この記事のポイント
 設備保全はJISを下敷きに、実務ではBM・PM・PdM・CM・MPの5分類で整理されることが多く、AI活用の入口はPdM(状態監視・予知保全)
設備保全はJISを下敷きに、実務ではBM・PM・PdM・CM・MPの5分類で整理されることが多く、AI活用の入口はPdM(状態監視・予知保全)- 人手不足と熟練技術者の高齢化は2026年時点の構造的な制約。AIは単なる効率化ではなく技能継承の基盤として位置づけるべき
- 大阪ガスはImpulseで最長1週間前の予兆検知、横河電機×ENEOSマテリアルはFKDPPで蒸気・CO2を40%削減する自律制御を実現
- PoCは数百万円〜1,000万円、本番導入は1,000万〜3,000万円台が目安。ものづくり補助金や省エネ補助金の活用で初期投資を抑えられる
- 重要度の高い基幹設備から段階的にAI化し、CMMSと連携させて保全業務そのものを自動化する設計が現実解

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
設備保全とは、工場や製造設備を常に正常な状態で稼働させるために点検・修理・部品交換などを計画的かつ体系的に行う一連の活動です。
人手不足と熟練技術者の高齢化が進む2026年現在、従来の予防保全だけでは抱えきれなくなった保全業務を、IoTとAIで省力化・高度化する動きが製造業全体で加速しています。
本記事では、設備保全の定義・5分類(BM/PM/PdM/CM/MP)・課題・AI活用領域・導入事例・費用相場までを、2026年4月時点の最新情報で体系的に解説します。
目次
事後保全(BM:Breakdown Maintenance)
予防保全(PM:Preventive Maintenance)
予知保全(PdM:Predictive Maintenance)
改良保全(CM:Corrective Maintenance)
保全予防(MP:Maintenance Prevention)
横河電機 × ENEOSマテリアル FKDPP(強化学習AI)
設備保全とは?製造業における役割と全体像
設備保全とは、工場や生産現場の設備を常に正常な状態に保ち、突発的な故障や性能低下を防ぐための点検・修理・部品交換・改善活動の総称です。製造業では長年「設備が止まらないこと」が競争力の基盤であり、その中核を担う活動として位置づけられています。
このセクションでは、設備保全の基本的な定義と、類似概念である保守・メンテナンスとの違い、そして設備保全が果たす役割を整理します。

設備保全の基本的な定義
設備保全は、設備のライフサイクル全体にわたって信頼性・可用性・安全性・経済性を確保するための体系的な活動です。単なる「壊れた設備の修理」ではなく、稼働中の点検、異常の早期発見、計画的な部品交換、改善提案までを含む広範な業務を指します。
JIS Z 8115(ディペンダビリティ用語)では、設備保全を「事後保全」と「予防保全」に大別し、予防保全をさらに「時間計画保全」と「状態監視保全」に細分化しています。実務の現場ではこれを下敷きにしつつ、事後保全・予防保全・予知保全・改良保全・保全予防の5分類で語られることが一般的です。
設備保全と保守・メンテナンスの違い
設備保全・保守・メンテナンスは現場で混在しやすい用語ですが、それぞれ少しずつ守備範囲が異なります。以下の表で整理しました。

| 用語 | 主な対象 | 活動範囲 | ニュアンス |
|---|---|---|---|
| 設備保全 | 生産設備全般 | 点検・修理・改善・設計フィードバックまで含む | 体系的・計画的な保全活動 |
| 保守 | 設備・インフラ全般 | 点検・軽微な修理中心 | 日常的な維持管理 |
| メンテナンス | 設備・機器 | 清掃・給油・部品交換 | 現場作業の総称 |
設備保全はもっとも広い概念であり、保守やメンテナンスはその活動の一部として位置づけられます。製造業の現場では、保守を主に日常点検や応急対応、メンテナンスを清掃・給油などの具体作業、設備保全を計画策定から改善までを含む総合的な管理活動と使い分ける企業が多いです。
設備保全が果たす4つの役割
設備保全の役割は「設備を直す」ことに留まりません。以下の4つの機能を組み合わせることで、生産性と安全性を両立させます。
- 生産性の維持
突発停止を減らし、計画された生産リードタイムを守ります。特に流れ作業や連続プロセスでは1箇所の停止が全体のスループットを決定するため、設備保全の巧拙が生産計画の実現度に直結します。
- 品質の安定
設備の劣化は寸法ばらつきや不良率の上昇として現れます。定期的な調整・校正は品質を一定に保つ上でも欠かせません。
- 安全性の確保
設備の異常は現場作業者の安全に直結します。保全による異常の早期発見は、労働災害の抑制そのものです。
- ライフサイクルコストの最適化
一次故障を放置すれば隣接部品まで破損する連鎖故障を招き、修理費が増大します。予防的なメンテナンスの積み重ねがトータルコストを下げる最大要因です。

設備保全が抱える3つの構造的課題
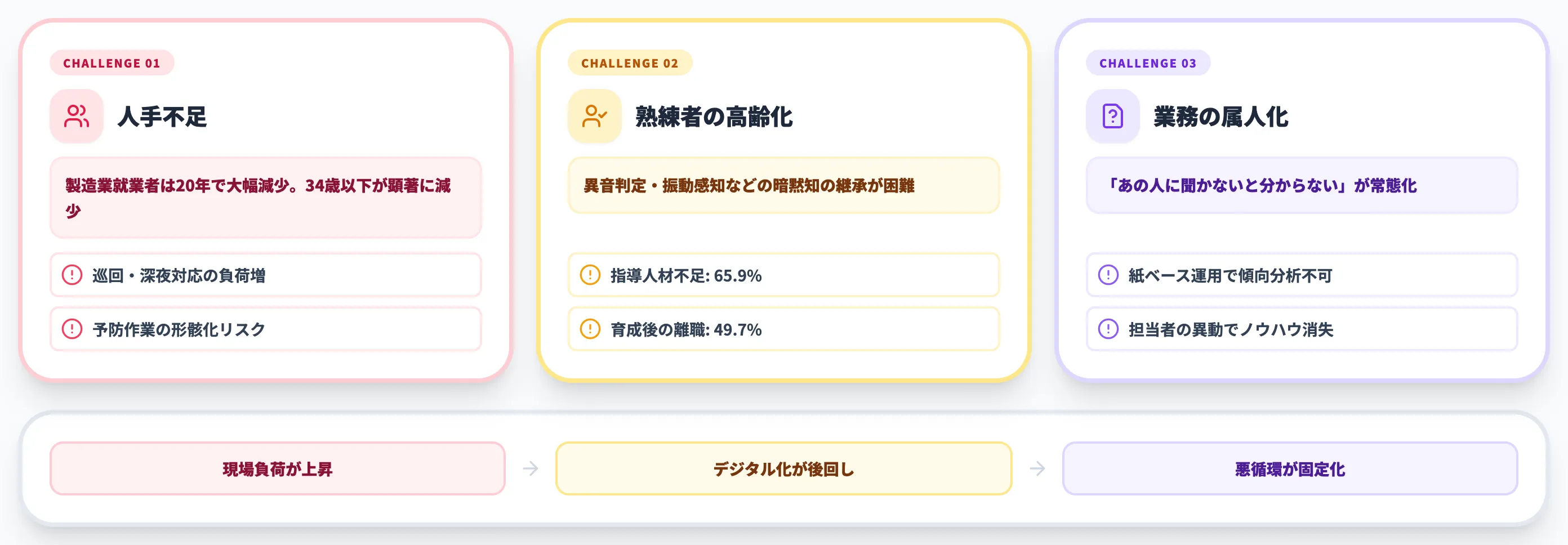
設備保全は2026年時点で、従来の運用のままでは立ち行かない構造的な課題に直面しています。人手不足・熟練技術者の高齢化・業務の属人化が相互に絡み合い、現場の負荷を押し上げています。
このセクションでは、2025年版ものづくり白書などの公的データと現場実態をもとに、設備保全の構造課題を3つに整理します。
人手不足と若年層の減少
経済産業省の2025年版ものづくり白書は、製造業の就業者数が過去20年で大きく減少し、34歳以下の若年就業者が顕著に減る一方、65歳以上の高齢就業者の比率はほぼ倍近い水準まで大きく上昇していると指摘しています。保全業務は現場経験が重要であるため、若年層の減少がダイレクトに保全体制の弱体化につながっています。
設備点検は巡回や深夜帯の対応も多く、少人数運用では1人あたりの負荷が急速に高まります。中小製造業では「保全担当が通常業務を捌くので精一杯」という声が増えており、定期点検や予防作業が形骸化するリスクが指摘されています。
熟練技術者の高齢化と技能継承
熟練技術者が長年培ってきた「異音を聞き分ける」「振動の微細変化から故障兆候を見抜く」といった暗黙知は、マニュアル化が難しい領域です。2025年版ものづくり白書では、指導的人材の不足(65.9%)、育成後の離職(49.7%)、育成時間の確保困難(46.0%)が人材育成の課題として挙げられています。

熟練者が退職すると、同じ設備を見ても「いつもと違う」が分からなくなり、異常の初動対応が遅れます。技能継承をどう仕組み化するかは、単なるナレッジマネジメントを超えて、保全品質そのものを左右する論点になっています。
業務の属人化とマニュアル不足
「あの人に聞かないと分からない」が常態化している現場では、担当者の異動・退職・休職が即座にトラブル対応能力の低下につながります。さらに、点検記録が紙ベースで運用されている現場も多く、過去データを活用した傾向分析ができないケースが残っています。
属人化を解消するには、点検データのデジタル化、作業手順書の統一、CMMS(保全管理システム)への移行などを段階的に進める必要があります。ただし、現場が忙しいほどデジタル化の優先順位は下がりやすく、「ツール導入が進まないまま現場負荷だけが上がる」という悪循環に陥りやすい構造です。
設備保全の5分類(BM・PM・PdM・CM・MP)
設備保全は、故障への対応タイミングや目的に応じて5つの方式に分類できます。実務では用途別に複数の方式を組み合わせて運用します。
このセクションでは、5分類それぞれの特徴と適用対象、AI活用余地を整理します。関連する下位記事として予知保全AI・予防保全・CBM(状態基準保全)の各記事も用意しています。

以下の表で5分類の要点を整理しました。各方式の詳細は後続のH3で解説します。
| 分類 | 略号 | タイミング | 主な対象設備 | AI活用余地 |
|---|---|---|---|---|
| 事後保全 | BM | 故障発生後 | 代替設備がある補機類 | 故障原因分析・再発防止 |
| 予防保全 | PM | 時間基準で定期実施 | ライン基幹設備 | 点検作業の効率化 |
| 予知保全 | PdM | 状態に応じて実施 | 高価値・重要設備 | 異常検知・故障予測(本命) |
| 改良保全 | CM | 故障を起点に改善 | 繰り返し故障する設備 | 故障データ分析 |
| 保全予防 | MP | 設計段階で検討 | 新規導入設備 | 類似設備の保全データ活用 |
5分類は排他的ではなく、1つの工場で複数方式を重ね合わせて運用します。例えば基幹設備はPdM(予知保全)で常時監視し、補機類はBM(事後保全)で割り切り、設計段階ではMP(保全予防)で将来の保全性を織り込む、という組み合わせが典型です。
事後保全(BM:Breakdown Maintenance)
事後保全は、設備が故障した後に修理を行う方式です。故障するまでは運転を続けるため、設備導入コストを最大限活用できる一方、故障時には生産が止まるリスクを受け入れる必要があります。
代替設備があるラインや、停止しても即座には生産に影響しない補機類に向いています。ランプ交換、非重要センサーの更新、消耗品の都度交換などが代表例です。AI活用の余地は限定的ですが、故障後の原因分析や再発防止のデータ蓄積には、異常検知ログやAIベースの根本原因分析が有効です。
予防保全(PM:Preventive Maintenance)
予防保全は、故障する前に計画的に点検・部品交換・オーバーホールを行う方式です。実務ではさらに時間基準保全(TBM)と状態基準保全(CBM)に細分化され、前者は稼働時間や経過日数を基準に、後者は設備の状態データを基準にメンテナンスします。
ライン基幹設備、重要装置、定期オーバーホールが必要な大型設備に適用されます。AIは点検作業の効率化や、作業指示書の自動生成、過去データからのメンテ時期最適化に活用できます。
予知保全(PdM:Predictive Maintenance)
予知保全は、設備の振動・温度・電流・音響などのセンサーデータをリアルタイムに分析し、故障の予兆を捉えた時点でメンテナンスを実施する方式です。CBMをさらに高度化した概念として位置づけられ、AI活用の本命領域とされています。

高価値の基幹設備、ダウンタイムのコストが大きい連続プロセス、故障が品質に直結する精密加工設備で特に有効です。AIが検知した予兆にもとづき、交換部品の発注や作業スケジューリングまで自動化する動きが広がっています。
改良保全(CM:Corrective Maintenance)
改良保全は、繰り返し発生する故障や、保全性の低い設備の構造・材質を改善し、根本的に故障を起こしにくくする方式です。一度の修理で終わらせず、設計や運用にフィードバックして「同じ故障を二度と発生させない」ことを狙います。
チョコ停が多発する搬送装置、同じ部品の故障が多い油圧系統など、繰り返し故障が経営課題になっているケースで効果を発揮します。AIは故障履歴の分析、類似事例の抽出、部品ごとの寿命予測などで改良のヒントを提供します。
保全予防(MP:Maintenance Prevention)
保全予防は、設備の設計段階で「そもそも故障しない」「保全しやすい」構造を検討する上流活動です。新規設備の導入時や既存設備の更新時に、信頼性設計・冗長構成・点検性の高い配置などを織り込みます。
現場の保全性を根本から変える活動であるため、効果が現れるまで時間はかかりますが、ライフサイクルコスト全体では最も大きな影響を持ちます。AIは類似設備の保全データから「故障しやすいポイント」を抽出し、新規設計にフィードバックする形で活用できます。
設備保全×AIの主要活用領域
設備保全へのAI活用は「予知保全」だけではありません。予防保全の業務効率化、熟練技術者の技能継承、保全業務全体の自動化まで、活用余地は多層的です。
このセクションでは、設備保全体系の中でAIが貢献できる4つの領域を整理します。

予知保全・異常検知の自動化
最も代表的な活用領域が予知保全・異常検知です。IoTセンサーから収集した振動・温度・電流・音響などの時系列データに対して、機械学習・ディープラーニングで異常パターンを学習させ、故障の予兆を自動検知します。
オートエンコーダやIsolation Forestのような異常検知アルゴリズム、LSTMやTransformerを使った時系列予測、CNNを使った画像・スペクトログラム解析などが用途に応じて組み合わされます。具体的な手法は異常検知AIとは?製造業の設備監視・品質管理での活用法で詳述しています。
予防保全の業務効率化
予知保全ほど派手ではありませんが、従来のTBM(時間基準保全)を続けている現場でもAIは役立ちます。過去の点検記録・部品交換履歴・故障データから、点検周期の最適化、必要部品の需要予測、作業指示書の自動生成などを行えます。
特に、紙ベースの点検記録をOCRでデジタル化し、AIで傾向分析できる状態にするだけでも、保全計画の精度は大きく上がります。「AIを入れるほどではない」と思われがちな現場でも、改善余地は小さくありません。
熟練技術者の技能継承
ベテランの異音判定、振動の感覚的な異常認識、目視による劣化判断といった暗黙知は、AIの学習データとして形式知化できます。異音検知AIや外観検査AIは、熟練者の判断基準を学習し、若手や夜間運転時にも同等の品質で異常を判定できる仕組みを提供します。
技能継承は「引き継ぎドキュメントを書く」から「AIが判断基準を学習し続ける」に形を変えつつあります。2025年版ものづくり白書でも、熟練人材の技能継承は製造業全体の重要課題として取り上げられており、デジタル技術を活用した形式知化の取り組みが各社で進みつつあります。
保全業務全体のAIエージェント化
個別のAI機能に留めず、保全業務フロー全体をAIエージェントに任せる動きが2026年に広がっています。異常検知→原因候補の絞り込み→作業指示書の作成→部品発注→スケジュール調整までを、AIが一気通貫で進める構成です。

製造業のAIエージェント活用では、設備保全の自動化を含む製造業AIエージェントの具体像を解説しています。単発の異常検知から、CMMSやERPまで接続した保全業務基盤化への流れが、中核的な方向性として注目されています。
AIを活用した設備保全の導入事例
設備保全AIの現在地を、一次情報で裏付けできる3つの事例で見ていきます。業界・設備種別・AI手法が異なるため、自社にどれが近いかを見極める材料になります。
このセクションでは、公開情報にもとづく3社の事例を紹介します。

大阪ガス × ブレインズテクノロジー「Impulse」
大阪ガス株式会社は、設備機器に取り付けられたセンサーデータの分析に、ブレインズテクノロジーのAI異常検知ソリューション「Impulse」を2017年6月に導入しました。蓄積されたセンサーデータが人手での分析では捌けない量になり、予知ロジックの開発・現場導入・業務改革をスピード感をもって進めるための基盤として選定されたと公表されています。

約2ヶ月間のPoCで、稼働中の設備センサーデータを用いて過去の異常よりも前に予兆を検知できるかを検証した結果、誤検知を抑えつつ最長で1週間前に予兆を検知できたと報告されています。Impulseの標準機能のみで分析が完結するため分析作業時間も短縮できた点が成果として挙げられており、ガス・エネルギー分野のプラント保全における異常予兆検知の代表事例となっています。
横河電機 × ENEOSマテリアル FKDPP(強化学習AI)
横河電機株式会社とENEOSマテリアルは、2023年3月に強化学習AI「FKDPP」を化学プラントの蒸留塔の直接制御に正式採用したと発表しています。約1年間の自律運転に成功したとされ、プラントを強化学習AIで直接制御する事例としては世界初と公表されています。
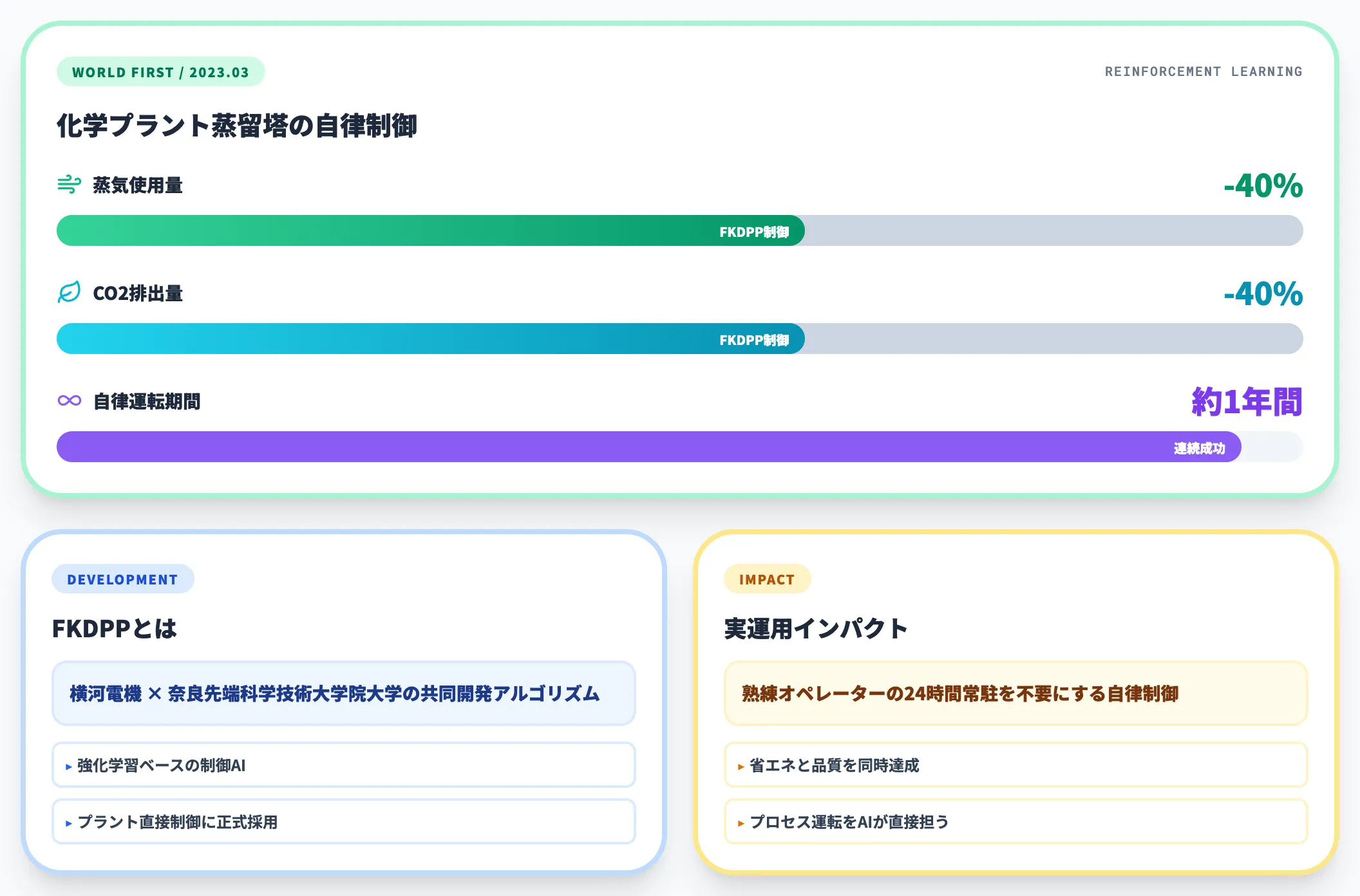
FKDPPは横河電機と奈良先端科学技術大学院大学が共同開発したアルゴリズムで、手動制御と比較して蒸気使用量とCO2排出量を40%削減できたと試算されています。熟練オペレーターの24時間常駐を不要にする自律制御の事例であり、設備保全・プロセス運転の一部をAIが直接担う方向性を示すケースです。
ナブテスコ「CMFS」×ブレインズテクノロジー Impulse
ナブテスコ株式会社は、風力発電機のヨー旋回部の状態監視機器「CMFS(Condition Monitoring and Failure avoidance System)」を開発し、そのデータ分析基盤としてImpulseを採用しました。風力発電機の故障回避と延命化を目的に、リアルタイムで負荷分布を可視化し、過去の異常履歴を詳細に追跡できる仕組みを構築しています。
Impulseを組み込むことで、着想から短期間で製品化まで到達し、新規事業の立ち上げにつなげたと公表されています。風力発電機のように保守アクセスが難しい設備で、状態監視とAIを組み合わせる典型例として参考になります。
事例から読み取れる共通パターン
3事例を俯瞰すると、設備保全AIの導入が機能する条件が見えてきます。
- データが蓄積されている設備から始める
センサーデータの履歴が十分ないとAIは学習できません。まずIoTとデータ基盤を整え、その後にAI活用を重ねる順序が現実的です。
- PoCは短く具体的に
大阪ガスの2ヶ月PoCのように、検証目標を絞って成果物を明確にするのが成功パターンです。PoC段階で「誤検知率」「予兆検知の先行時間」など定量指標を決めておきます。
- 既存ツールの標準機能を活用する
Impulse・FKDPPのように、独自開発よりパッケージ製品のカスタマイズの方が立ち上げが速くなるケースが多いです。自社開発は汎用モデルでは解けない領域に絞ります。
設備保全AIの導入5ステップ
設備保全AIの導入は、いきなり全設備を対象にするのではなく、段階的に進めるのが鉄則です。この章では、一般的な進め方を5ステップで整理します。
このセクションでは、現実的に成果に結びつきやすい進め方を解説します。より汎用的な製造業AI導入の流れは製造業のAI導入を成功させる5つのステップを、PoCの進め方は製造業のAI PoCの進め方を参照してください。

ステップ1:対象設備のランク付け
まず設備をA・B・Cランクに整理します。Aランクは止まると致命的な基幹設備、Bランクは止まると生産計画に影響する重要設備、Cランクは代替手段がある補機類です。AI化の優先度はA・Bランクに集中させ、Cランクは事後保全のままで割り切るのが通例です。
ランク付けはMTBF(平均故障間隔)、MTTR(平均修理時間)、ダウンタイムあたりの損失金額、代替手段の有無などを軸に判断します。
ステップ2:保全データの棚卸し
次に、対象設備から取得可能なデータを棚卸しします。振動・温度・電流・音響・圧力などのセンサー値、PLCの稼働ログ、点検記録、故障履歴、部品交換履歴などが対象です。紙運用の記録があればデジタル化の計画も併せて立てます。
データ棚卸しの段階で、IoTインフラの整備が必要かどうかも判断します。詳細な進め方は製造業IoT×AI活用事例で解説しています。
ステップ3:PoCで精度と効果を検証
AIモデルの選定とPoCを実施します。期間は2〜3ヶ月、対象は1〜2設備に絞り、定量指標(誤検知率・予兆検知の先行時間・導入効果)を明確にします。大阪ガスのように既存パッケージの標準機能から試すのが、立ち上げを速くするコツです。
PoCで成果が出なかった場合は、データ量・品質・モデル選定・運用設計のどこに原因があるかを切り分け、次の打ち手につなげます。PoCは「成功する前提」ではなく、「早く失敗して学ぶ場」として設計すべきです。
ステップ4:本番環境への展開
PoCで成果が出た設備について、本番展開を進めます。24時間監視体制、アラート設計、保全管理システム(CMMS)との連携、作業指示書の自動生成など、運用フローに組み込む作業が中心になります。単にモデルを本番環境に移すだけでなく、保全担当者の業務フローに馴染む設計が成否を分けます。
ステップ5:水平展開と定着化
1ラインで成果が出た後、同型設備・類似工程への水平展開を進めます。この段階では、モデルの再学習、運用手順の標準化、社内への知見展開、PDCAサイクルの定着化が課題になります。
水平展開が軌道に乗れば、個別の異常検知から「保全業務全体のAIエージェント化」に踏み込む段階です。
設備保全AIの費用相場と補助金活用
設備保全AIの導入費用は、PoCから本番運用までの各フェーズで積み上がります。このセクションでは、2026年4月時点の一般的な費用感と、活用可能な補助金制度を整理します。
費用は対象設備・データ量・AIモデルの複雑さ・インテグレーション範囲に大きく依存するため、ここでは代表的なレンジとして提示します。

費用の積み上げイメージ
設備保全AIの費用は、初期導入フェーズと運用フェーズで分けて考えると見通しが立ちやすくなります。
| フェーズ | 主な内訳 | 費用レンジ(目安) |
|---|---|---|
| PoC | データ整備・AIモデル構築・検証 | 300万〜1,000万円 |
| 本番導入 | モデル本番化・システム連携・IoT基盤整備 | 1,000万〜3,000万円 |
| 年間運用 | AIライセンス・クラウド利用料・運用支援・再学習 | 400万〜1,300万円 |
これらは典型的な製造業案件を前提とした目安であり、既存IoT基盤の有無や対象設備数で上下します。PoCは既存パッケージを活用すれば300万円程度から、独自開発が必要な場合は1,000万円規模まで広がります。本番導入はシステム連携範囲で大きく変動するため、段階的に規模を決めるアプローチが現実的です。
活用できる補助金制度
2026年度時点で、設備保全AIの導入に活用できる主要な補助金制度は以下の通りです。
| 制度 | 対象領域 | 特徴 |
|---|---|---|
| 省エネルギー投資促進支援事業費補助金 | 省エネ設備・関連IoT投資 | 2026年3月30日〜1次公募受付開始。申請区分により上限額が異なるため公募要領で要確認 |
| ものづくり補助金 | 設備投資・新製品開発 | 中小企業の設備更新とIT投資に活用可(第23次公募要領が2026年2月に公開) |
| スマート保安実証支援事業 | 電気・高圧ガスのスマート保安 | 経済産業省のアクションプラン関連(令和8年度募集要領が2026年3月に公開) |
補助金はいずれも公募期間が限定されており、採択を前提に投資計画を組むと事業スピードが落ちるリスクがあります。補助金があれば投資規模を拡大できる、というくらいの位置づけで捉え、本命の投資は自己資金で進められる計画にしておくのが堅実です。
ROIの考え方
設備保全AIのROIは、削減できる突発停止コストから算定するのが基本です。たとえば、突発停止1回あたりの損失を500万円(機会損失+復旧費用)と見積もり、年間2回分の突発停止を予防できたと仮定すると、年間1,000万円の効果になります。初期投資900万円に対してほぼ初年度で回収できる計算です。

実運用では、突発停止回避だけでなく、点検作業の効率化、熟練技術者の負担軽減、安全事故の回避なども効果に加算されます。ROIの試算は「主要効果 + 副次効果」の2段構えで作るのがおすすめです。
設備保全AIが向いている場面 vs 向かない場面
設備保全AIは万能ではありません。向いている場面と向かない場面を見極めることで、投資対効果を最大化できます。
このセクションでは、導入判断で詰まりやすい論点を、場面別の特徴として整理します。
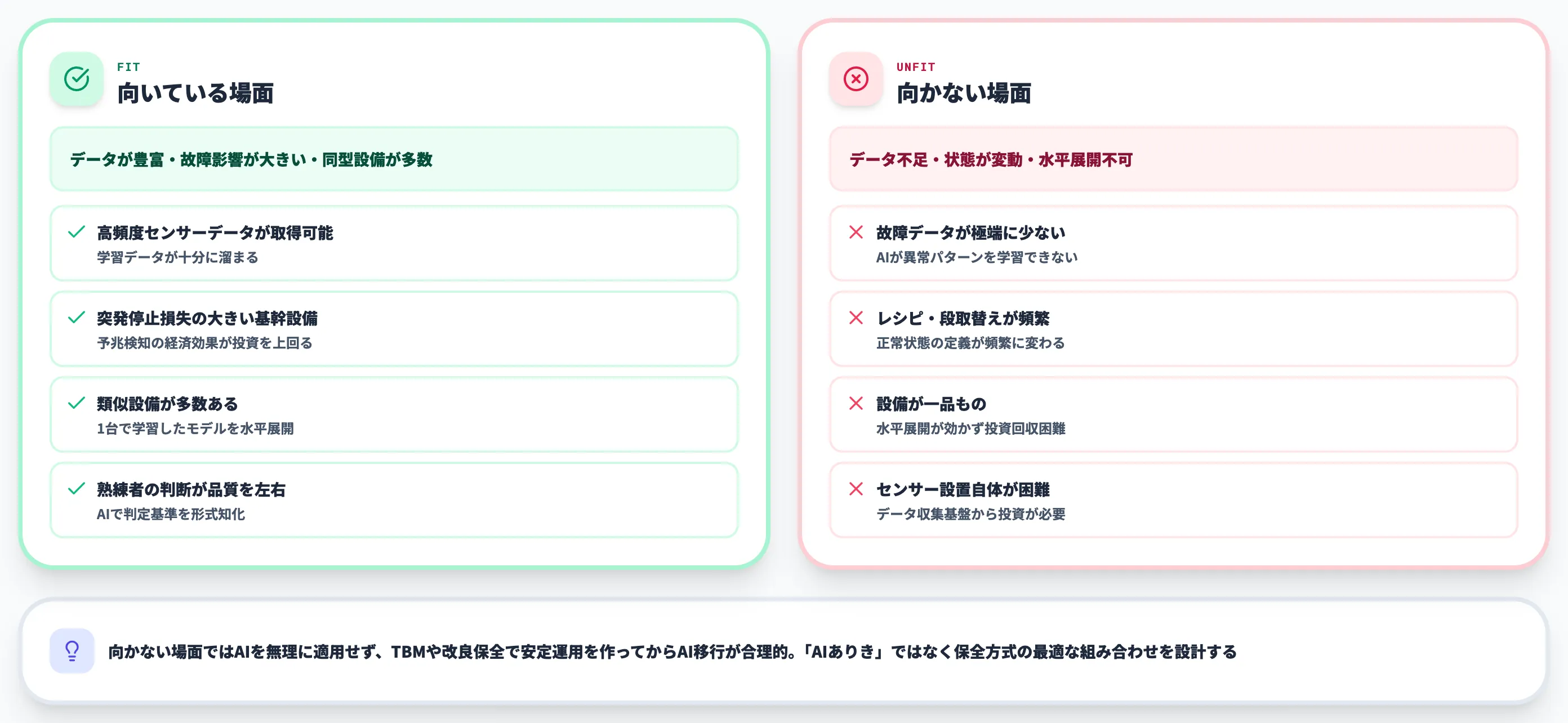
向いている場面
AIが効果を発揮しやすい場面は、データが豊富で、故障の影響が大きく、同型設備が多数存在するケースです。
| 条件 | 理由 |
|---|---|
| 高頻度でセンサーデータが取得できる | AIの学習に十分なデータが溜まる |
| 突発停止の損失が大きい基幹設備 | 予兆検知の経済効果が投資を上回る |
| 類似設備が多数ある | 1台で学習したモデルを水平展開できる |
| 熟練技術者の判断が品質を左右する | AIで判定基準を形式知化しやすい |
これらの条件が重なる工場は、設備保全AIの投資対効果が見えやすい環境にあります。大阪ガスや横河電機×ENEOSマテリアルの事例も、いずれもセンサーデータが豊富で、故障・異常の影響が大きいプラント設備である点が共通しています。
向かない場面
逆に、以下のような場面では設備保全AIの効果が出にくい傾向があります。
| 条件 | 理由 |
|---|---|
| 故障データが極端に少ない | AIが異常パターンを学習できない |
| レシピ・段取替えが頻繁 | 正常状態の定義が頻繁に変わる |
| 設備が一品もの | 水平展開が効かず投資回収が難しい |
| センサー設置自体が困難 | データ収集基盤から投資が必要 |
これらのケースでは、AIを無理に適用するより、まずTBM(時間基準保全)や改良保全で安定運用を作り、データが蓄積してからAIへ移行する方が合理的です。AIありきではなく、保全方式の最適な組み合わせを考える視点が重要になります。
導入判断で詰まる論点
実際の検討では、向き・不向きが白黒で分かれないケースも多く、以下の3点で判断が詰まりがちです。
- データ量が中途半端なとき
センサーデータは取れるが1年分しかない、というケースです。この場合は、転移学習や類似設備のデータを組み合わせることで立ち上げられる可能性があります。
- PoCの成果評価が曖昧なとき
「精度は出たが、本番運用の価値が見えない」というパターンです。PoC設計時に「誤検知率」「見逃し率」「現場が実際にアクションを取れるか」の3点を合意しておくと判断が速くなります。
- 投資判断者が保全現場と離れているとき
経営層とのROI説明で詰まるケースです。突発停止1回の損失金額、現場の巡回工数、熟練者の不足見込みなど、現場の定量データを用意しておくと説得力が増します。
技能継承と保全業務の自動化を同時に進めるなら
BM・PM・PdM・CM・MPのどの分類から見ても、2026年の設備保全の難所は「熟練者に依存してきた判断をどう形式知化するか」と「検知後の業務フローを誰がどう回すか」の2点に集約されます。どちらか一方だけ手を付けても、人手不足は年を追うごとに保全品質を削っていきます。
このレイヤーを担うのが、熟練保全員の点検基準や診断フローをAIエージェント側に寄せながら、CMMS・ERP・IoTプラットフォームと接続した保全業務フローを自律実行するエンタープライズAIエージェント基盤です。AI総合研究所の AI Agent Hub は、設備のランク付け→PoC→水平展開という段階設計に合わせて、機能を積み上げて導入できます。
- 熟練者の判断基準を形式知化し、夜間・若手運用でも同品質に(フロー判定Agent)
- 点検記録・部品台帳への書き戻しをAIエージェントで自動化(AI-OCR Agent・自動入力Agent)
- 保全履歴・稼働データをMicrosoft Fabricで横断分析し、改良保全へ接続
- データは100%自社テナント内で完結し、設備稼働データの持ち出しなし
AI総合研究所の専任チームが、基幹設備のランク付けからCMMS連携の詳細設計、PoC実施、全社基盤化までを伴走で支援します。設備保全の自動化ロードマップの全体像は、無料の資料でご確認ください。
設備保全を技能継承と自動化の両輪で進める

熟練者の暗黙知を形式知化しながら保全フローを自律実行
熟練技術者の異音判定・点検判断をAIに学習させ、CMMS・ERP・IoTプラットフォームと接続した保全業務フローを自律実行。AI Agent Hubが、技能継承と保全業務の自動化という2026年の設備保全の中心課題を同時に解く基盤構築を支援します。
まとめ:人手不足時代の設備保全戦略
設備保全は、JISを下敷きに実務では事後保全(BM)・予防保全(PM)・予知保全(PdM)・改良保全(CM)・保全予防(MP)の5分類で整理されることが多い活動です。2026年時点では、人手不足と熟練技術者の高齢化という構造的な制約のもとで、AI活用が「効率化」を超えて「技能継承」「保全業務の自動化」を担う存在になりつつあります。
投資判断で詰まる論点は3つあります。第一にデータ量、第二にPoCの評価基準、第三に経営層への説明です。いずれも「AIありき」ではなく、設備のランク付けから始めて段階的に進める設計が成功の鍵になります。
次のステップとしては、基幹設備1〜2台を対象にデータ棚卸しとPoCから着手し、並行して補助金制度の活用余地を検討するのが現実的です。下位テーマである予知保全AI・予防保全・CBM・CMMSの各記事や、保全業務の自動化を扱う製造業AIエージェント活用記事と合わせて読むと、設備保全AIの全体像と導入設計が立体的に見えてきます。