この記事のポイント
 予防保全は実務でTBM・UBM・CBM・FFMの4分類で語られることが多く、AI活用の中心はCBM(状態監視保全)
予防保全は実務でTBM・UBM・CBM・FFMの4分類で語られることが多く、AI活用の中心はCBM(状態監視保全)- 予防保全と予知保全は対立ではなく補完関係。TBMを土台にCBM・予知保全AIを段階追加するのが現実解
- 昭和電工の化学プラントはスマートバルブで保全工数を削減、ソアーはIoTで年間1.8億円規模の保全コスト削減効果を試算
- 経済産業省のスマート保安では異常検知・予兆検知やTBMからCBMへの移行が重視されている
- PoCから本番運用までの費用は数百万円〜1,000万円台が目安。ものづくり補助金や省エネ補助金の活用余地もある

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
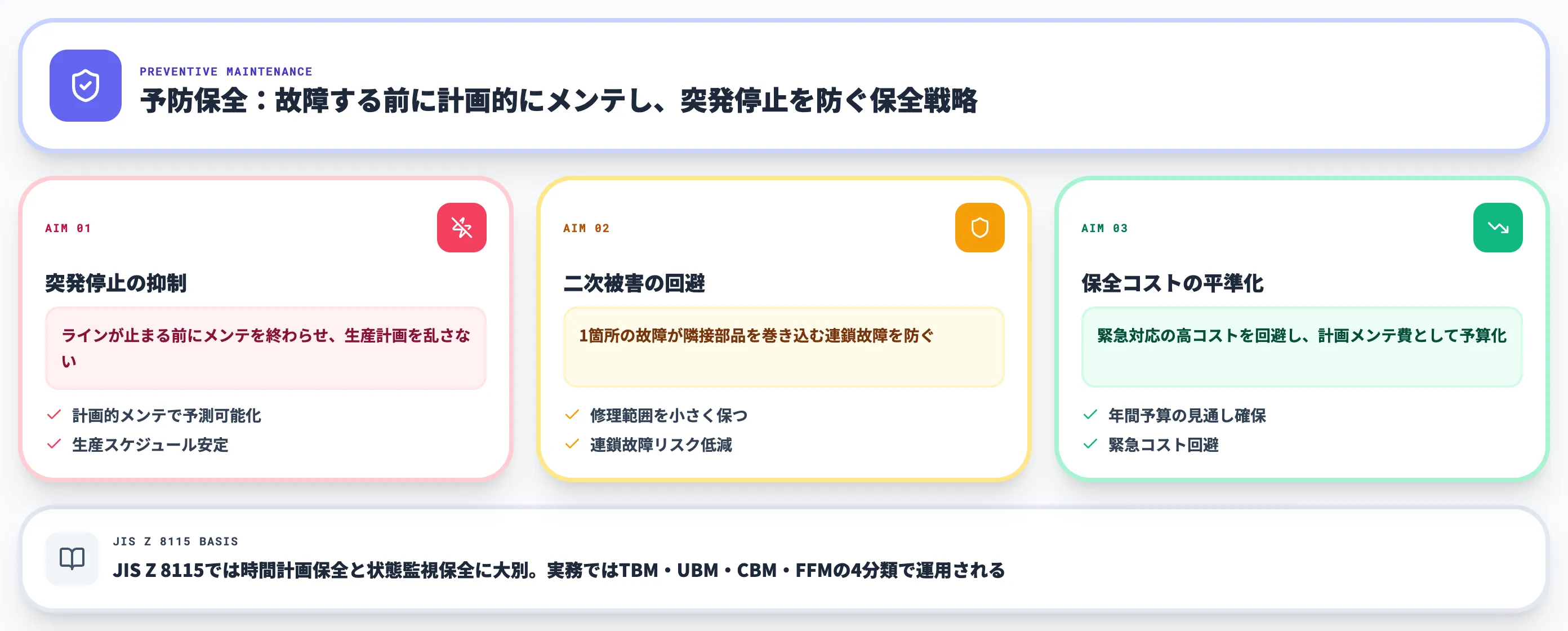
予防保全とは、設備が故障する前に計画的なメンテナンスを行い、突発停止や品質トラブルを未然に防ぐための保全戦略です。
JIS Z 8115(ディペンダビリティ用語)では予防保全を時間計画保全と状態監視保全に大別し、実務ではTBM・UBM・CBM・FFMの英略号で語られることが多い保全戦略です。2026年現在はIoTとAIの普及により、予防保全を土台にしながら状態監視型(CBM)や予知保全AIを段階的に組み合わせる設計が主流になりつつあります。
本記事では、予防保全の定義・4分類・予知保全との違い・AI活用事例・導入ステップ・費用相場までを2026年4月時点の最新情報で体系的に解説します。
目次
予防保全とは?製造業に欠かせない保全戦略の基本
予防保全(Preventive Maintenance)とは、設備が故障する前に点検・部品交換・調整などのメンテナンスを計画的に実施し、突発的な故障や生産停止を防ぐための保全方式です。事後保全(壊れてから直す)に対するアプローチとして、製造業の設備管理で長年標準的に使われてきました。
このセクションでは予防保全の定義と、製造業における位置づけを整理します。
予防保全の基本的な考え方
予防保全の出発点は「故障してからでは遅い」という発想です。設備が動いている間に定期的な点検と部品交換を行い、故障を発生させないことを目的にします。
JIS Z 8115(ディペンダビリティ用語)は、予防保全を時間計画保全と状態監視保全に大別し、時間計画保全をさらに定期保全と経時保全に細分化しています。実務の現場ではこれを下敷きにしつつ、英略号を使ってTBM(時間基準保全)・UBM(利用基準保全)・CBM(状態監視保全)・FFM(故障発見保全)の4分類で語られることが一般的です。本記事も以後はこの4分類で説明を進めます。
予防保全の狙いは大きく3つに分かれます。
- 突発停止の抑制
ラインが止まる前にメンテナンスを終わらせ、生産計画を乱さないことを優先します。
- 二次被害の回避
一箇所の故障が隣接部品を巻き込む連鎖故障を防ぎ、修理範囲を小さく保ちます。
- 保全コストの平準化
緊急対応の高コストを回避し、計画されたメンテ費用として予算化できるようにします。
事後保全・保全予防との位置関係
予防保全を正しく理解するには、事後保全・保全予防との違いを押さえておくことが重要です。以下の表に3つの方式を整理しました。

| 方式 | タイミング | 主な対象設備 | 代表的な運用 |
|---|---|---|---|
| 事後保全(BM) | 故障してから修理 | 代替設備がある・安価な補機類 | ランプ交換、非重要センサーの更新 |
| 予防保全(PM) | 故障前に計画的にメンテ | ライン基幹設備、重要装置 | 定期オーバーホール、部品交換 |
| 保全予防(MP) | 設計段階で故障しにくくする | 新規導入設備 | 信頼性設計、冗長構成、保守性考慮 |
事後保全は壊れたら直す方式で、補機類など止まっても即座には生産に影響しない設備に適用されます。予防保全は止まると致命的な設備に適用され、計画されたタイミングで確実にメンテナンスを行います。保全予防は設備そのものを故障しにくく設計する段階の話であり、予防保全とは別の概念として整理されます。
実務では、重要度の高い設備は予防保全、補機類は事後保全、という使い分けが一般的です。すべての設備を予防保全でカバーするのは費用対効果が合わないため、設備をランク分けして保全方式を組み合わせる設計が前提になります。
予防保全を取り巻く2026年の環境変化
予防保全は古くから使われている手法ですが、2026年の製造業環境は過去とは異なる圧力が加わっています。労働力構造の変化、インフラ老朽化、スマート保安政策の3つが、従来のTBM中心の保全体系に見直しを迫る要因として重なっています。
このセクションでは、予防保全の運用に影響する3つの環境変化を整理します。
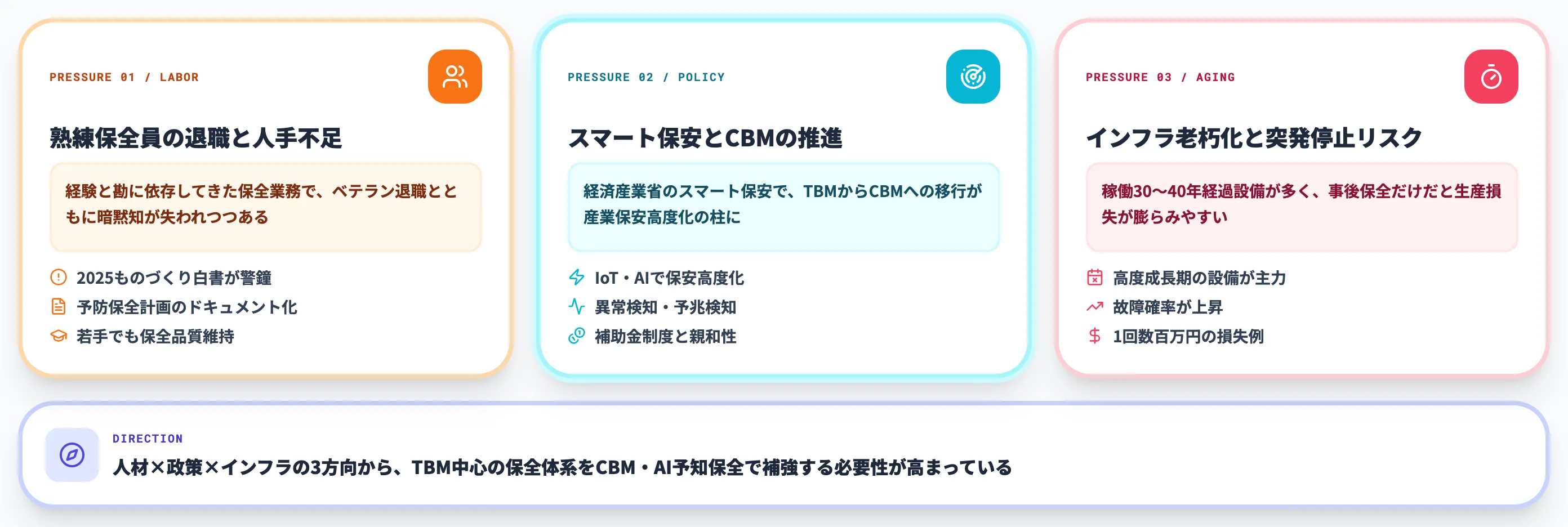
熟練保全員の退職と人手不足
経済産業省の2025年版ものづくり白書では、労働力不足が製造業の競争力を左右する重要課題として取り上げられています。現場の保全業務は長年、ベテラン作業者の経験と勘に支えられてきましたが、退職の波とともに暗黙知が失われつつあります。
計画的な予防保全の仕組みを整備することは、属人化していた保全判断を手順として残すことにつながります。「何をいつやるか」を予防保全計画としてドキュメント化しておけば、若手や中途採用者でも一定水準の保全品質を維持できます。
スマート保安とCBMの推進
経済産業省のスマート保安では、IoT・AIを活用した産業保安の高度化が方向性として掲げられており、スマート保安先進事例集でも異常検知・予兆検知の機能向上やTBMからCBMへの移行が取り上げられています。予防保全の中でもCBM(状態監視保全)は、IoTセンサーとAI分析によって従来の時間基準保全から状態基準保全へ移行するための柱として位置づけられつつあります。
電気・高圧ガス・石油精製などの領域では、スマート保安の実証支援事業や関連する補助金制度が運用されています。実際に活用できるかは制度名ごとに対象事業者・対象設備・実施時期の要件を個別に確認する必要があります。
インフラ老朽化と突発停止のリスク
高度成長期に整備された工場設備の多くは、稼働から30〜40年が経過しています。老朽化設備は故障確率が高く、事後保全だけに頼ると突発停止の頻度が増え、生産損失が膨らみやすい状態です。
製造業の現場支援経験では、大型設備1台の突発停止で半日〜1日の生産停止が発生し、業種によっては数百万円規模の損失が出るケースも珍しくありません。こうした損失を抑えるには、故障しやすいポイントを予防保全計画に組み込み、必要に応じてCBMやAI予知保全を追加する設計が現実的です。

予防保全の4分類:TBM・UBM・CBM・FFM
予防保全はJIS Z 8115をベースに、実務ではTBM・UBM・CBM・FFMの英略号で4分類して語られるのが一般的です。自社がどの方式を採用しているかを把握することは、AI活用の余地を判断する最初のステップです。
このセクションでは各方式の定義と代表的な使い分けを整理します。
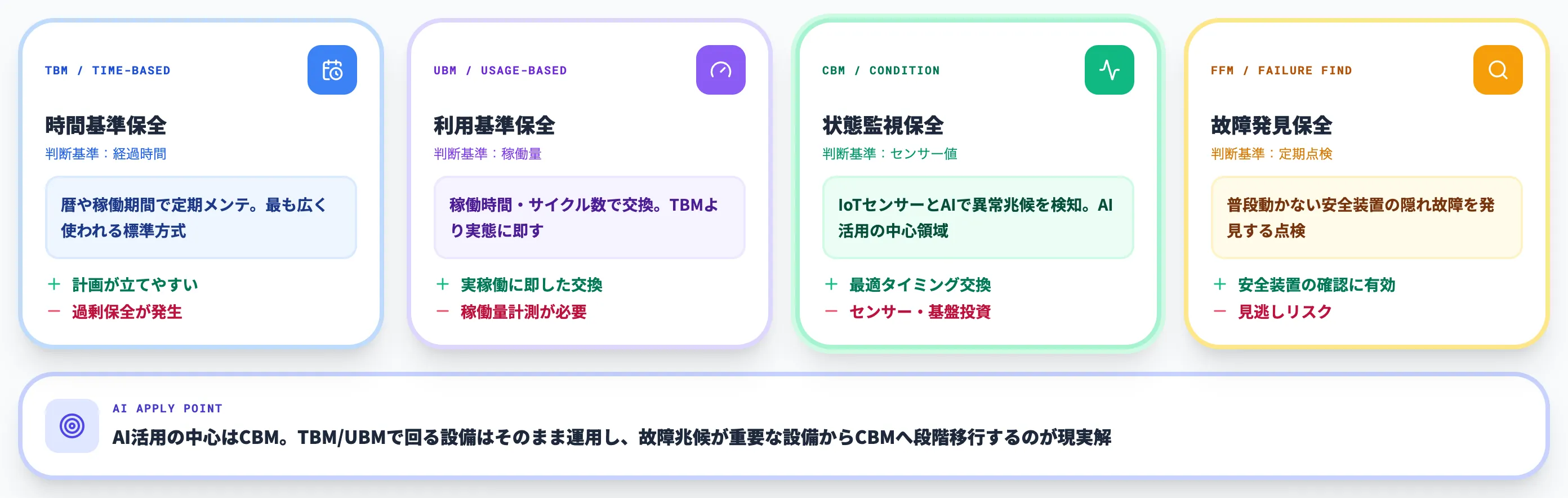
以下の表に4分類の特徴をまとめました。
| 方式 | 判断基準 | 強み | 弱み | 代表例 |
|---|---|---|---|---|
| TBM(時間基準保全) | 経過時間(月・年) | 計画が立てやすい | まだ使える部品も交換(過剰保全) | 6ヶ月ごとのモーター点検 |
| UBM(利用基準保全) | 稼働時間・サイクル数 | 実稼働に即した交換 | 稼働量計測が必要 | 10万時間稼働ごとのベアリング交換 |
| CBM(状態監視保全) | センサー値・異常兆候 | 最適タイミングで交換 | センサー・分析基盤が必要 | 振動値が閾値超過で部品交換 |
| FFM(故障発見保全) | 定期点検で隠れた故障を発見 | 使用頻度の低い安全装置に有効 | 見逃しリスクがある | 緊急停止ボタンの動作確認 |
最も広く使われているのはTBMで、カレンダーに従って部品を交換するシンプルな方式です。UBMはTBMを一歩進めた形で、稼働時間やサイクル数に応じて交換します。CBMはIoTセンサーとAIの組み合わせで最適なタイミングを検知する方式で、予知保全AIが活躍する領域と重なります。FFMは普段は動かない安全装置(緊急停止、非常照明など)の隠れ故障を発見するための保全方式です。
TBM(時間基準保全)
TBMは暦や稼働期間をトリガーに定期メンテを行う方式です。「3ヶ月ごとのオイル交換」「6ヶ月ごとのフィルター清掃」といった運用がTBMに該当します。保全計画が立てやすく、ベテランでなくても実施できるメリットがあります。
一方で、実際にはまだ使える部品まで交換してしまうオーバーメンテナンスの問題が避けられません。過剰な部品費と作業工数は、コスト競争が厳しい現場では大きな負担になります。
UBM(利用基準保全)
UBMは設備の実稼働量(時間・回数・距離など)をトリガーにする方式です。工作機械の主軸回転数、プレス機のショット数、車両の走行距離などで交換サイクルを決めます。
TBMより実態に即した交換が可能ですが、稼働量を正確に計測する仕組みが必要です。設備の制御装置から稼働データを取得できない古い設備では、導入の前提として計測インフラの整備が求められます。
CBM(状態監視保全)

CBMはセンサーで取得した設備の状態データ(振動、温度、電流、音響など)を元に保全タイミングを決める方式です。予知保全AIと技術的な重なりが大きく、AI活用の中心領域になります。
CBMの強みは「実際の劣化状態に基づいて保全する」ことで、部品寿命を最大限活用しながら故障を未然に防げる点です。ただし、センサー設置・データ収集・分析基盤の初期投資が必要なため、全設備に一律導入するよりも、止まると致命的な設備から優先的に適用するのが定石です。
FFM(故障発見保全)
FFMは普段は待機している安全装置や予備系統の隠れ故障を発見するための点検です。例えば、緊急停止ボタンは普段押されないため、壊れていても使うまで気づきません。定期的に模擬動作させて機能を確認するのがFFMの役割です。
火災報知器、非常照明、バックアップ発電機などが典型例で、使用頻度は低いものの、いざというときに動かないと重大事故につながる設備を守る仕組みです。
予防保全と予知保全・事後保全の詳細比較
予防保全・予知保全・事後保全は対立する選択肢ではなく、対象設備と重要度に応じて組み合わせる関係にあります。それぞれの特性を正しく理解することが、保全戦略設計の出発点です。
このセクションでは3方式の違いと、現場で使い分ける際の判断基準を整理します。

3方式の特性比較
以下の表に、各方式の判断基準・コスト構造・運用負荷を整理しました。
| 項目 | 事後保全(BM) | 予防保全(TBM中心) | 予知保全(CBM/PdM) |
|---|---|---|---|
| 判断基準 | 故障発生後 | 経過時間・稼働量 | センサーデータ+AI分析 |
| 初期投資 | 小 | 中(予備品在庫・計画策定) | 大(センサー+AI基盤) |
| 運用コスト | 突発対応が高コスト | 平準化されている | 運用とモデル更新のコスト |
| 部品寿命活用率 | 最大(壊れるまで使う) | 低〜中(過剰交換が発生) | 高(状態に応じて交換) |
| 突発停止リスク | 高い | 低い | 非常に低い |
| 属人化リスク | 中 | 中(ベテラン知識依存) | 低(データ化される) |
この比較から見えるのは、事後保全は「保全計画が不要」という手軽さがあるものの、突発停止のリスクが最大化する方式であるという点です。予防保全は突発停止を抑える一方で、まだ使える部品を交換する過剰保全の問題を抱えます。予知保全は部品を最大限活用しつつ故障を防げますが、初期投資が大きいため、導入対象の絞り込みが必須になります。
どの方式を選ぶべきか
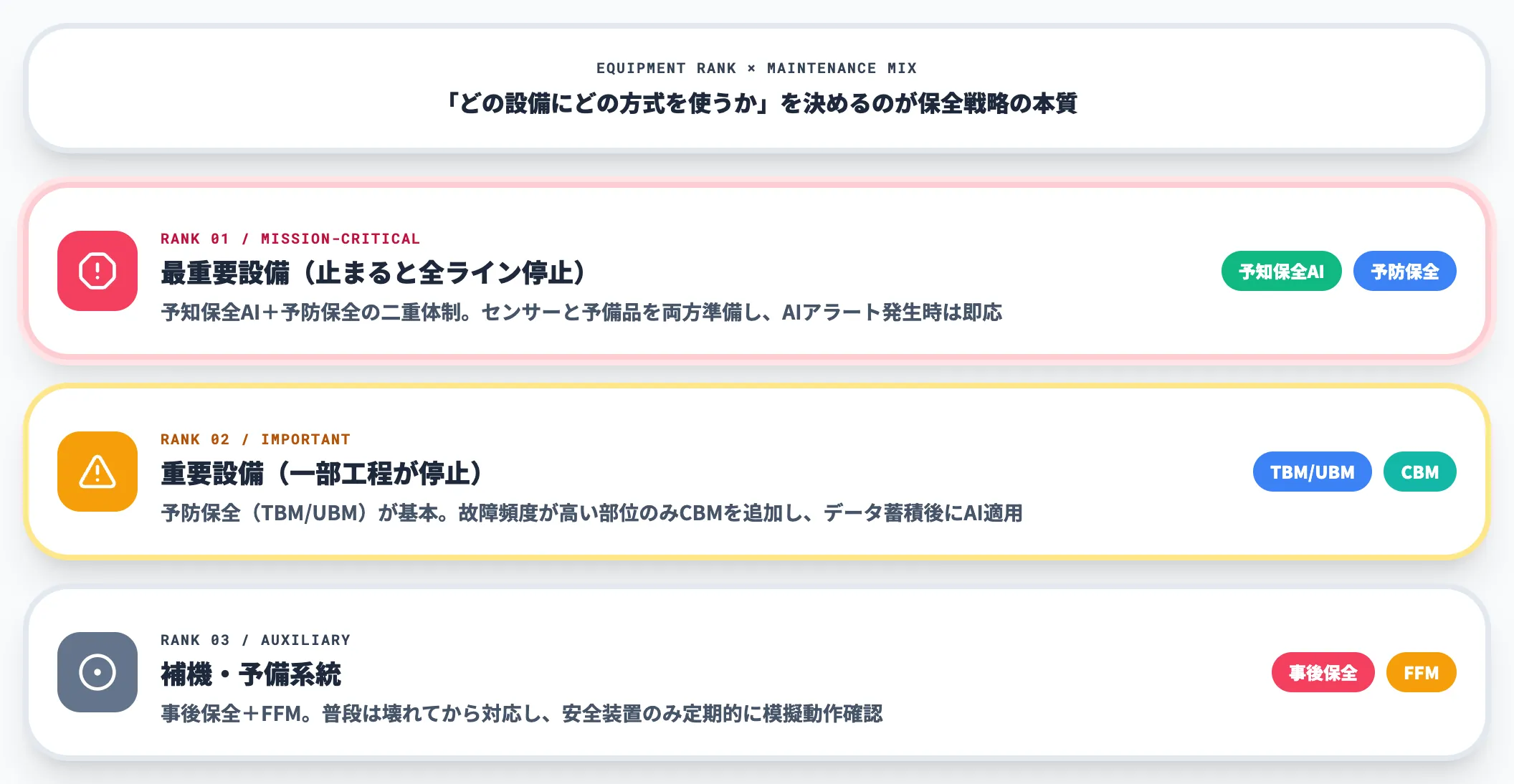
「どの方式を使うか」ではなく、「どの設備にどの方式を使うか」を決めるのが保全戦略の本質です。支援経験からは、以下のような設備ランク別の組み合わせが現実的に機能します。
- 最重要設備(止まると全ラインが停止)
予知保全AI+予防保全の二重体制。センサーと予備品を両方準備し、AIアラート発生時は即応できる体制を整える。
- 重要設備(止まると一部工程が停止)
予防保全(TBM/UBM)を基本に、故障頻度が高い部位のみCBMを追加。まずTBMで運用しつつ、故障データを蓄積してから予知保全AIの適用可否を判断する。
- 補機・予備系統
事後保全+FFM。普段は壊れてから対応し、安全装置のみ定期的に模擬動作を確認する。
予知保全AIは予防保全を置き換えるのか
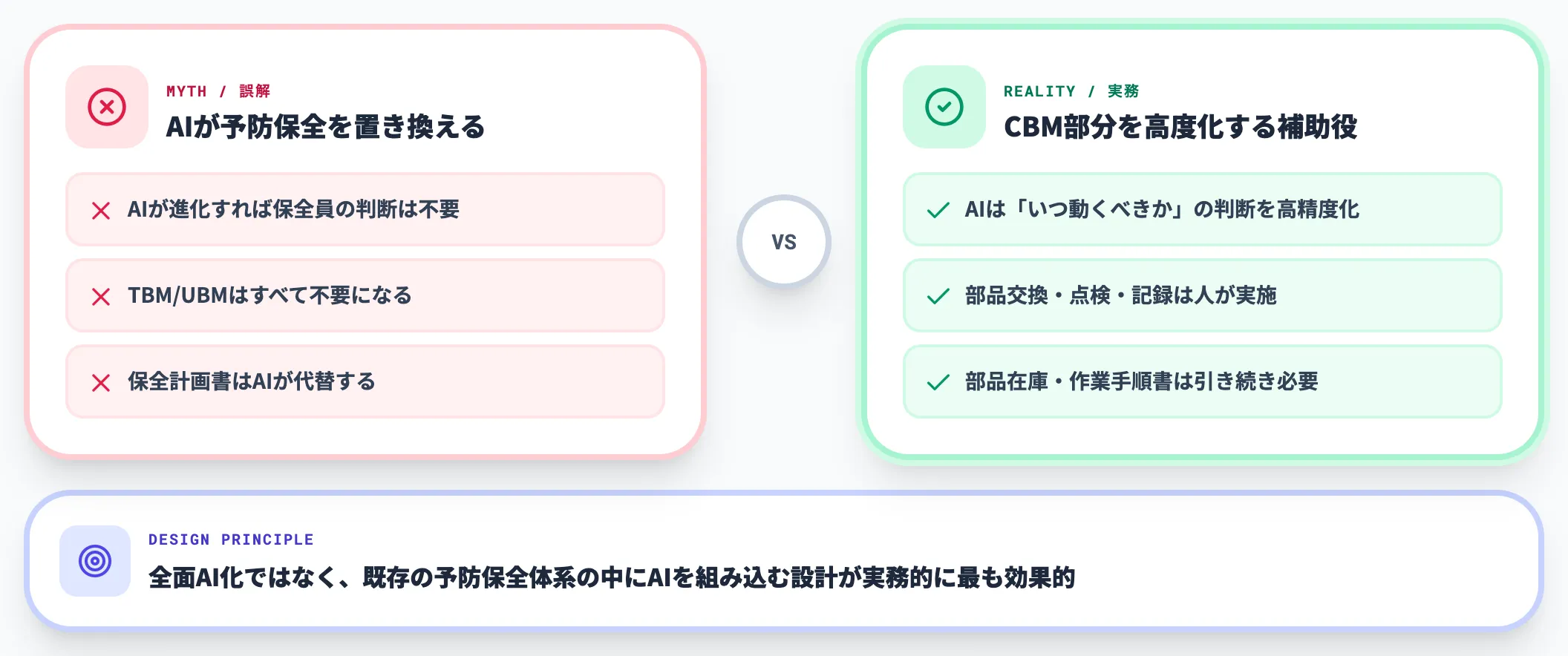
「AIが進化すれば予防保全はいらなくなるのか」という問いは現場でもよく出ます。結論としては、予知保全AIは予防保全を完全に置き換える存在ではなく、予防保全の中のCBM部分を高度化する位置づけです。
AIで異常を検知しても、実際の部品交換・点検・記録といった保全アクションは人が行います。予防保全計画に沿った部品在庫管理や作業手順書の整備は引き続き必要であり、AIはあくまで「いつ動くべきか」の判断を高精度にする補助役です。全面AI化ではなく、既存の予防保全体系の中にAIを組み込む設計が実務的には最も効果的です。
予防保全×AIの主要アルゴリズムと仕組み
CBMやAI予知保全で使われるアルゴリズムは、データの種類と故障履歴の有無によって使い分けます。それぞれの特徴を押さえておくことは、自社設備に適用するアプローチを選ぶ際の判断軸になります。
このセクションでは代表的なアルゴリズムを4つ紹介します。
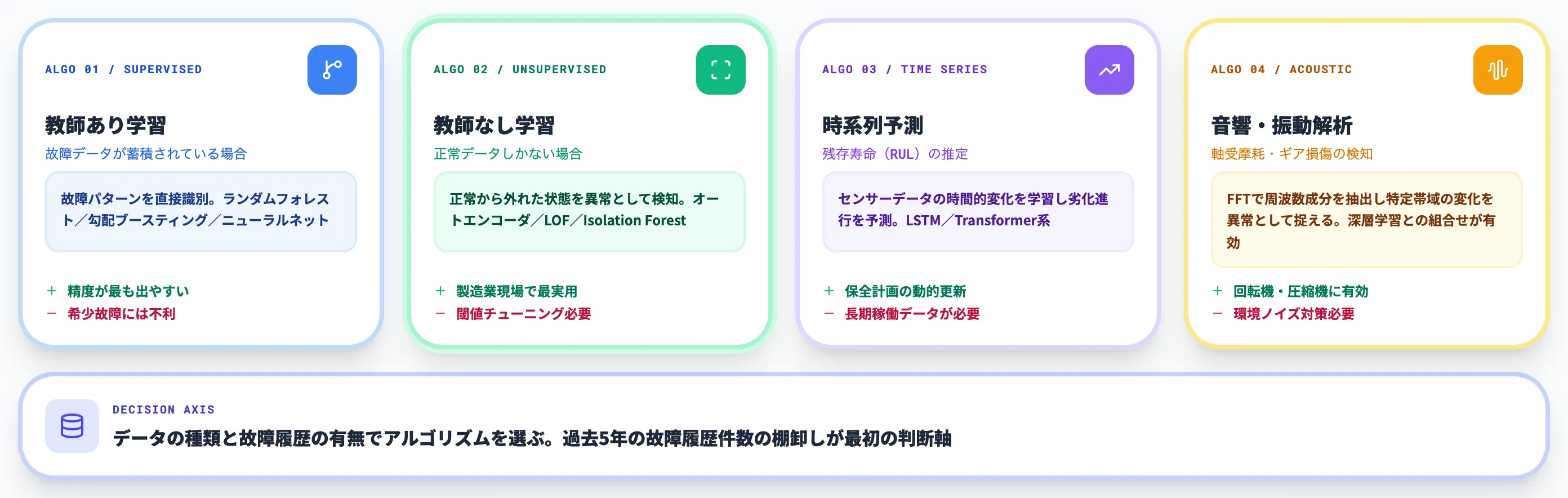
教師あり学習(故障データが蓄積されている場合)
過去の故障データと正常データの両方を学習させ、故障パターンを直接識別するアプローチです。ランダムフォレストや勾配ブースティング、ニューラルネットワークなどが使われます。
故障データが十分に蓄積されている設備では最も精度の出しやすい方式ですが、希少な故障や未経験の故障モードには対応できないのが弱点です。導入前に「過去5年の故障履歴は何件記録されているか」を棚卸しすることが、採用可否の判断基準になります。
教師なし学習(正常データしかない場合)
正常状態のデータだけを学習し、正常から外れた状態を異常として検知するアプローチです。オートエンコーダや密度推定(LOF、Isolation Forest)が代表的な手法です。
故障データが不足している設備や、新規導入設備で採用しやすい方式です。製造業の現場では故障がめったに発生しない、または故障が発生しても記録が残っていない設備が多く、結果的に教師なし学習が実務で最も使いやすいアプローチになります。
時系列予測(残存寿命の推定)
センサーデータの時間的な変化を学習し、将来の劣化進行や残存寿命(RUL: Remaining Useful Life)を予測するアプローチです。LSTM(Long Short-Term Memory)やTransformer系のモデルが使われます。
「あと何時間でメンテナンス閾値を超えるか」を定量的に示せるため、保全計画を動的に更新できるメリットがあります。ただし長期間の稼働データが必要で、導入から成果が出るまでに時間がかかります。
音響・振動解析
設備の音や振動を専用アルゴリズムで解析し、軸受摩耗やギア損傷などの異常を検知します。FFT(高速フーリエ変換)で周波数成分を抽出し、特定帯域のスペクトル変化を異常として捉える方式が基本です。
近年は深層学習と組み合わせた異音検知AIの精度が向上しており、人の耳では聞き分けられない微細な異常を捉えられるようになっています。回転機・圧縮機・搬送機など、音が劣化情報を含む設備との相性が良いアプローチです。
AIを活用した予防保全・予知保全の実活用事例
予防保全とAIを組み合わせて成果を出している国内事例を、一次情報で確認できるものに絞って紹介します。
このセクションでは業種別に4つの事例を取り上げ、導入効果と参考になる論点を整理します。
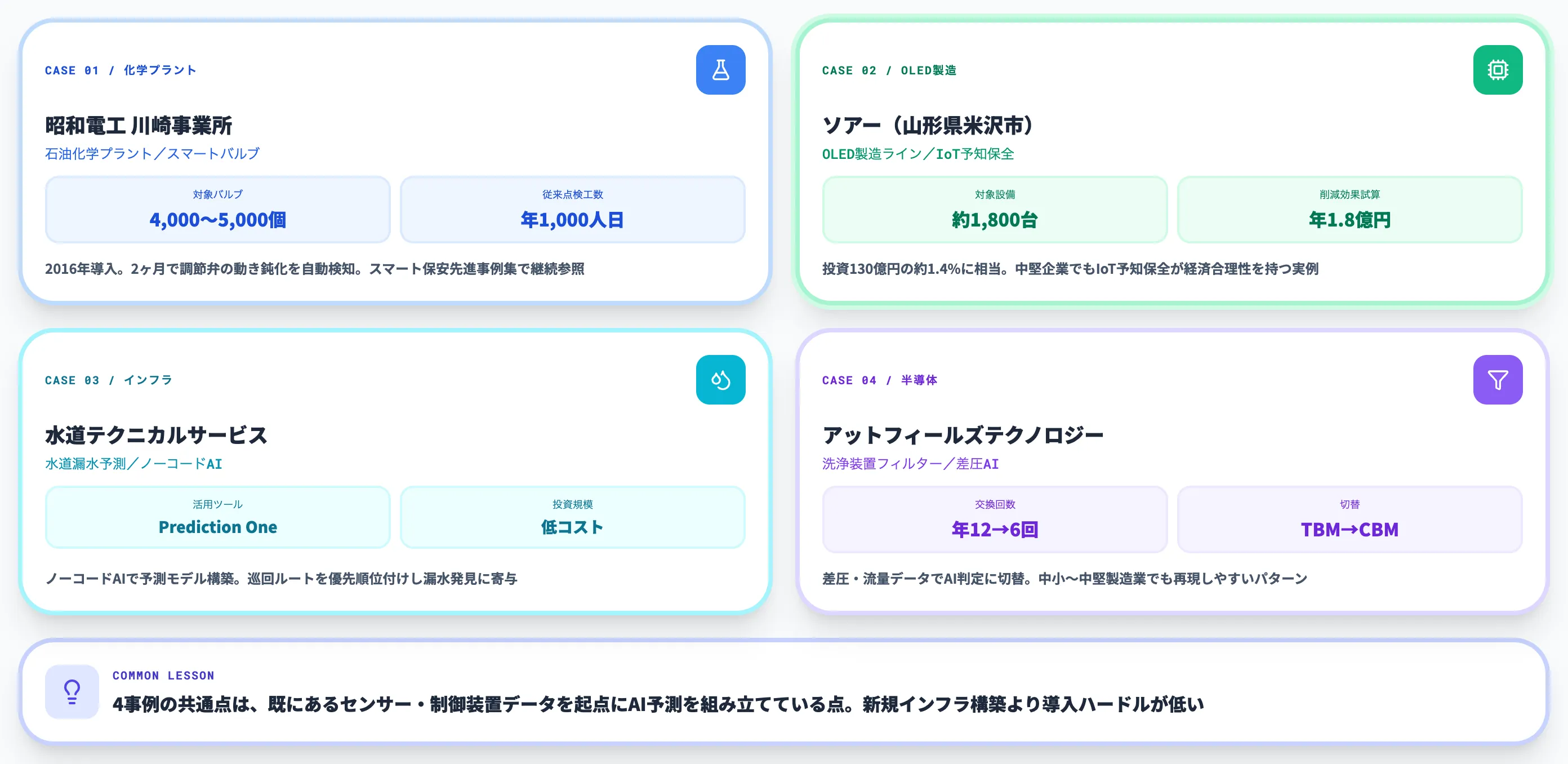
昭和電工 川崎事業所:石油化学プラントのスマートバルブ
経済産業省のスマート保安先進事例集に掲載されている昭和電工川崎事業所の事例は、4,000〜5,000個のバルブを抱える大規模石油化学プラントでの保全改革の代表例です。
従来は年1回程度の定期点検に年間約1,000人日の工数を費やしており、点検のために設備を停止するロスも問題でした。2016年8月にセンサー内蔵型のスマートバルブを導入し、設備を停止せずにバルブ自身の状態を診断できる仕組みに移行しています。
導入からわずか2ヶ月余りで、調節弁の動きの鈍化を自動検知できた実例が報告されており、予兆検知による早期対応の有効性を示す事例として継続的に参照されています。
ソアー(山形県米沢市):OLED製造ラインのIoT予知保全
SCSK CollaboViewの導入事例として公表されているソアーの取り組みは、製造業中堅企業でのIoT活用モデルとして参考になります。
ソアーはOLEDデバイスの設計・受託製造を行う企業で、工場内に約1,800台の設備(工場系約300台+生産系約1,500台)を稼働させています。総投資額130億円規模の生産ラインに対し、IoTセンサーで音・振動データを収集してAIが故障予兆を検知する仕組みを導入しました。
公開事例によれば、メーカー推奨の定期予防保全と比較して年間約1.8億円(工場系約0.83億円+生産系約0.97億円)のコスト削減効果が試算されています(実績値ではなく予測値)。これは投資額130億円の約1.4%に相当し、IoT予知保全が大規模製造業だけでなく中堅企業にも経済合理性を持ち得ることを示しています。
水道テクニカルサービス:漏水発生の予測と巡回最適化
ソニーネットワークコミュニケーションズのPrediction One導入事例として公表されている水道テクニカルサービスの事例は、予防保全の対象が工場設備だけでなくインフラ全般に広がる実例です。
水道テクニカルサービスは水道管の漏水調査を行う企業で、ノーコードAIのPrediction Oneを活用して漏水発生の予測モデルを構築しました。AI予測に基づいて巡回ルートを優先順位付けすることで、調査範囲を絞っても従来と遜色ない漏水発見につなげられる可能性が示されたと報告されています(一次ソース掲載の図表は注記により実数とは異なる旨が明示されています)。
この事例の特徴は、巨大な初期投資をせずにノーコードAIで予測モデルを構築した点です。予防保全AIというと大規模プラットフォームが前提になりがちですが、限られたリソースでも業務改善の効果を出せるアプローチとして参考価値があります。
アットフィールズテクノロジー:洗浄装置フィルターの予知保全
アットフィールズテクノロジーの予知保全事例では、半導体・電子部品製造領域の洗浄装置フィルター監視で、年12回の定期交換を年6回に削減した実績が公開されています。
フィルターの劣化状態を差圧データと流量データからAIが判定し、交換が必要な時だけ作業を行う運用に切り替えたことで、部品費と作業工数の両方を削減しています。TBMで運用していた部品をCBMに切り替えた典型的なパターンで、中小〜中堅製造業でも再現しやすいアプローチです。
4事例に共通するのは、センサーや制御装置から取得できる既存データを起点にAI予測を組み立てている点です。新たに大規模なセンサーインフラを構築するよりも、既にあるデータをAIで活用する方が、導入ハードルも投資回収期間も短くなる傾向があります。
予防保全×AIの導入ステップ
予防保全を土台にAI活用を進めるには、段階的なステップ設計が重要です。いきなり全設備をAI化しようとすると投資が膨らみ、成果が出る前にプロジェクトが頓挫するリスクがあります。
このセクションでは、製造業支援の経験から得られた5ステップのモデルを紹介します。
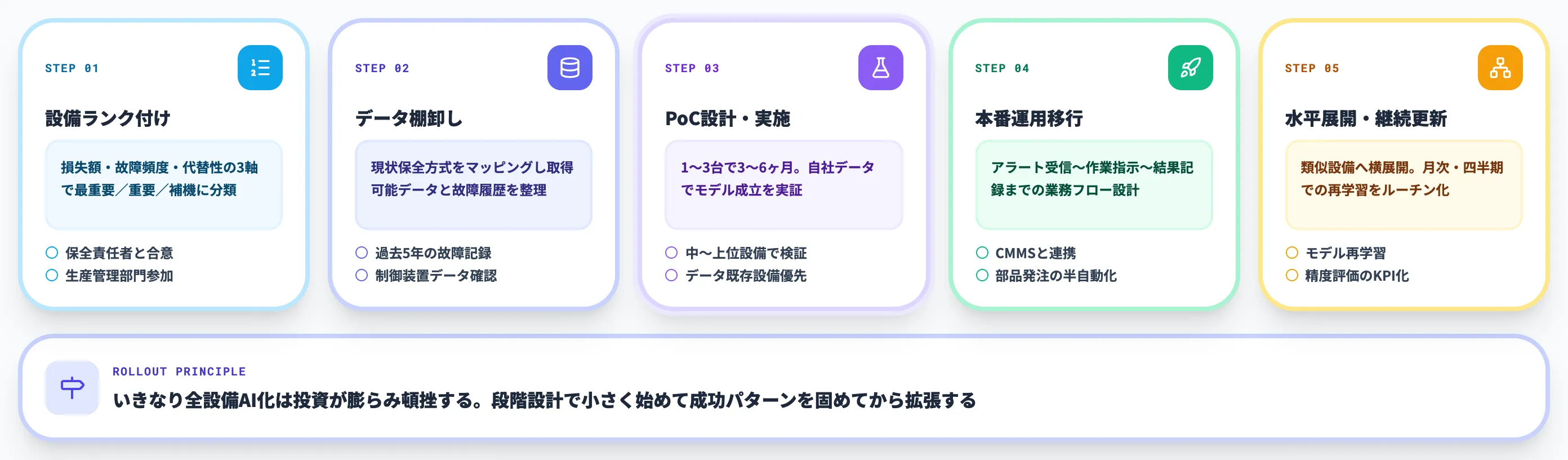
Step 1:対象設備のランク付け
最初に行うのは全設備の重要度ランク付けです。「止まったときの損失額」「故障頻度」「代替設備の有無」の3軸で評価し、最重要・重要・補機の3ランクに分けます。
ランク分けなしに保全方式を設計すると、過剰投資か過小保全のどちらかに陥ります。重要度評価は保全責任者と生産管理部門の合意形成が重要で、この段階を飛ばすと後工程でプロジェクトが停滞するケースが多く見られます。
Step 2:データ棚卸しと現状保全方式の可視化
現在の保全方式(TBM/UBM/BM)を設備別にマッピングし、センサー・制御装置から取得できるデータを整理します。古い設備では「データが何も取れない」状態であることも多く、まずは既存データで何ができるかを確認する工程が必要です。
この工程で「過去5年の故障履歴の記録状況」を棚卸しすると、教師あり学習が使えるか、教師なし学習を採用すべきかの判断材料が得られます。製造業IoT×AIの前提となるデータ環境の把握でもある工程です。
Step 3:PoC設計とパイロット設備選定
3〜6ヶ月のPoCを1〜3台の設備で実施します。PoCの目的はROI検証よりも、自社のデータでAIモデルが成り立つかどうかの実証です。
PoC対象の選定基準は以下の通りです。
- データが既に取れている
新規センサー設置が不要で、歴史データがある設備を優先します。
- 故障パターンが明確
過去の故障事例が複数ある、または劣化進行が比較的予測しやすい設備を選びます。
- 止まるとコスト影響が見える
効果測定がしやすいよう、ダウンタイムコストが定量化できる設備を選定します。
支援経験では、いきなり最重要設備でPoCを始めるよりも、中〜上位クラスの設備でPoCを行い、成功パターンを固めてから最重要設備に展開するアプローチの方が成功率が高いと感じます。
Step 4:本番運用への移行と運用体制の整備
PoCで効果が確認できたら本番運用に移行します。この段階で最も重要なのは、AIアラートを受けた後の業務フロー設計です。異常検知が出ても保全員が動ける体制になっていないと、AIの効果は半減します。
具体的には、アラート受信・一次判断・現場確認・部品手配・点検実施・結果記録までの一連の流れを決めておきます。保全管理システム(CMMS)と連携できるなら、AIのアラートから作業指示・部品発注まで半自動化することで運用負荷を下げられます。
Step 5:水平展開とモデル継続更新
1設備で成果が出たら、同種の設備への水平展開を検討します。モーター、ポンプ、コンプレッサーなど、類似設備であればAIモデルの一部を流用できるため、2台目・3台目の導入コストは大幅に下がります。
また、AI予知保全モデルは運用データで継続的に更新しないと精度が劣化します。月次または四半期での再学習とモデル評価をルーチン化することが、長期的な運用品質を保つ条件になります。
予防保全×AIの費用相場と補助金活用
予防保全の範囲でAI活用を進める場合の費用感と、活用できる補助金制度を整理します。数値はAI総合研究所が支援してきた製造業案件から得た一般的な目安であり、個別案件では要件によって大きく上下する点にご留意ください。

PoC段階の費用レンジ
3〜6ヶ月のPoCにかかる費用は、センサー新設の有無とAI開発の深さで大きく変動します。以下に主な費用項目を整理しました。
| 費用項目 | 目安 | 備考 |
|---|---|---|
| IoTセンサー・ゲートウェイ | 50万〜300万円 | 設備1〜3台分。既存データ活用なら不要 |
| データ収集基盤構築 | 100万〜300万円 | クラウド基盤またはオンプレ環境整備 |
| AIモデル開発(PoC) | 200万〜500万円 | データ量とアルゴリズム複雑度で変動 |
| PMと効果測定 | 50万〜100万円 | レポート作成と意思決定支援 |
PoC全体では300万円〜1,000万円台が相場です。センサー既設でノーコードAI(Prediction Oneなど)を使うケースでは100万円台からの検証も可能ですが、本格的なCBM基盤を構築するなら500万円以上を見ておく方が現実的です。
本番運用段階の年間費用
本番運用に入ってからの年間費用は、設備数とクラウド利用量で決まります。一般的な中規模製造業での目安は以下の通りです。
- クラウド・IoTプラットフォーム利用料
年間100万〜500万円。データ量と設備数に応じて従量課金。
- AIモデル保守・再学習
年間100万〜300万円。月次〜四半期での精度チェックとモデル更新。
- 運用サポート・追加開発
年間100万〜500万円。保全管理システム連携や設備追加への対応。
合計すると、本番運用の年間費用は400万〜1,300万円程度が目安です。設備規模が大きい工場や複数拠点展開のケースでは、この範囲を超えることも十分あります。
補助金制度の活用余地
予防保全・予知保全のAI化投資は、国の補助金制度と親和性が高い領域です。2026年度の主要な制度を以下に整理しました。
| 制度 | 対象領域 | 特徴 |
|---|---|---|
| 省エネルギー投資促進支援事業費補助金 | 省エネ設備・関連IoT投資 | 2026年3月30日〜1次公募受付開始。申請区分により上限額が異なるため公募要領で要確認 |
| ものづくり補助金 | 設備投資・新製品開発 | 中小企業の設備更新とIT投資に活用可(第23次公募要領が2026年2月に公開) |
| スマート保安実証支援事業 | 電気・高圧ガスのスマート保安 | 経済産業省のアクションプラン関連(令和8年度募集要領が2026年3月に公開) |
補助金を活用する場合、申請時期と実施時期を逆算した計画が必要です。補助金の多くは年度単位の公募で、採択後に実施する必要があるため、PoCや本番導入のスケジュール設計に制約が出ることもあります。採択を前提にしたプランニングよりも、補助金があれば投資規模を拡大できる、という位置づけで捉える方が現実的です。
ROI試算の考え方

予防保全AIの投資回収期間は、対象設備のダウンタイム損失額で大きく変わります。例えば、突発停止1回の損失が500万円で、年4回発生していた設備について、AI予知保全で2回に減らせた場合の試算は以下の通りです。
- 削減効果
500万円 × 2回 = 年間1,000万円の損失回避
- 投資額
PoC 500万円 + 初年度運用 400万円 = 900万円
- 投資回収
初年度で回収可能(1,000万円 > 900万円)
ただし、実際の効果は設備の故障パターンやAIモデルの精度によって変動するため、PoC段階で「削減効果の試算レンジ」を確認することが、本番投資判断の前提条件になります。
予防保全AIが向いている場面 vs 向かない場面
予防保全AIはすべての設備に適するわけではありません。導入判断には「どの設備なら効果が出やすいか」を見極めることが重要です。
このセクションでは、AI活用が向く場面と向かない場面を整理します。

向いている場面
以下のような条件が揃った設備では、予防保全AI(特にCBM)の効果が出やすくなります。
- 突発停止が月1回以上発生している
ダウンタイムコストが大きく、故障パターンをAIで検知できればROIが出やすい。
- センサーデータまたは制御装置データが既に取得できる
追加インフラ投資が小さく、既存データの活用だけで開始できる。
- 故障履歴が記録されている、または正常データが豊富
教師あり学習または教師なし学習のいずれかが成立する。
- 同種設備が複数台ある
1台でPoCが成功すれば、類似設備に水平展開できるためROI拡大の余地が大きい。
回転機器(モーター、ポンプ、コンプレッサー)、連続稼働設備(化学プラント、製紙ライン)、高価格部品を使う設備(大型プレス、半導体製造装置)などが代表的な適用領域です。
向かない場面
一方で、以下の条件では予防保全AIの効果が出にくく、従来の予防保全(TBM/UBM)で十分なケースが多くなります。
- 故障頻度が極端に低い設備
数年に1回しか壊れない設備では、AIモデルの学習データが集まらず、ROIも成立しにくい。
- 故障の被害が小さい設備
補機や予備系統など、止まっても影響が軽微な設備は事後保全+FFMで足りる。
- センサー設置が物理的に困難な設備
超高温環境や放射線環境など、センサーの寿命や信頼性に制約がある場合は、費用対効果が出にくい。
- 故障パターンが多様すぎる設備
複雑な機構で故障モードが何十種類にも及ぶ設備は、AIモデルの精度を実用水準まで上げるハードルが高い。
SIerの立場から見た判断軸
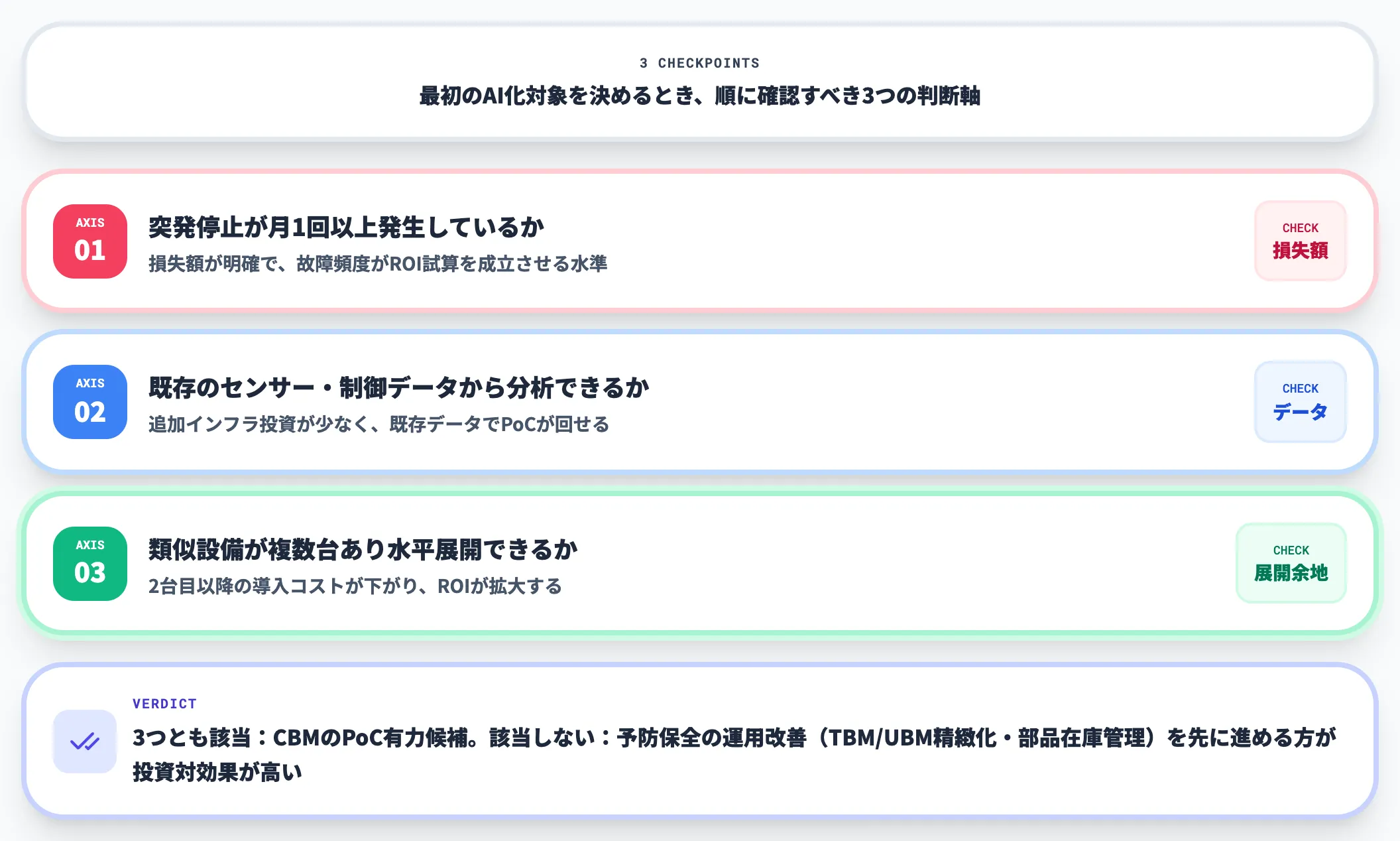
AI総合研究所が製造業案件を見てきた経験では、「AI予知保全に向く」と断言できる設備は実は多くありません。多くの工場は「TBMでカバーできる設備が7割、CBMを検討すべき設備が2割、AIを導入すべき設備が1割」程度の構成になっています。
そのため、最初のAI化対象を決める際は、以下の3つを順に確認することをおすすめしています。
- 突発停止が月1回以上発生しているか(損失額が明確か)
- 既存のセンサー・制御データから分析できるか
- 類似設備が複数台あり、水平展開できるか
3つとも該当する設備があれば、予防保全AI(CBM)のPoC候補として有力です。該当しない場合は、予防保全の運用改善(TBM/UBMの精緻化、部品在庫管理の最適化)を先に進めた方が投資対効果は高くなります。
アラートから作業記録まで保全フローを1本で動かす
予防保全AIを単体の異常検知ツールで終わらせず、保全管理システム(CMMS)・IoTプラットフォーム・ERPと接続して保全業務全体の自動化を実現するには、AI基盤と業務システムを一体で設計する発想が必要です。AIアラートが出ても、作業指示・部品発注・実績記録が手作業のままなら「誰も異常信号を見ていない」形骸化を招きます。
このレイヤーを担うのが、予防保全AI・予知保全AIが出すアラートを起点に、作業指示からCMMS書き戻しまで1フローで自動化するエンタープライズAIエージェント基盤です。AI総合研究所のAI Agent Hubが、アラート形骸化を招かない業務フロー側の設計まで伴走します。
-
フロー判定Agentで異常レベル別の保全フローを自動振り分け
TBM・UBM・CBM・FFMそれぞれの保全方式に応じて、フロー判定Agentが「緊急停止」「部品発注」「次回定期点検で対応」などの分岐を自動で決定。Teamsでの承認依頼や現場スマホ通知までつなげる
-
自動入力AgentでCMMS・SAP PM・ERPへ作業実績を記録
保全作業の開始・終了、使用部品、故障モードを自動入力AgentがCMMS・SAP PM・ERPに書き戻し。「紙の作業票を事務所で入力」「Excel別管理」の二重作業を廃止できる
-
AI-OCR Agentで紙の点検票・保全記録をデジタル化
紙の定期点検票・手書きの作業報告書をAI-OCR AgentがデジタルデータにしCMMSに登録。過去の保全履歴資産を予防保全AIの学習や閾値設計に再活用できる
-
Microsoft Fabric × 専用テナントで設備データを社外に出さず横串分析
振動・稼働実績・保全履歴をOneLakeに集約し、ライン別・設備種別の故障傾向を横串で可視化。顧客専用AzureテナントとEntra ID統合で機密の稼働データを自社境界内に保持したままAI活用可能
AI総合研究所が、予防保全AI・予知保全AIの導入構想から業務フロー設計・CMMS連携・運用定着まで伴走いたします。製造業AIエージェント活用の観点でも、保全領域は費用対効果が出やすい業務領域の一つです。
アラートから作業記録まで保全フローを1本で動かす

フロー判定Agent × 自動入力AgentでCMMSに直結
予防保全・予知保全AIが出すアラートを起点に、Teamsでの作業指示・部品発注・CMMS/SAP PM書き戻しまでAIエージェントが自動処理。Microsoft Fabricで設備データを横串分析できるAI Agent Hubをご紹介します。
まとめ:予防保全を土台に段階的にAI活用を広げる
予防保全は2026年時点でも製造業の保全戦略の基盤となる考え方です。実務で広く参照されるTBM・UBM・CBM・FFMの4分類のうち、CBMを中心にAI活用の余地が広がっており、予知保全AIは既存の予防保全体系を高度化する位置づけで導入するのが現実的です。
本記事で解説したポイントを整理すると、以下の通りです。
- 予防保全は実務で4分類(TBM・UBM・CBM・FFM)で語られることが多く、AI活用の中心はCBM
- 予知保全AIは予防保全を置き換える存在ではなく、CBM部分を高度化する補助役
- 昭和電工・ソアー・水道テクニカルサービスなど、業種規模を問わず一次情報で確認できる事例がある
- 導入ステップは「ランク付け→データ棚卸し→PoC→本番→水平展開」の5段階
- PoC 300万〜1,000万円台、年間運用 400万〜1,300万円が支援経験ベースの目安
- すべての設備にAIは不要。突発停止が月1回以上+データ蓄積+類似設備多数の3条件が揃う設備から着手
全面AI化を目指すのではなく、既存の予防保全体系の中にCBMとAIを段階的に組み込み、保全業務全体を業務フローとしてつなぐ発想が、製造業にとって実効性のある道筋になります。
製造業のAI導入5ステップで整理されているように、PoCから本番運用までを段階的に進めることが、投資対効果を最大化する鍵です。