うのではなく、現場の知見を最大限に活かす方向に再配分するのが定着パターンです。
古典FTA・なぜなぜ分析との接続——置き換えではなく補完
AI RCAは古典的なFTA(故障の木解析)やQC手法を置き換えるものではありません。
実務での使い分けは、AIが広く相関を探索する役割を担い、FTAやなぜなぜ分析が因果の論理構造を組み立てる役割を担う、という分業になります。

なぜなぜ分析を回す前に、AIが「どの軸を深掘りすべきか」の当たりをつけてくれるイメージです。これにより、なぜなぜ分析が「思い込みの原因を5回掘って結局原因が分からなかった」という典型の失敗を避けやすくなります。
支援現場の傾向として、古典的なQC手法を捨ててAIに全振りした現場が成果を出している例はほとんどなく、両方を併用している現場のほうが改善サイクルが定着している実感があります。AIが提示する相関を、FTAで因果ロジックに整理し、対策の優先順位を決める——この一往復が、PoCで終わらせず本番運用に乗せる鍵になります。
異常検知AIとは|製造業の設備監視・品質管理を変える5領域で扱っているとおり、AIの出力は「現場の知見と組み合わせる前提」で運用設計するのが定着パターンです。
学術動向——LSTM-AM、GANによるRCA高度化
AI RCAの学術領域も、半導体特化の進化が続いています。代表的なものを2つ挙げます。

1つは、**プロセス順序を考慮したLSTM-AM(Long Short-Term Memory with Attention Mechanism)**を用いた歩留まり予測モデル。半導体製造のような多工程プロセスでは、工程の順序が歩留まりに与える影響を考慮しないと、原因特定の精度が頭打ちになります。LSTM-AMはこの順序依存性を学習し、低歩留まりロットの根本原因候補をAttention重みで可視化する設計です。
もう1つは、GAN(Generative Adversarial Networks)によるimbalanced sample問題への対処。歩留まりデータは「ほとんど良品で、稀に不良」という偏りのあるサンプル分布になりがちで、AIが少数派の不良パターンを学習しにくい問題があります。IEEE IPFA 2024では、GANで少数クラスサンプルを生成し、半導体ウエハ収率予測モデルを改善する研究が報告されています。
これらは現時点では主に半導体・電子部品の領域で先行していますが、化学・自動車部品の歩留まり領域にも順次展開されていく流れです。実装の段階では、汎用のRCAサービスから入って、業界特化の手法をオプションで追加するルートが現実的になります。
AI RCAで「仕事の中身が変わる」3変化
ここまで整理した内容を、現場の仕事レベルでどう変わるかに翻訳すると、以下の3変化に集約されます。

-
分析時間が「数日→数分」へ
50パラメータ×6か月分のデータから相関軸を見つける作業が、AIで自動化されます。エンジニアは「AIが出した50〜100候補のどれが物理的に妥当か」を読むフェーズだけ担当する形に。
-
発見できる不良パターンが「単独要因→複合条件」へ
Paretoの上位だけ追っていた頃には見えなかった3条件複合の不良が、AIの相関スコアで浮上するようになります。改善余地が広がる一方、対策の優先順位付けに新しい判断軸が必要になります。
-
改善サイクルの周期が「月次→週次」へ
分析時間の短縮と発見パターンの増加で、改善サイクルを月次から週次に切り替える現場が増えています。週次レビューで対策を回す体制を作ると、AIの効果が複利的に効いてきます。
支援現場では、この3変化を経営層に見せると、AI導入の投資判断が動きやすくなる印象です。「歩留まりを上げる」ではなく「改善サイクルを高速化する」打ち手として位置づけるのが、稟議が通りやすい説明軸になります。
AIが効く現場・効かない現場の見極め
AI RCAの効果は、現場のタイプによって大きく変わります。
「AIを入れれば歩留まりが上がる」という単純な話ではなく、データ整備状況・産業タイプ・人的要因の比率によって、効きどころと優先順位は分かれます。
つまり、AI導入の前にまず判定すべきは「自社の現場はAI RCAが効くタイプか」——この判定を間違えると、PoC費用が大幅に無駄になりかねません。

効く現場の3条件——データ整備・プロセス産業・継続的な工程
AIが歩留まり改善で明確に効く現場には、共通する3条件があります。
-
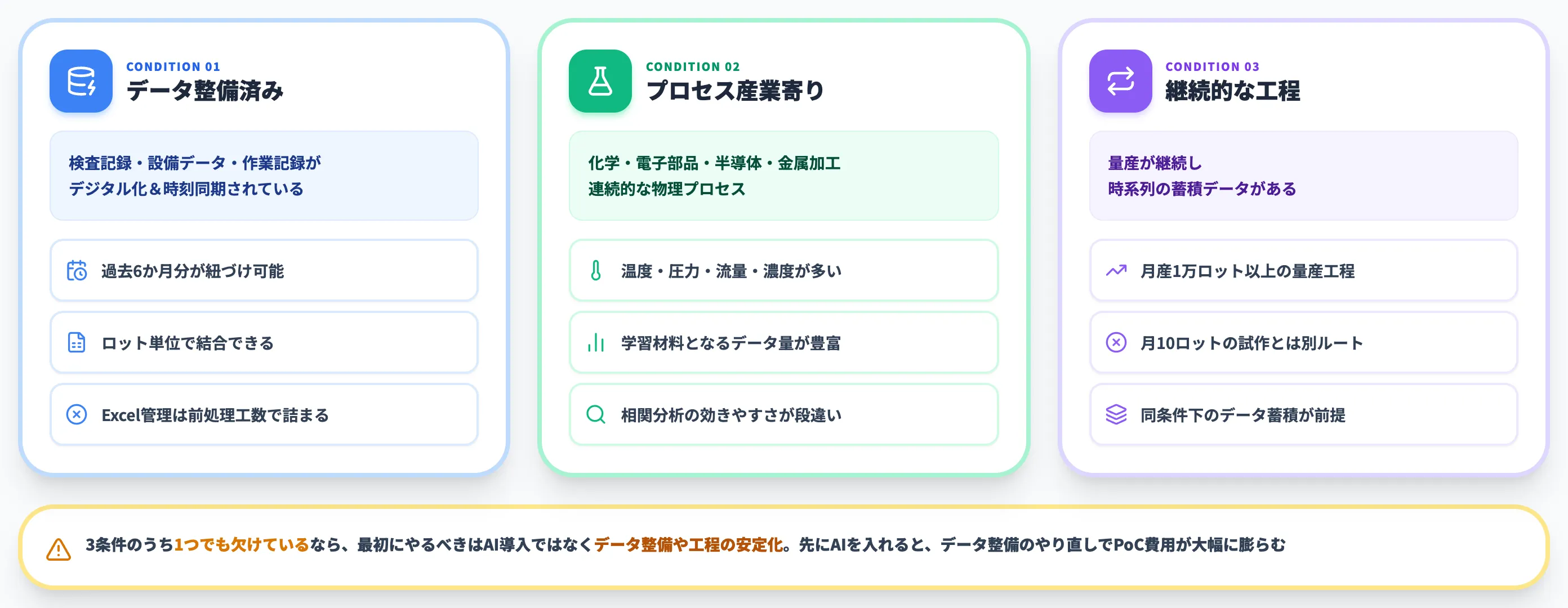
データ整備済み
検査記録・設備データ・作業記録が、デジタル化され時刻同期されていること。Excel管理でも歩留まりは出せますが、AI RCAはセンサー値の時系列データが前提です。
具体的には「過去6か月分の検査結果・設備データ・環境データが、ロット単位で紐づけ可能な状態で保管されている」のが目安になります。
-
プロセス産業寄り
化学・電子部品・半導体・金属加工など、連続的な物理プロセスで歩留まりが決まる現場は、AIの相関分析が効きやすいタイプです。
物理パラメータ(温度・圧力・流量・濃度)が多く、量も豊富なため、AIが学習する材料に困りません。
-
継続的な工程
量産が継続している工程で、時系列の蓄積データがある状態。試作・少量多品種で工程条件が毎回変わる現場では、AIに与える「同じ条件下のデータ」が集まりにくく、学習が安定しません。
月産1万ロット以上が出る量産工程と、月10ロットの試作工程では、AI導入の打ち手がまったく違います。
3条件が揃っている現場は、Intel・Spotfireの事例のようなRCAサイクルの高速化を現実的に再現できる範囲です。逆に、3条件のうち1つでも欠けているなら、最初にやるべきはAI導入ではなくデータ整備や工程の安定化になります。
「データはあるけど整備されていない」という現場で先にAIを入れて失敗すると、データ整備のやり直しでPoC費用が大幅に膨らむリスクを抱えます。3条件チェックは投資判断の最初の関門として位置づけてください。
効かない現場の特徴と打ち手の切り替え
逆に、AI RCAが効きにくい現場の典型は、以下の特徴を持ちます。
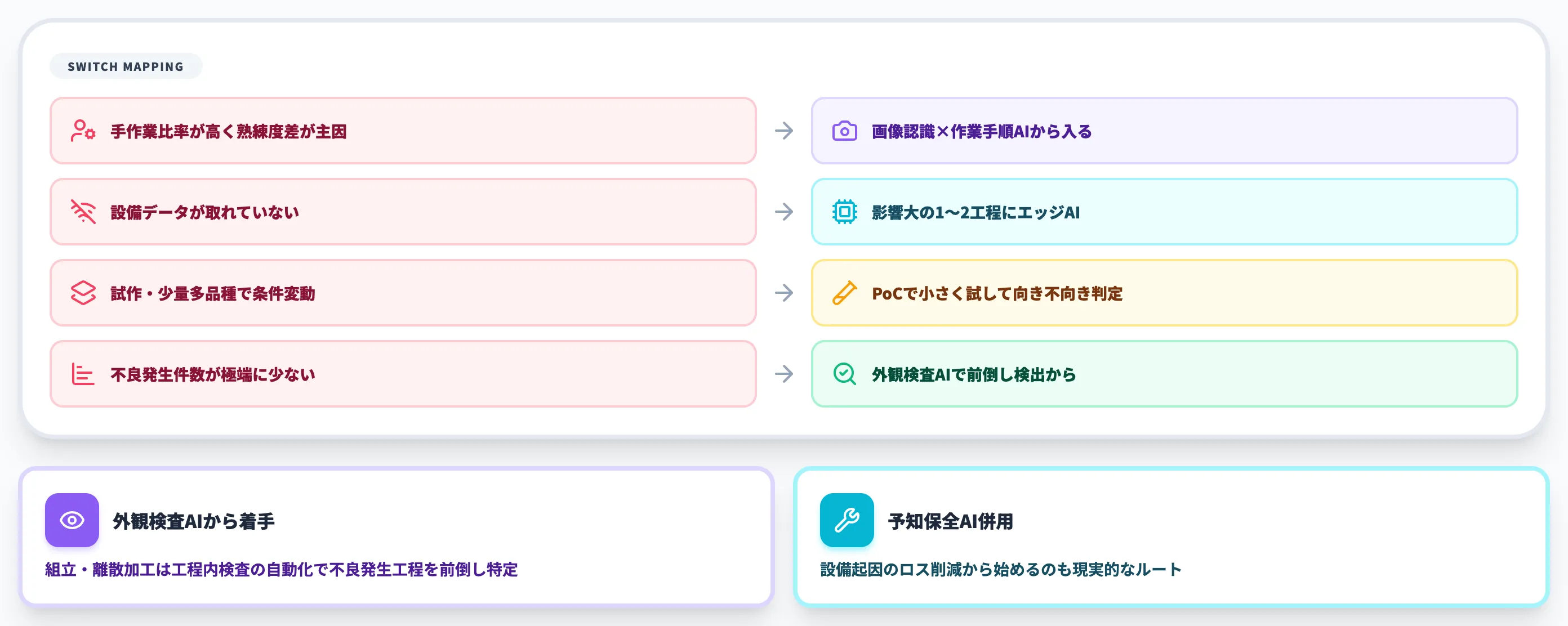
- 手作業比率が高く、不良の主因が「作業者の熟練度差」にある現場
- センサー化が進んでおらず、設備データが取れていない現場
- 工程条件が頻繁に変わる試作・少量多品種の現場
- 不良発生件数が極端に少なく、AI学習に必要なデータ量が集まらない現場
これらの現場でAI RCAを導入しても、「相関分析するデータがない」「相関を見ても再現性が低い」状態に陥ります。
ただし、効かない現場でも「AIを諦めるべき」ではありません。打ち手を変える、というのが正しい結論です。
手作業比率が高い現場なら、画像認識による作業手順チェック(標準作業との差分検出)や、ベテランの作業を動画で記録してAIに学習させる手順AIから入る方が現実的です。試作現場なら、PoCで小さく試して向き不向きを判断する段階が適切です。
センサー化が進んでいない現場では、いきなり全工程にセンサーを入れるのではなく、最も歩留まりへの影響が大きそうな1〜2工程に絞ってエッジAIから着手するルートもあります。製造業のAI活用事例20選で扱う段階的な入り方は、効かない現場の打ち手切り替えの参考になります。
「自社は効かない現場のはず」と最初から諦める前に、どの打ち手なら効くかを切り分ける——支援現場ではここで止まる企業が多く、判断材料の提示が必要になります。
製造業3タイプ別の判断と第一候補の打ち手
産業タイプによる効きどころと、第一候補の打ち手を以下の表で整理しました。
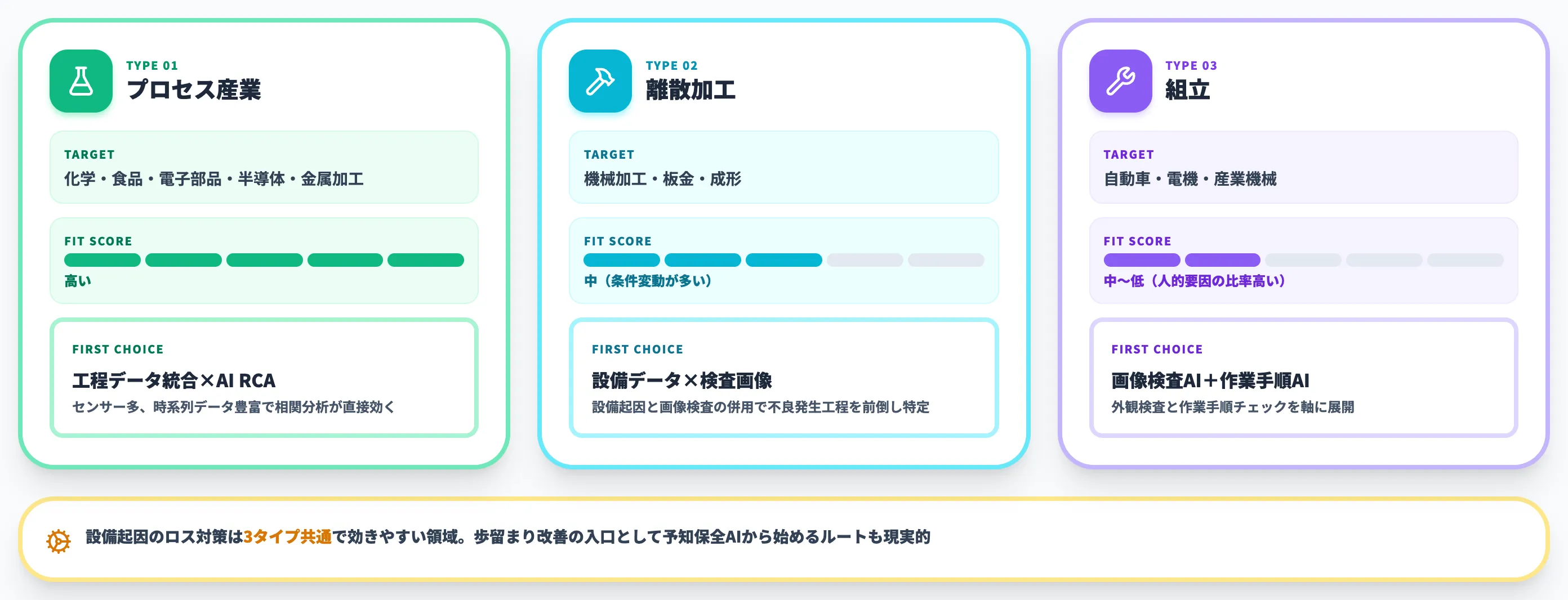
| 産業タイプ | 主な対象 | AI RCAの効きやすさ | 第一候補の打ち手 |
|---|---|---|---|
| プロセス産業 | 化学・食品・電子部品・半導体・金属加工 | 高い(センサー多・時系列データ豊富) | 工程データ統合×AI RCA |
| 離散加工 | 機械加工・板金・成形 | 中(条件変動が多い) | 設備データ×検査画像の併用 |
| 組立 | 自動車・電機・産業機械 | 中〜低(人的要因の比率が高い) | 画像検査AI+作業手順AI |
プロセス産業はAI RCAが直接効く一方、組立工程では画像検査と作業手順チェックを軸にした外観検査AIの方が打ち手として有効なケースが多くなります。
設備起因のロス対策は、産業タイプを問わず共通で効きやすい領域です。歩留まり改善の入口として、予知保全AIで扱う設備起因のロス削減から始めるのも現実的なルートになります。
実務的には、自社が3タイプのどこに位置するかを先に判定し、それに合った第一候補から着手するのが投資効率を最大化する順番です。「業界平均的に流行ってるからこれ」という選び方は、自社の現場タイプとミスマッチを起こしやすいので避けてください。
歩留まり改善AIの主要サービス類型
「自社はどのタイプを選ぶべきか」を判断してからPoC設計に入る——これが投資判断の失敗を防ぐ順番です。
歩留まり改善で使われるAIサービスは、得意領域によって4類型に分けられます。
サービスタイプ選びは「自社の現場タイプ × 得意領域」のマッチングで決まり、ここを外すと「機能は揃ってるのに自社では使いこなせない」という典型パターンに陥ります。

工程データ統合×AI RCA系(Spotfire・Hitachi Lumada・Siemens Intelligence Center X)
検査記録・設備データ・環境データ・作業記録を統合し、AI RCAを回すタイプのサービスです。プロセス産業の歩留まり改善では本命となる類型で、データ統合基盤の上にAI分析を載せる構成になります。

代表的なサービスを3つ挙げます。
-
Spotfire
Cloud Software Group傘下のSpotfireが提供する分析プラットフォーム。半導体・電子部品向けの歩留まりRCAに強く、2025年11月公開の解説で、ウェーハマップ・プロセスログ・欠陥検査・テスト結果を単一環境に統合する設計を明示している。
既存BIに親しんだ企業なら拡張で導入しやすい。
-
Hitachi Lumada 3.0
日立製作所が提供するデジタル基盤で、2026年4月にGlobalLogic Inc.とHitachi Digital Servicesを統合し、グローバル展開と先端AIの組み込みを加速している。
代表的な実装事例として、ダイキン工業×日立がAIエージェントによる空調設備の故障診断システムを2025年4月に発表。生成AIとOTナレッジ(設備図面ナレッジグラフ・保全記録・故障分析プロセス)を融合し、事前に実施した実証実験(5種類の設備×各5件を熟練保全技術者2名が評価)では10秒以内・90%以上の精度で原因と対策を回答することを確認している。歩留まり改善の文脈では、設備起因の不良を熟練度に依存せず早期切り分けする打ち手として参照価値が高い。
-
Siemens Intelligence Center X
2026年6月1日に発表された新しい産業AIオーケストレーション基盤。エンジニアリング・製造・サプライチェーン・サービスのデータを統合し、人とAIエージェントが共有コンテキストで協働するハイブリッドワークフォースを実現。
ユーザー事例として「生産課題解決時間85%削減」「年間6,000時間の手作業削減」「顧客クレーム解決時間が5日から1日未満」を公表している(同発表より)。半導体領域ではSiemensとGlobalFoundriesが、半導体製造の自動化・予知保全・リアルタイム制御、チップ開発からPLMまでのソフトウェア領域でAI駆動の協業を進めている。
このタイプは初期投資が大きい代わりに、効果が出始めると改善サイクルが定着しやすいのが特徴です。プロセス産業で量産が継続している工場なら、4類型のうち最初に検討する価値があります。
実務的な判断軸としては、既存のBI環境(Tableau・Power BI・Spotfire等)が定着している企業はBI拡張系を、IoT基盤やデジタルツインを並行で整備したい企業はLumada・ICX系を選ぶのが自然な流れになります。
半導体・電子部品特化のAI yield系(dotData・Intel IT内製アプローチ)
半導体や電子部品のような高密度データ領域で、歩留まり予測やRCAに特化したAIサービスです。

-
dotData
dotData Insightは統計AIと生成AIを組み合わせ、製造データから生産性向上に影響する要因を自動発見する設計。
数百万通りのデータパターンを自動探索し、複数条件の組み合わせ分析(例: 「夜勤×原料Y×装置Z」)をノーコード画面で実施可能。
ペニシリン発酵プロセスでは「全バッチのうち46%が該当し、平均より15%高い歩留まりを記録するセグメント」を抽出した事例も公開している。
-
Intel IT内製アプローチ(2021年公開事例)
Intel IT部門はシリコンウェハの故障パターン検出AIをロット全件分析に組み込み、既知パターン検出で90%超の精度を示したと2021年の事例で公開している。全ウェーハ解析が回せるようになったことで、RCA用データ生成や歩留まり影響トレンド算出を自動化・容易化した。
業界横断の課題として、パイロットから本番展開へのスケーリングと、データサイロ統合(検査→テスト→組立→フィールドのプロセス間連携)の難しさを挙げている。やや古い事例だが、内製による段階的スケーリングの参照点として価値が残る。
半導体・電子部品の領域では、汎用RCAサービスでは届かない粒度の歩留まり予測が必要になるケースが多く、業界特化型サービスやIntel ITのような自社内製パスを選ぶのが現実解です。
ただし、業界特化型は導入の前提となるデータ整備の難易度も高く、PoC段階で「データ整備が間に合わない」と判明するケースもあります。半導体メーカー以外で初手から特化型を選ぶ理由はなく、汎用統合系のSpotfire・Lumadaから入って、必要に応じて特化型を追加するルートが堅実です。
検査画像×歩留まり連携系(外観検査AI+分析統合)
外観検査AIや寸法検査AIで不良を早期検出し、結果データを歩留まり分析に統合するタイプのサービスです。
組立工程や離散加工工程では、検査画像から得られる不良パターンが歩留まり改善の主軸データになります。最終検査でしか不良を捕まえていない現場では、工程内検査の自動化から始めて、不良の発生工程を前倒しで特定する打ち手が有効です。
外観検査AIで扱う実装方式の選択と、AI外観検査の費用は?実装方式別の相場・PoC・ROIを解説の費用感が、このタイプの導入判断の入口になります。検査画像をAI分析に投入することで、「どの工程で・どんな条件で・どんな不良パターンが出やすいか」が一気通貫で見えるようになる設計が、組立・離散加工の歩留まり改善で再現性が高いルートです。
実装上の注意点は、検査画像のラベル付け(不良/良品の分類)が初期データ整備の大きな工数になることです。PoC段階で過去画像数千枚をラベル付けする工数を見積もりに入れておかないと、本格導入時に予算が大きくぶれます。
製造業AIエージェント系(業務サイクルへの組み込み)
歩留まり分析を単発のツールとしてではなく、業務サイクル(検出→原因特定→対応指示→記録)として回すAIエージェント型のサービスです。
AI Agent Hub(製造業向け)が提供するリアルタイム分析Agent・設備保全Agent・設計変更Agentのように、複数のエージェントを組み合わせて運用設計するのがこのタイプの特徴です。
PoC段階では工程データ統合×AI RCA系から入り、本番運用への移行時にエージェント型へ拡張する、というステップが現場で取り入れやすいルートになります。「AIエージェントを業務に組み込む」段階に届かない企業が多く、最初から業務サイクルを意識した設計を入れておくと、PoC後の停滞を回避できます。
支援現場では、AI RCAだけ入れて「現場が動かない」状態に陥った企業が、エージェント型に切り替えて週次サイクルが回り始めるケースを複数見ています。歩留まり改善は最終的に「サイクルとして回るかどうか」が成否を決めるため、サービス選定の段階でエージェント化の余地を残しておく価値があります。
自社の現場タイプ別のサービス選び方
ここまで4類型を見てきましたが、実務で迷うのは「自社はどれから入るべきか」の判断です。以下の表で、現場タイプとサービス類型のマッチングを整理しました。

| 現場タイプ | 第一候補の類型 | 補完候補 |
|---|---|---|
| プロセス産業(化学・素材) | 工程データ統合×AI RCA系(Spotfire・Lumada・ICX) | エージェント系で運用サイクル定着 |
| 半導体・電子部品 | 特化系(dotData・内製パス) | 統合系を併用 |
| 組立・離散加工 | 検査画像×歩留まり連携系(外観検査AI) | エージェント系で運用拡張 |
| 量産継続中で改善ループ重視 | エージェント系(AI Agent Hub等) | 統合系で分析基盤を補強 |
この表が示すように、「業界一律で1つのサービスが正解」というケースはほとんどありません。
実務的には、自社の現場タイプから第一候補を選び、PoCで1〜2社を比較してから本番導入する流れが現実的です。「最初から完璧な選定」を目指すと検討期間だけが伸びるので、PoCで小さく試して判断するルートが定着パターンです。
国内製造業のAI歩留まり改善事例
ここまで方法論を整理してきましたが、AI歩留まり改善の現実的な見通しを掴むには、国内事例の蓄積を見るのが一番です。
2022年から2026年にかけて、化学・半導体を中心に、国内製造業のAI実装ノウハウが急速に積み上がっています。海外の事例(Intel・Spotfire)が先行していた領域でも、国内企業が世界初の実証に到達するケースが増えてきました。
このセクションでは、特に参考になる3社の事例と、ものづくり白書2026が示す国内全体の現在地を整理します。

横河電機×ENEOSマテリアル——強化学習AIでCO2 40%削減・1年自律運転
横河電機とENEOSマテリアルは2023年3月30日、強化学習AIアルゴリズム「FKDPP(Factorial Kernel Dynamic Policy Programming)」の正式採用を発表しました。強化学習AIが化学プラントの直接制御で正式採用されたのは世界初の事例です。

採用対象は、ENEOSマテリアルの化学プラントにおける蒸留塔の留出物品質と液面レベル制御、排熱利用を管理する制御ループです。従来は手動制御のみで対応していた複雑な制御条件——液面レベルを適切に保ち、留出物の品質規格を守りながら、排熱を最大限に利用する——を、AIが自律的に対応する設計に切り替えました。
定量効果として、約1年間の連続稼働を実現したうえで、従来比で蒸気使用量とCO2排出量を約40%削減しています。さらに規格外品の発生を排除したことで、燃料・人件費・時間的損失も同時に削減されました。
実装の経緯を辿ると、2020年にシミュレータ上でFKDPPによる自律制御に成功、2022年にJSRの実プラントで35日間の実証実験、その後2023年の正式採用と、段階的にスケーリングしているのが特徴です。化学プラントの歩留まりは「安定運転」と直結するため、AI自律制御の世界初事例は、プロセス産業全体にとって導入判断の重要な参照点になりました。
支援現場では、この事例を踏まえて「自社のプラントでもFKDPP系の強化学習AIが効くのでは」と検討に入る化学メーカーが増えています。ただし、3〜5年規模の段階的実証を経た上での正式採用である点は重要で、初年度から大規模展開を目指す投資計画は現実的ではありません。
横河電機×JSR——35日連続自律制御の世界初実証
横河電機とJSRは2022年3月22日、化学プラントで35日間連続のAI自律制御に成功したと発表しました。

実証では、JSRの石油化学プラントを対象に、FKDPP強化学習AIが過去の運転データやリアルタイム操業データで妥当性を確認しながら、季節変化による温度変化などの乱条件下で35日間の安定稼働を実現しました。これは前述のENEOSマテリアル正式採用に至る前段階の世界初事例です。
化学プラントの自律制御で重要なのは、異常時に止めるのではなく「異常になる前に予測して制御を変える」という点です。蒸留塔は温度や圧力の変動が連鎖的に他の制御ループに波及する性質があり、ベテラン運転員はこの連鎖を経験的に予測しながら微調整しています。FKDPPはこの経験的な予測を強化学習で再現する設計で、JSR実証は化学プラント向けAIの実装可能性を一気に押し上げました。
歩留まりの観点で見ると、化学プラントでは「規格外品の発生を最小化する」ことが歩留まり改善そのものになります。35日間の自律制御で規格外品による損失を抑え、品質安定化・高収量・省エネ制御を同時に実現したことは、AI制御が「品質を維持しながらコストを下げる」打ち手として成立することを示しています。
SUMCO——300mmウェーハ工場でのYDC SONARによる品質情報統合・解析基盤
半導体ウェーハ大手のSUMCOは、300mmウェーハ工場でYDC SONARを導入し、装置・環境・資材等の多軸データを統合した品質情報解析基盤を構築。データ抽出時間の短縮と歩留まり向上、クレーム対応の効率化に効果を上げたことが公表されています。なお出典ではAI活用は「今後の解析でも検討予定」と位置付けられており、現時点は統計解析・データ統合基盤の事例として読むのが正確です。
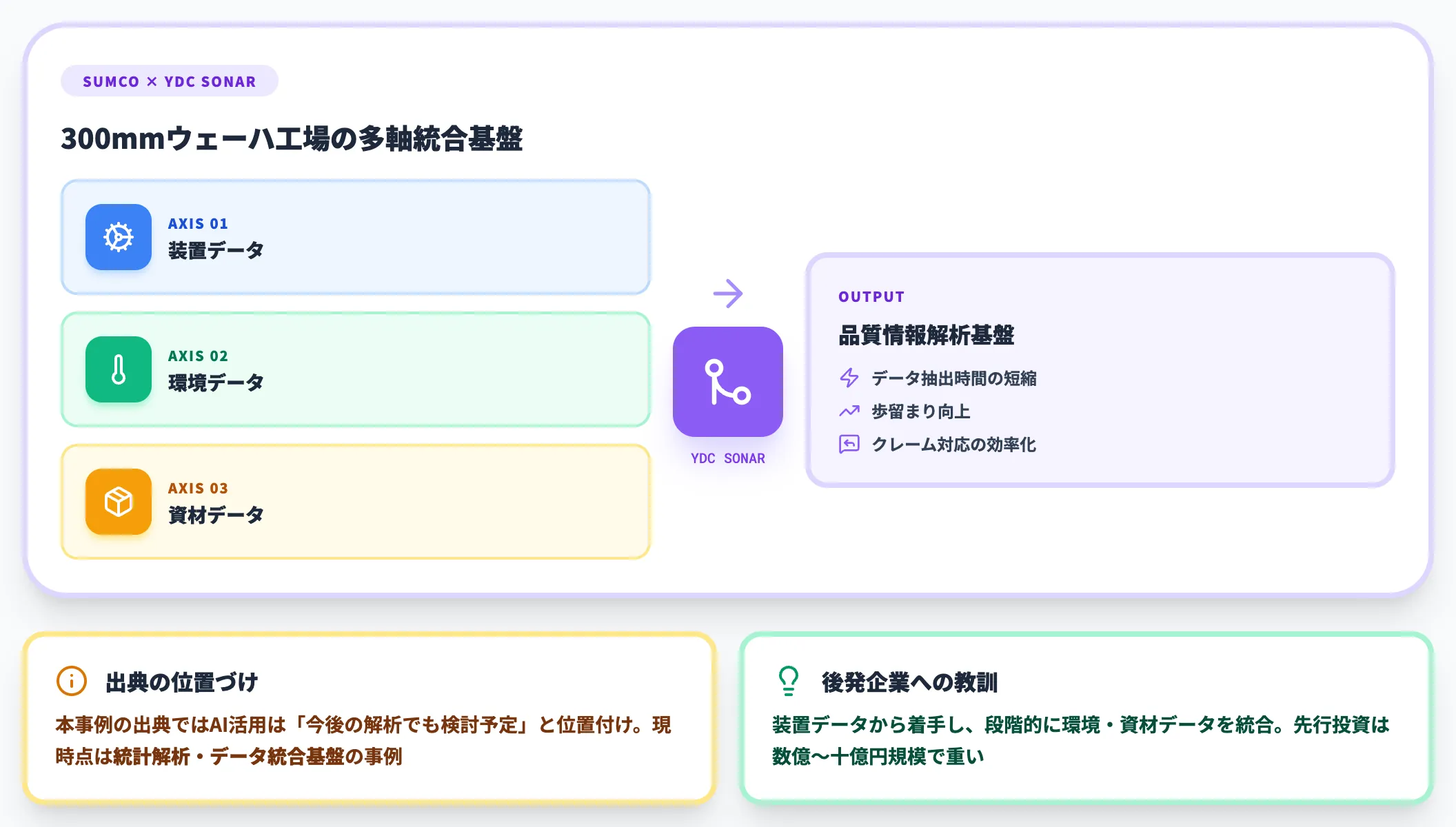
半導体ウェーハ製造の前工程歩留まりは、わずか0.1%の差がウェーハ1枚あたり数千〜数万円のコスト差に直結し、年間で数億円規模に影響する領域です。SUMCOの事例は、装置単体のデータだけでなく、装置・環境・資材を横断した多軸統合データに基づく解析が、従来の品質改善活動では届かなかった精度に到達したことを示しています。AI RCAを乗せる前段として、まずデータ統合基盤を整える順序が、半導体ウェーハや先端電子部品では標準的な打ち手になりつつあります。
支援現場の感覚として、SUMCOのような上位企業が公開するデータ統合事例は、後発企業にとって「自社でも同様の基盤が組めるか」を判断する重要な参照点です。AIで歩留まり改善を進めようとして「データがバラバラで分析にすら入れない」現場は多く、まずデータ統合層を整えることが、後続のAI RCA導入の前提条件になります。
ただし、装置・環境・資材を横断するデータ統合は、製造IT基盤の整備に数億〜十億円規模の先行投資が必要になるケースもあり、中堅以下のメーカーがそのまま再現するのは難しい構成です。後発で進める場合は、最も影響の大きい装置データから着手し、段階的に環境・資材データを統合していくルートが現実的になります。
ものづくり白書2026が示す「取得・活用・効果創出」の3段階ギャップ
2026年版ものづくり白書(2026年5月29日閣議決定)は、国内製造業のAI・デジタル技術活用の現在地を以下のように整理しています。
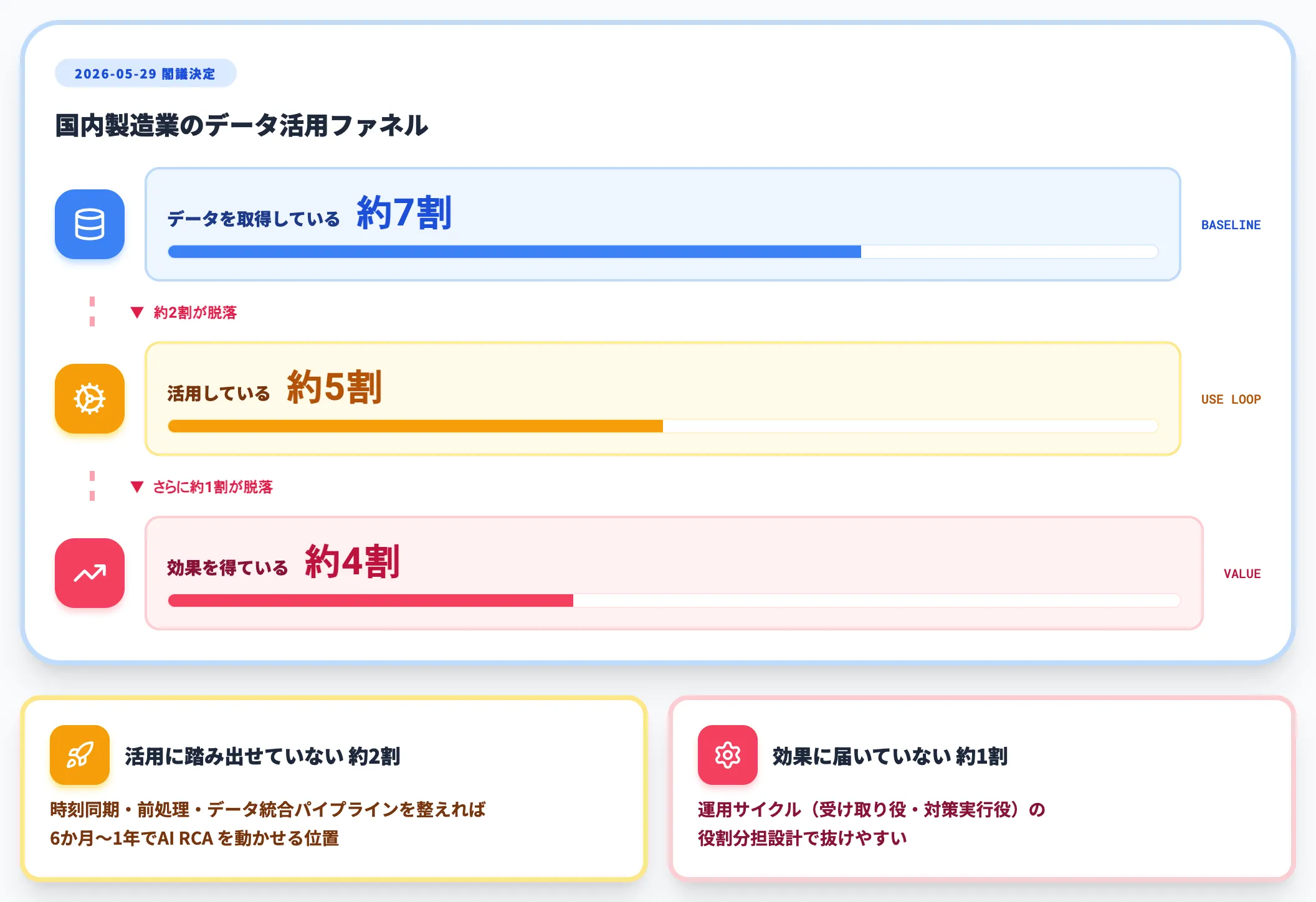
- データを取得している事業者は約7割
- データやデジタル技術を活用している事業者は約5割
- 活用によって効果を得られた事業者は約4割
- 経営層の課題認識が高い企業ほどAI・デジタル技術導入に積極的だが、知識・専門性・人材確保が依然として課題
この数字が示すのは、国内製造業では取得から活用で約2割、活用から効果創出でさらに約1割が低下するという構造です。
取得していて活用に踏み出せていない約2割は、AI導入の前提条件(時刻同期・前処理・データ統合パイプライン)を整えれば、6か月〜1年でAI RCAを動かせる位置にいます。活用はしているが効果に届いていない約1割は、運用サイクル(受け取り役・対策実行役の役割分担)の設計で抜けやすく、本記事の関門章で扱う「オペレーション接続」の論点が直結します。
経営層への投資提案では、自社が「取得・活用・効果創出」のどの段階で止まっているかを先に位置付けると、必要な投資規模と回収シナリオが現実的に組めます。「業界全体がAIに動いているから自社も」という抽象的な動機より、白書の数字を根拠に「自社は活用段階に進む/効果段階に進む」と打ち出す方が、稟議の通りやすさが大きく変わります。
PoCから本番運用へ進める関門とROI
サービスタイプを決めたら、次に待ち構えるのがPoCから本番運用への展開で詰まる4つの関門と、投資判断を支えるROI試算です。
PoCで効果が見えた現場でも、本番運用への移行で頓挫するケースは業界横断で共通したパターンを示します。
つまり、PoCの成功=本番運用の成功ではありません。4つの関門を事前に把握して設計に折り込み、隠れコストまで含めたROIを組み立てることが、PoC費用を本番効果に転換する条件になります。

データ品質——センサー欠損とタイムスタンプずれがAIの学習を壊す
AI RCAの精度は、入力データの質に強く依存します。
支援現場でつまずく典型は、先述の前処理で触れたのと同じ3パターン(センサー欠損・タイムスタンプずれ・単位不統一)ですが、PoC段階では「サンプルデータでは動いたのに、本番データに広げた瞬間に精度が落ちる」現象として現れます。
PoCで使う数か月分のデータでは欠損が偶然少なかったのに、本番データの12か月分に広げたら欠損率が3倍になっていた——というのは現場で頻発します。本番運用への移行前に、最低でも過去12か月分のデータ品質を全件チェックしておくことが、精度劣化の事故を防ぐ最小限の予防策です。
PoCを始める前に、過去1か月分のデータ品質サンプルチェックを1週間でも取っておくと、本格導入時の見積もり精度が一段上がります。データ品質が論点になる段階で投資判断を止めるよりは、サンプル検証の費用(数十万円規模)で全体の見立てを作る方が、結果的にはコスト効率が良くなります。
既存QC体制との接続——4M変更管理がAIの再学習トリガーになる
歩留まり改善AIは、既存のQC体制と接続して動かす必要があります。
特に整合を取らないと運用が破綻するのが、4M変更管理とQC工程表です。4Mのどれかが変わった時点(材料ロット変更・新人作業者の投入・設備更新・治具交換等)で、過去のAI学習データと現状の工程条件がズレます。これを放置すると、4M変更後のデータが「ノイズ」としてAIの学習に混ざり、過去の正常パターンが希釈されていきます。

支援現場で印象的だったのは、設備更新を3回繰り返した1年後、AIの出力精度が初期の半分以下に落ちていた事例。各設備更新時にAIの再学習を回していなかったのが原因で、過去データと現状データが混じり続けていました。
対策は、4M変更管理の仕組みとAIの再学習トリガーをリンクさせる設計です。QMS(品質マネジメントシステム)を運用している現場では、QMSの変更管理機能とAIの再学習をAPIで繋いで自動化できるケースもあります。本番運用設計の段階で、4M変更管理とAI再学習の接続を必ず折り込むこと——これが3年スパンで精度を維持する前提条件です。
オペレーション接続——AIの出力を「誰が動かすか」を事前に決める
AI RCAが「原因の候補」を出した後、誰がそれを受け取り、誰が対策を実行するかが事前に決まっていない現場では、報告書だけが積み上がる状態に陥ります。
PoC時点でAIの出力品質に満足しても、本番運用に乗らない最大の理由がここです。
具体的には、以下の4役割を事前に決めておく必要があります。

- AIの出力を最初に受け取って、現場感覚で評価する人(多くは品質保証の現場リーダー)
- 評価された原因候補に対して、対策案を立てる人(生産技術や保全担当)
- 対策実行の優先度を決める人(製造課長や品証マネージャー)
- 効果検証のための指標と期間を決める人(同上+経営層)
この4役割を決めずに「AIを入れれば現場が動く」と期待すると、せっかくの相関分析結果が定例会議の議事録に埋もれます。
支援現場でうまく回っているのは、AIの出力を毎週月曜の朝会で品証リーダーが評価し、その場で生産技術に対策依頼を回す——という1週間サイクルを最初から決めている現場です。サイクルの単位(週次・月次)と評価責任者を最初に決めるのが定着の鍵になります。
隠れコスト4費目——ライセンス料だけでは見えない費目
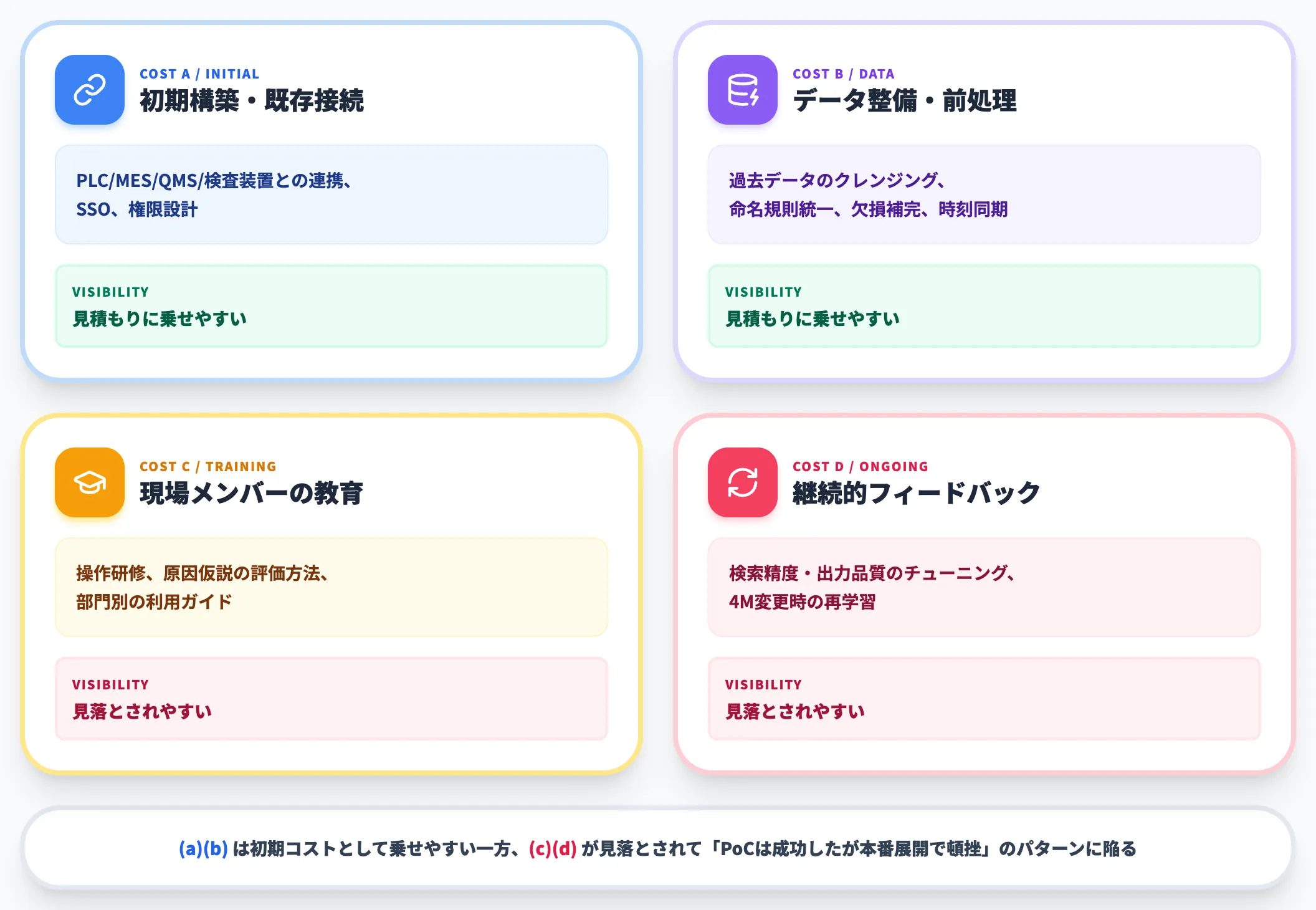
歩留まり改善AIのコストは、ライセンス料だけでは捉えきれません。実際の導入では、以下4つの費目が大きな比重を占めます。
-
(a) 初期構築・既存システム接続
PLC/MES/QMS/検査装置との連携、SSO、権限設計
-
(b) データ整備・前処理
過去データのクレンジング、命名規則統一、欠損補完、時刻同期
-
(c) 現場メンバーの教育
操作研修、原因仮説の評価方法、部門別の利用ガイド
-
(d) 継続的フィードバック
検索精度・出力品質のチューニング、4M変更時の再学習
(a)(b)は初期コストとして見積もりに乗せやすい一方、(c)(d)が見落とされて「PoCは成功したが本番展開で頓挫」のパターンに陥ります。
経営層への投資判断資料は、この4費目を全部見える化したうえでROI試算とセットにするのが鉄則です。製造業のAI導入が失敗する理由とは?よくある失敗例と回避策で扱う失敗パターンも、隠れコストの見積もり漏れがトリガーになっているケースが大半です。
歩留まり1%改善が生む財務インパクトと段階別費用レンジ
ROI試算の組み立て方は、「効果額」と「投資額」を段階別に正味化して並べることが基本です。
効果額は、冒頭で示した中規模製造業モデル(売上100億・原価率70%・材料費比率60%)の場合、歩留まり1%改善で約4,200万円/年。0.5%改善でも2,100万円/年規模になります。
投資額については、AI総研の支援実績と外観検査AIなど隣接領域の案件目安をもとに、段階別レンジを以下の表で整理しました。

| 段階 | 期間 | 初期費用 | 継続費用(年間) |
|---|---|---|---|
| PoC(小規模検証) | 3〜6か月 | 数百万〜1,500万円 | — |
| 本番展開(1ライン) | 6〜12か月 | 1,000万〜5,000万円 | 500万〜1,200万円 |
| 全社展開(複数ライン) | 1〜3年 | 5,000万〜2億円 | 1,500万〜2,500万円 |
PoCに数百万〜1,500万円の幅があるのは、データ整備状況によって前処理工数が大きく変動するためです。
データ品質が良好な現場(DXが進んでいる工場)ならPoCは数百万円規模で済みますが、紙の作業記録が残っている現場では1,500万円規模に膨らみます。本番展開フェーズで500万〜1,200万円の年間運用費が乗るのは、教育・継続フィードバックの費目が主因です。ライセンス料月額数十万円だけで考えていた経営層が、本番展開時に予算を引き上げざるを得ない場面が頻発します。
経営層への投資提案では、「歩留まり0.5%改善で2,100万円/年の効果を目標とし、隠れコスト含む年間運用費1,500万円に対して投資回収期間2年以内」のような、現実的な目標設定で組み立てるのが説得力につながります。「3%改善で1.2億円効果」のような大盛りの試算は、現場の改善担当からの信頼を失う原因になります。
AI外観検査の費用は?実装方式別の相場・PoC・ROIを解説で扱うROIの考え方は、歩留まり改善AIにもそのまま応用可能です。
投資回収の現実的な時間軸
歩留まり改善AIのROIは、短期と中長期で見え方が変わります。
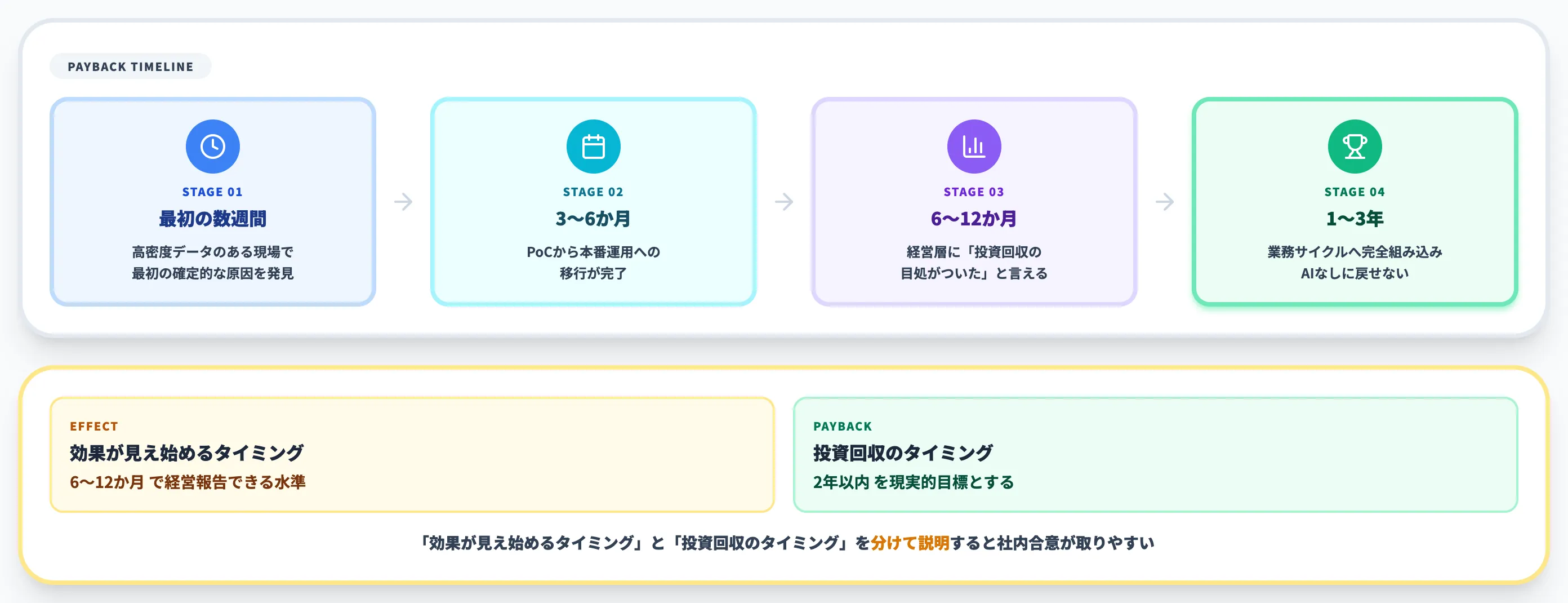
- 最初の数週間: 高密度データがある現場では、最初の確定的な原因が見つかり、対策実行のサイクルが回り始める段階
- 3〜6か月: PoCから本番運用への移行が完了し、安定した改善サイクルが回り始める段階
- 6〜12か月: 経営層に対するROI報告で「投資回収の目処がついた」と言える数値が揃う段階
- 1〜3年: 業務サイクル全体に組み込まれ、AIなしの運用に戻せない状態に到達する段階
「年内に投資回収」のような短期コミットを経営層に求められた場合、現実的には難しいケースが多くなります。
投資判断資料を作る段階で「効果が見え始めるタイミング」と「投資回収のタイミング」を分けて説明すると、社内合意が取りやすくなります。3年スパンで見ると、AIなしの運用に戻せない水準まで業務サイクルが定着するため、初期2年の投資回収だけ見るのは過小評価になります。
始める前のチェックリスト5項目
ここまでの内容を、投資判断の手前で確認すべき5項目に圧縮します。5項目のいずれかが揃っていない段階で本格PoCに進むと、データ整備フェーズで費用が膨らみやすくなります。

-
データの有無と整備状況
過去6か月分の検査記録・設備データ・環境データ・作業記録が、ロット単位で紐づけ可能な状態で保管されているか。Excel管理の場合は1か月分のサンプルで品質チェックを先に実施する
-
システム時刻同期の状態
PLC・MES・検査装置のシステム時刻がNTPで秒単位同期されているか。10秒以上ずれていればデータ統合時の前処理工数が膨らむ
-
対象工程の選定
量産が継続している工程か、試作・少量多品種の工程か。AI RCAが効くのは前者で、後者は別の打ち手(手順AI・エッジAI)が現実的
-
評価責任者と運用サイクルの決定
AIの出力を受け取る品証リーダー・対策案を立てる生産技術・実行優先度を決める製造課長の役割分担が決まっているか。週次か月次かの評価サイクルも事前に確定しておく
-
ROI仮説の現実性
歩留まり0.5%〜1%改善で計算した効果額と、初期1,000万〜5,000万・年間運用500万〜2,500万の隠れコストを差し引いた投資回収期間が、社内の投資基準(多くは2〜3年)に収まる仮説か
このチェックリストの5項目が揃っていれば、PoCの設計に進む準備は整っています。
逆に揃っていない項目があるなら、本格PoCより先にデータ整備や工程の安定化に予算を振り向ける——これが、長い目で見て投資効率を最も大きく変える順番です。
つまり、AI導入は「準備が整った現場で打つ一手」であって、「準備が足りない現場を変える魔法」ではありません。
歩留まり改善を業務基盤に組み込む
歩留まり改善AIは、PoCで終わらせず本番運用に乗せて初めて投資が回収されます。
そのために必要なのは、単発のツール導入ではなく、工程データ統合・原因特定・対応指示・記録のサイクルを業務基盤として組み込む設計です。
AI総合研究所が提供するAI Agent Hub(製造業向け)では、リアルタイム分析Agent・設備保全Agent・設計変更Agentなど、歩留まり改善の各工程に組み込めるエージェント群を提供しています。工程データ統合・原因特定・対応指示・記録の業務サイクル全体を、PoC段階から本番運用まで支援する設計です。
歩留まり改善を「単発のAIツール導入」で終わらせず、業務基盤として定着させる第一歩として活用ください。
歩留まり改善を業務基盤に組み込む

工程データ統合×AI原因分析を業務サイクルに定着させる
AI Agent Hub(製造業向け)では、リアルタイム分析Agent・設備保全Agent・設計変更Agentなど、歩留まり改善の各工程に組み込めるエージェント群を提供しています。PoC段階から本番運用まで、工程ロスの可視化・原因特定・対応指示の業務サイクル全体を支援します。
まとめ
本記事では、歩留まり改善をAIで進める実務手順を、5ステップの全体像・指標と工程データ・工程ロス特定・AI原因分析・効く現場の見極め・主要サービス類型・国内事例・PoC関門とROIの観点から、2026年6月時点の最新情報を踏まえて解説しました。要点を改めて整理します。
-
歩留まり改善AIの実務フローは「データ統合→工程ロス特定→AI原因分析→対策実行→効果検証」の5ステップ。順序を飛ばすと投資が回らない
-
AI分析の精度を決めるのは指標体系より「4データソース統合×秒単位の時刻同期」の組み合わせ。前処理工数を当初想定の2〜3倍見込む現場が多い
-
4M×Paretoだけでは複合条件の不良が見えない。検査・設備・環境・作業の4データソース統合とAIによる相関探索の併用が現実解
-
AI原因分析(RCA)は熟練エンジニアの手作業中心だった分析・可視化・準備を大きく短縮できる(Intel・Spotfire 2025-11事例)。古典FTA・なぜなぜ分析を置き換えるのではなく、補完して併用するのが定着パターン
-
AIが効くのはデータ整備済み×プロセス産業寄り×継続的な工程の3条件。組立・手作業比率の高い現場は外観検査AI・作業手順AIなど別の打ち手から入るのが現実的
-
サービス類型は工程データ統合×RCA(Spotfire・Lumada・ICX)・特化系(dotData・Intel IT内製事例)・検査画像連携系・AIエージェント系の4類型。自社の現場タイプに合うものから選ぶ
-
国内事例は横河電機×ENEOSマテリアル(CO2 40%削減・1年自律運転)・横河電機×JSR(35日自律制御)・SUMCO(YDC SONARによる多軸データ統合・解析基盤)が代表的。ものづくり白書2026は「取得約7割/活用約5割/効果創出約4割」と3段階のギャップを示している
-
歩留まり1%改善は中規模製造業で年間約4,200万円規模の効果。一方で隠れコスト4費目(初期構築・データ整備・教育・継続フィードバック)を段階別に見積もる必要があり、効果の見え始めは6〜12か月、投資回収は2年以内を目安に個別試算する
-
本格PoC前にデータ有無・時刻同期・対象工程・評価責任者・ROI仮説の5項目をチェック。揃っていない項目があるなら、データ整備や工程の安定化を先に予算化する方が結果的に投資効率が良い
歩留まりは、製造業の現場で長年「測ってるのに動かない」指標の代表格でした。2026年に入り、AI原因分析の現実化と国内事例の蓄積により、ようやく「現場が動かせる指標」に変わりつつあります。
最初の一歩としては、過去6か月分の検査記録と設備データを1ロット分結合してみるところから始めるのが、投資判断より先に自社の現在地を確かめる現実的なスタートラインになります。