この記事のポイント
 突発故障による生産ライン停止のリスクが高い設備では、異音検知AIの導入が予知保全への第一候補
突発故障による生産ライン停止のリスクが高い設備では、異音検知AIの導入が予知保全への第一候補- 技術選定は異常データ不要のオートエンコーダから始めると、製造現場でも小さくPoCを回せる
- 騒音耐性重視ならDCASE 2026方式の2チャンネル収録を意識した自社開発、簡便導入はMonone・Mono-Noteが候補
- 全社統合プラットフォーム志向ならAuguryが候補、170社超の運用実績とForrester TEIで310% ROIの裏付けあり
- 成功の鍵は定期的なモデル再学習で、メンテしないと検知精度が徐々に劣化するため運用設計が必須

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
異音検知AIとは、機械の稼働音をAIが常時分析し、正常音から逸脱する異常音をリアルタイムで検出する技術です。
故障の予兆を音で捉えて予知保全につなげる手法として、製造業を中心に導入が広がっています。
本記事では、主要技術手法(オートエンコーダ・Audio Foundation Model等)と、Monone・Augury等の主要ソリューションの料金比較・導入手順・ケース別の選定判断軸までを、2026年6月時点の最新情報で解説します。
目次
異音検知AIとは

異音検知AIとは、機械や設備が発する稼働音をAIがリアルタイムで分析し、正常な動作音から逸脱する異常音を自動で検出する技術です。
人間の熟練作業員が「いつもと違う音がする」と気づく判断を、AIが24時間体制で疲れることなく実行します。これにより故障が起きる前に予兆を捉え、計画的なメンテナンス(予知保全)を実現できます。
製造業を中心に、設備の突発故障削減・点検工数の省力化・熟練技能の継承を狙って導入が広がっており、予知保全AIの中核技術のひとつとして位置づけられています。振動・温度・電流など他のセンサーデータを併用する異常検知AIの中で、特に「音」というシグナルに特化した領域が異音検知AIです。

異音検知AIで使われる主要技術

異音検知AIでは、用途や精度要件、異常データの収集難度に応じて複数の機械学習・ディープラーニング手法が使い分けられます。
製造現場で広く使われるオートエンコーダから、近年研究が進むAudio Foundation Modelまで、それぞれ得意とする条件が異なります。
オートエンコーダ(教師なし学習)

異音検知で最も広く採用されている手法です。正常な稼働音だけで学習し、入力データを圧縮→復元する過程で「正常音はうまく復元できるが、異常音は復元誤差が大きくなる」という性質を利用して異常を検出します。
異常データのラベル(正解)が不要なため、「正常音は大量にあるが異常音のデータがほぼない」という製造現場の典型的な状況に最も適合します。PoC段階ではほぼ第一選択になる手法です。
ただし、復元誤差の閾値設定が運用品質を左右します。閾値を厳しくすると誤検知が増え、緩めると見逃しが起きるため、現場での試運転と閾値チューニングの工数を計画に含めておく必要があります。
CNNによるスペクトログラム分析

音声データをスペクトログラム(時間×周波数の画像表現)に変換し、CNN(畳み込みニューラルネットワーク)で画像認識と同じ枠組みで異常パターンを検出するアプローチです。
DCASE(Detection and Classification of Acoustic Scenes and Events)チャレンジでは、このアプローチを発展させたモデルが学術的なベンチマークの中心になっています。たとえばMDPI Mathematicsに掲載されたFGASpecNetモデルは、DCASE 2020データセット(ポンプ・ファン・バルブ・スライダー等の機械稼働音)上で平均AUC 95.04%を達成しています。
オートエンコーダよりも高精度を狙えますが、画像認識同様にGPUコストと、画像化前提のスペクトログラム設計(窓幅・周波数解像度)の知見が必要です。
教師あり学習(SVM・ランダムフォレスト・LSTM)

異常音のラベル付きデータが十分に集まっている場合は、SVMやランダムフォレスト、またはRNN・LSTMによる時系列モデルでの分類が選択肢に入ります。
正常音と異常音を直接分類するため、「ベアリング摩耗」「バルブ漏れ」のような異常の種類まで識別できる点が強みです。ただし、実運用に耐える分類精度を出すには各クラスごとに十分な異常データが必要で、収集に長期間かかる場合があります。
Audio Foundation Modelの産業応用
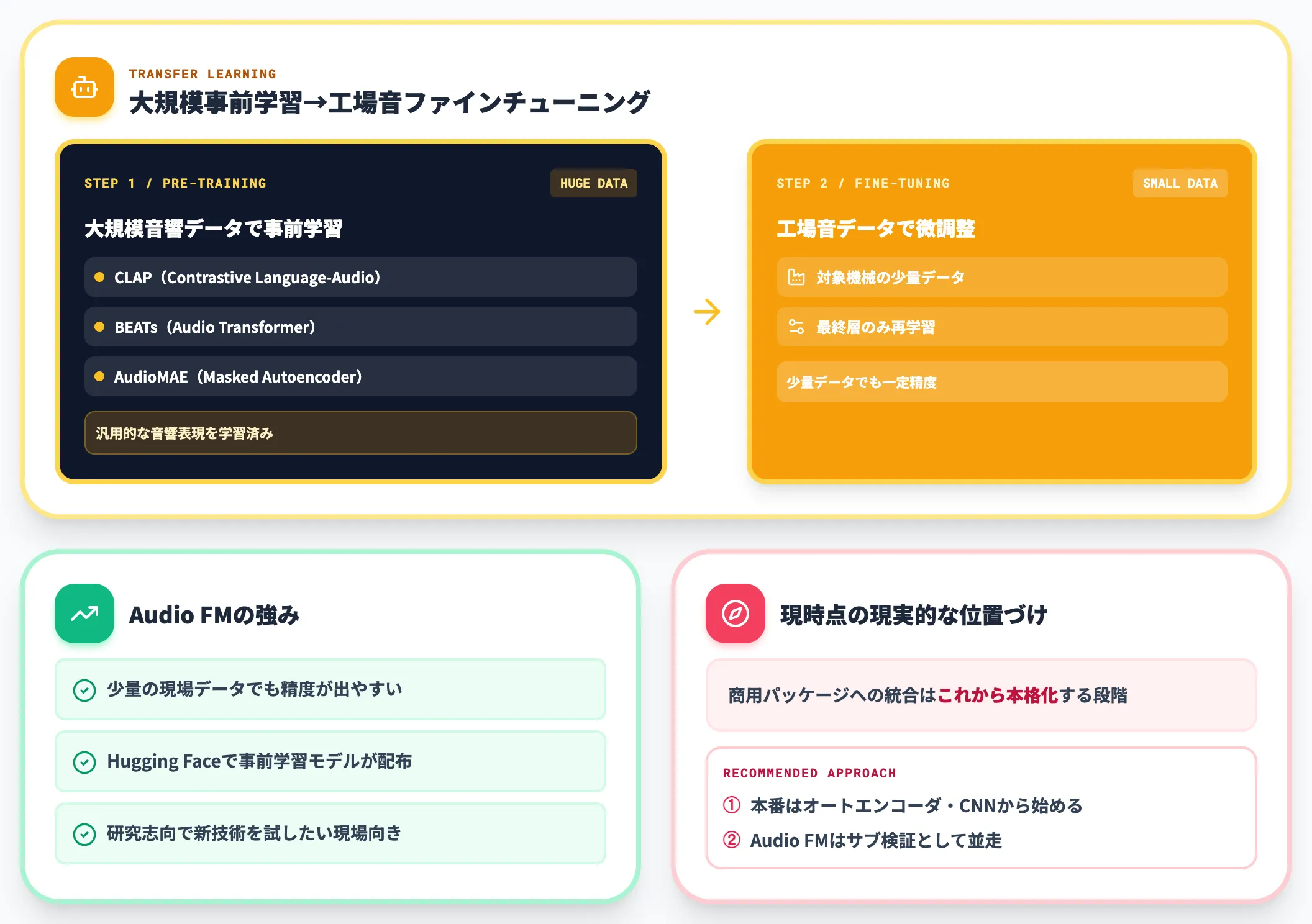
2024年以降、CLAP(Contrastive Language-Audio Pretraining)・BEATs・AudioMAEといった**事前学習済み音響基盤モデル(Audio Foundation Model)**の産業応用研究が進んでいます。
Hugging Faceで配布されているAudioMAEなどを起点に、大規模音響データで事前学習したモデルを工場音データで微調整するアプローチが研究されており、少量の現場データでも一定の精度が出る可能性が示されています。
ただし、商用パッケージへの統合はこれから本格化する段階で、現時点では社内PoCで試す研究志向のオプションという位置づけが妥当です。本番運用は実績のあるオートエンコーダ・CNNから始め、Audio FMはサブ検証として走らせるのが現実的です。
ノイズ耐性UASDという新潮流

DCASE 2026 チャレンジ Task 2は、タスク名を「ノイズ耐性UASD(Noise-aware Unsupervised Anomalous Sound Detection)」に再定義しました。前年までの「First-shot UASD」から軸足を変えています。
新方式の核心は、対象機械の近傍と遠方に同時設置した2チャンネルの音声サンプルを活用する点です。遠方マイクで拾った環境ノイズと、近接マイクで拾った機械音をモデル側で分離することで、実工場の騒音下でも検知精度を保つことを狙う評価設計です。
これは「PoCではうまくいったが本番工場では誤検知が増えた」という現場の課題に対する、研究ベンチマーク上の新しい評価軸です。
実工場での精度効果はDCASE 2026の結果と分析が提出締切後に追加される予定のため現時点では参考観点ですが、2026年以降に新規導入を検討するなら、ベンダー選定の評価軸として「2チャンネル収録に対応するか」「環境ノイズ分離の仕組みがあるか」を確認しておく価値があります。
主要手法の使い分け
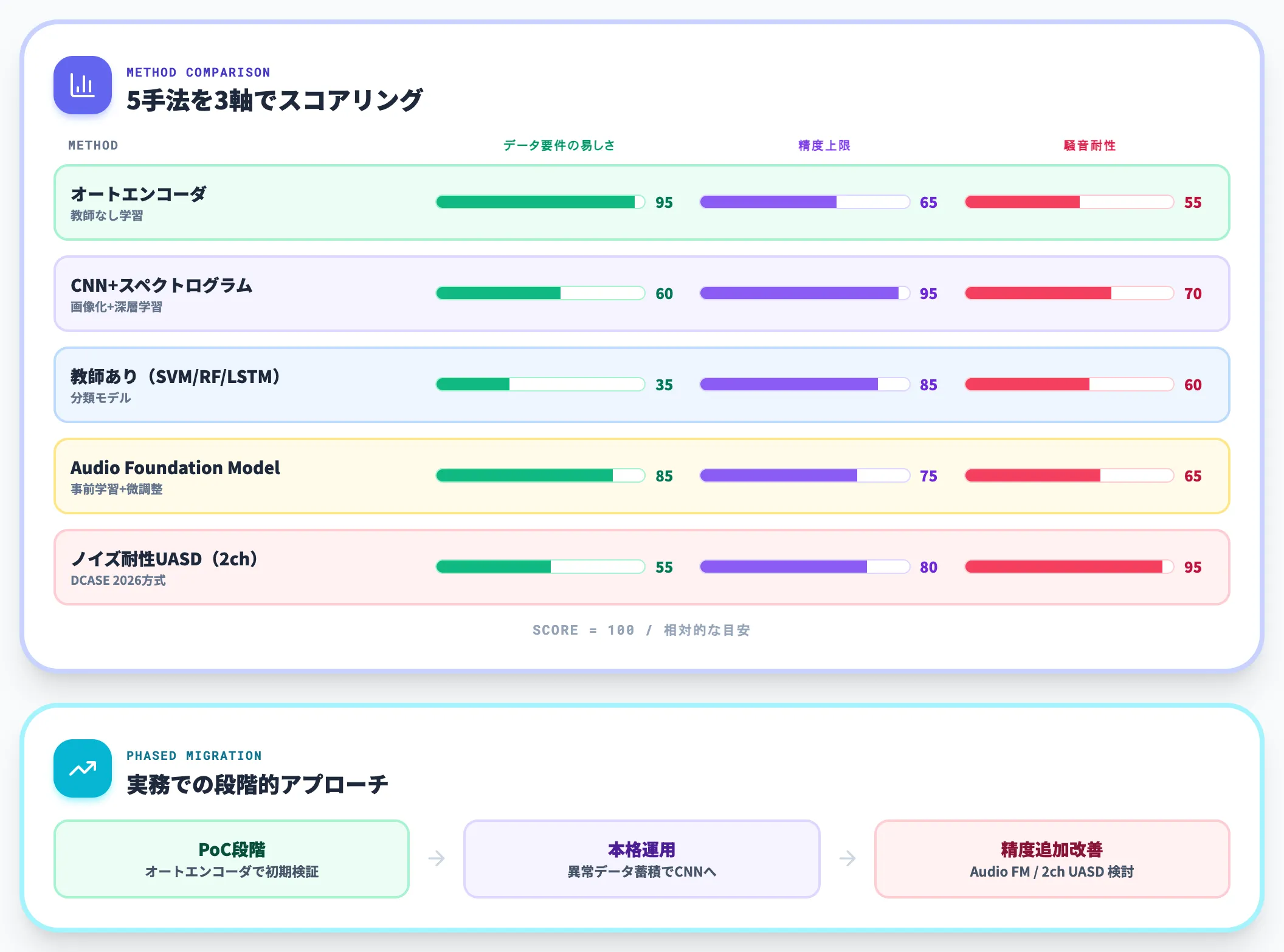
以下の表で、5つの主要技術の特徴を比較しました。
| 手法 | 必要なデータ | 強み | 向くケース |
|---|---|---|---|
| オートエンコーダ | 正常データのみ | 異常データ不要・PoCに乗りやすい | 異常音が稀で収集困難な現場 |
| CNN+スペクトログラム | 正常 + 異常データ推奨 | 高精度・画像認識の知見を転用可能 | 精度を最大化したい・GPU環境あり |
| 教師あり(SVM/RF/LSTM) | 正常+異常データ(ラベル付き) | 異常の種類まで分類可能 | 異常パターンが既知・データ蓄積あり |
| Audio Foundation Model | 少量の現場データ | 事前学習済みで小データに強い | 研究志向・新技術を試したい |
| ノイズ耐性UASD(2chマイク) | 正常データ + 環境ノイズ収録 | 騒音耐性を評価しやすい | 騒音の大きい本番工場・誤検知が課題 |
実務では、オートエンコーダで初期導入し、運用しながら異常データを蓄積、揃った段階でCNNベースに移行する段階的アプローチが多く見られます。
Audio FMやノイズ耐性UASDは「追加の精度改善を狙いたい」「データ量が極端に少ない」「騒音が深刻」というケースで検討する位置づけが現実的です。
異音検知AIの導入メリットと注意点

異音検知AIの導入効果と、現場で実際に発生する制約をセットで整理します。「メリット一覧」だけで終わらせると、運用フェーズで想定外のコスト・誤検知問題が発覚しがちです。
故障の早期発見と予防保全
機械の異常を継続的に検知できるため、故障が発生する前に予防措置を講じられます。突発的なダウンタイムを削減し、生産計画の遅延や緊急停止による品質ロスを防ぐことにつながります。
特にライン全体の稼働が1台の設備に依存している工程では、1回のダウンタイム削減が数百万円〜数千万円のロス回避になるケースもあり、ROIが目に見えやすい領域です。
メンテナンスコストの削減
計画的な保守は、緊急修理と比べてコストが大幅に低くなります。異音検知AIにより異常を早期発見できれば、高額な修理費用や部品の緊急発注、休日対応の人件費を避けられます。機械寿命の延長にも寄与するため、長期的な設備投資効率も向上します。
属人化したスキルの標準化
「音や振動で異常を判断できるベテラン作業員」の経験は、退職とともに失われやすい資産です。異音検知AIはこの判断ロジックをモデルとして残せるため、若手作業員や新規拠点でも同じ基準で点検できるようになります。
技能継承の課題を抱える企業にとって、これは単なる効率化以上の意味を持ちます。設備保全の課題とAI化の論点も併せて参照してください。
安全性の向上
機械の異常を早期に検出することで、故障に起因する事故やケガを予防できます。特に高温・高圧・有毒物質を扱う化学プラント、回転機械の多い発電所、24時間稼働のデータセンター冷却設備など、異常が即時に人命リスクにつながる環境では、AIによる常時監視の価値が際立ちます。
騒音環境下での誤検知という壁
工場現場は周囲機械音・搬送音・人の声などの環境ノイズが大きく、PoC環境(静かな会議室・実験室)で出た精度が本番でそのまま出ないことが一般的です。
PoC環境で出ていた精度が本番工場で下がることはよくあるパターンです。前述のノイズ耐性UASD方式(2チャンネル収録)のような騒音分離の仕組みを採用するか、本番工場での再学習を運用設計に組み込む必要があります。
モデルドリフトによる精度劣化
異音検知モデルは、導入後しばらく運用すると精度が徐々に低下するケースが多く見られます。原因は、機械の経年変化(ベアリング摩耗の進行・潤滑剤の状態変化)、季節要因(気温・湿度による音の変化)、生産品目の切り替えなどです。
定期的なモデル再学習の運用ルールを最初に決めておかないと、「導入後に運用が止まり、検知が当てにならなくなる」状況に陥ります。
アラート対応フロー未整備で検知だけが浮く
異音検知AIが正しくアラートを上げても、その後の「誰が確認し、いつ点検し、どう記録するか」が決まっていないと、現場では結局アラートが無視されます。
検知エンジンだけ導入して、後段のCMMS(保全管理システム)や点検記録、修繕履歴とつなぐ業務フローが空白のまま、というのは導入失敗の典型です。検知導入と同時に保全業務フロー全体の設計が必要になります。
異音検知AIの導入手順

異音検知AIの導入は、以下の6項目を順に踏むと事故が少なくなります。「いきなり全設備で本番運用」は禁忌で、1ライン・1機種のPoCから始めるのが鉄則です。
センサーの選定と設置
対象機械に適した音響センサー(コンデンサーマイク・MEMSマイク・振動センサー)を選び、異常音が最も拾いやすい位置に設置します。
センサーの感度、耐環境性(温度・湿度・粉塵・防爆要件)、設置位置は収集データの品質を直接左右します。現場のエンジニア・保全担当と必ず一緒に決め、机上だけで決めないことが重要です。
近年はエッジAI(センサー側のマイコン・小型PC上で推論を実行する構成)の採用が増えています。クラウドへの常時データ送信が不要になるため、通信コスト・遅延・セキュリティの3点で有利です。Azure IoT等のIoT基盤や、ベンダーごとの専用デバイス(後述のMonone・Auguryなど)を含めてAI推論の実行場所を設計します。
データ収集と前処理
正常稼働時の音声データを一定期間(数週間〜数か月、できれば季節変動を含めた長期)収集します。前処理では環境ノイズの除去、スペクトログラムへの変換、MFCC等の特徴量抽出を行い、AIモデルが学習しやすい形に整えます。
異常データがある場合は別ラベルとして取っておきますが、正常データのバランス(時間帯・生産品目・気温帯)を意識して収集することが、後段のモデル精度を決めます。
AIモデルの訓練
収集した正常データでAIモデルを訓練します。前述のとおり、PoC段階ではオートエンコーダが第一候補です。
モデルの閾値(復元誤差をどこから「異常」と判定するか)の調整を繰り返し、検出率を最大化するのではなく誤検知率を許容範囲に抑えつつ検出率を上げるというバランス調整を行います。誤検知が多すぎると現場の信頼を失いアラートが無視されるようになるため、初期は誤検知率を低めに設定するのが実務的です。
テストフェーズ
訓練済みモデルを実際の稼働環境で稼働条件を変えながらテストします。既知の異常音データがあれば再生して検出できるか確認し、誤検知パターンを記録します。
このフェーズで「環境ノイズによる誤検知」「未知の異常パターンの見逃し」が出ます。本番運用前にフィードバックループを設計しておくことで、運用開始後の混乱を減らせます。
本番運用の開始
テスト結果を踏まえて本番展開します。リアルタイム監視ダッシュボードを構築し、異常検出時にはメール・Slack・Teams・CMMSへの自動通知を設定します。
ここで、検知後の「誰が確認し、何分以内に対応し、どう記録するか」を運用ルールとして文書化することが、検知エンジンを定着させる鍵になります。前述のとおり、検知だけ動いて後段が止まる構成は導入失敗の典型です。
継続的な改善
運用開始後も、データの変化(新規設備の導入、生産品目の変更、季節変動)に応じてモデルを定期更新します。誤検知・見逃しのフィードバックを定期的にモデルに反映する運用設計が、精度劣化を防ぎます。
製造業AI PoCの進め方の枠組みを応用し、PoC→本番運用→継続改善のフェーズごとに評価指標を設定しておくと、運用後の判断がブレなくなります。
異音検知AIの主要ソリューション比較と料金

2026年6月時点で、異音検知に特化した主要ソリューションは国内・海外含めて選択肢が増えています。実装方式(パッケージ/クラウド/自社開発)と料金体系で大きく性格が分かれます。
NTTデータCCS Monone(製造業全般)

NTTデータCCSのMononeは、国内の代表的な異音検知ソリューションパッケージです。モーター出荷検査・プラント保守・風力発電の3分野での運用実績が公表されています。
2025年9月にVer2.2.0、2025年12月にVer2.2.1、2026年5月にVer2.2.2がリリースされ、継続的に機能拡張されている安定運用フェーズの製品です。料金は公式サイト上では公開されておらず、問い合わせが必要です。
導入運用フェーズに入っているため、「PoC段階から本番運用までベンダーに任せて走らせたい」企業に向きます。
NTTテクノクロス Mono-Note(小規模導入)
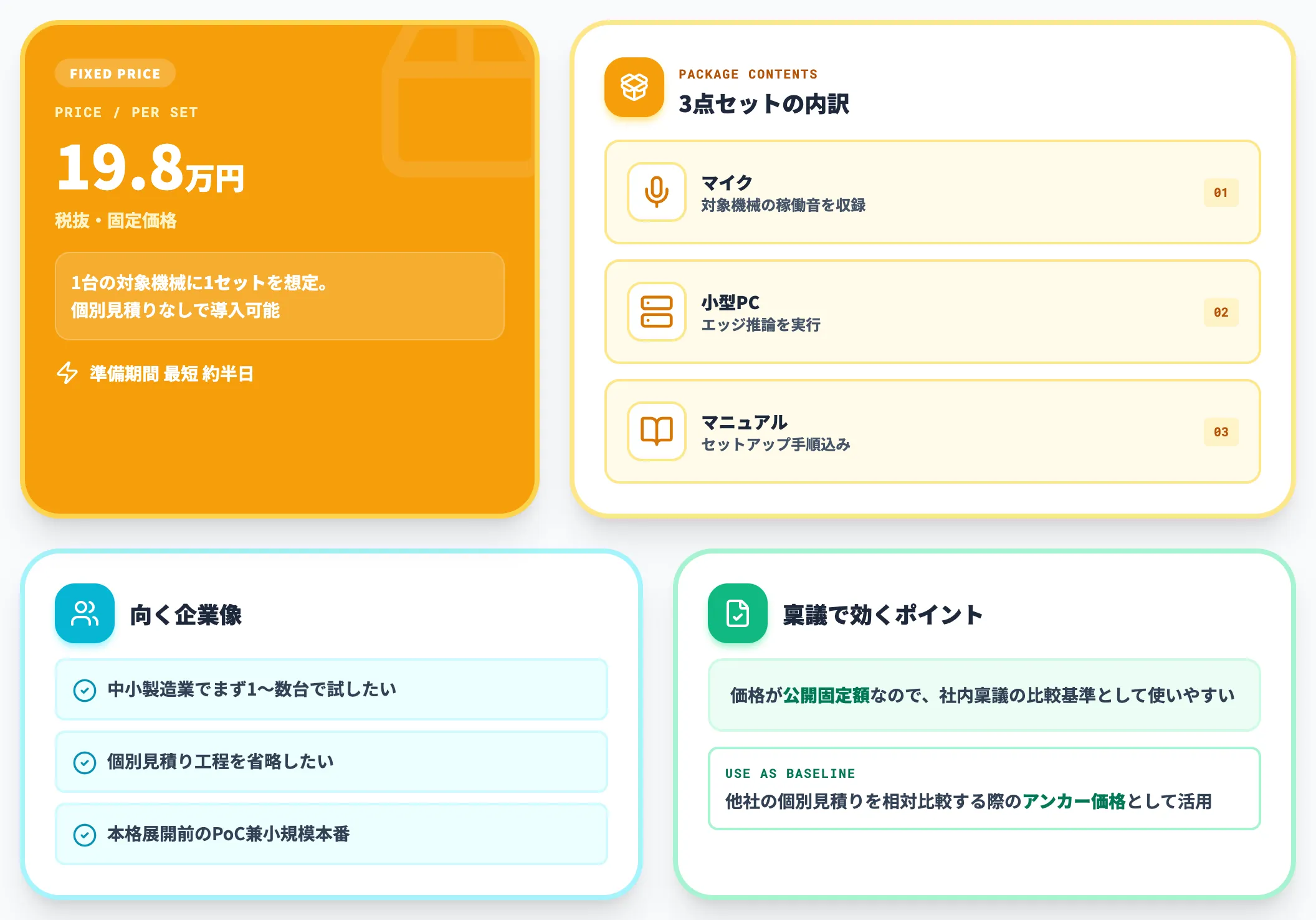
NTTテクノクロス Mono-Noteは、マイク・小型PC・マニュアルがセットになった19.8万円(税抜)/セットの固定価格パッケージです。1台の対象機械に1セットを想定しています。
導入の準備期間は最短約半日と公表されており、「まず1〜数台で試したい」「個別見積りの工程を踏まずに導入したい」中小製造業に向く位置づけです。本格展開する前のPoC兼小規模本番として始めやすい価格帯です。
クリスタルメソッド(自動車メーカー向け)

クリスタルメソッドの音の異常検知システムは、深層学習ベースの音響異常検知で、自動車メーカーの工場で**抽出判定精度99%**を達成した事例を公開しています。
特徴は、音響分野以外にも音源分離・雑音抑制・音声合成といったマルチモーダル音響AI技術を抱えていることで、騒音が大きい現場での音源分離前処理込みで検討できます。料金は個別見積りです。
Augury(海外・統合プラットフォーム)

Auguryは米国本社の予知保全プラットフォームで、170社超の導入実績と11億時間超の機械稼働データ蓄積を公表しています。DuPont・Hershey's・Heineken・Shell・Nestlé・Coca-Cola Consolidated・Colgate-Palmolive等のグローバル製造業が主要顧客です。
公開事例ではCanforで$5.5M削減・783時間のダウンタイム回避、CirculusではOEE 65〜70%→85〜90%向上といった効果が報告されており、Forrester TEI調査では310% ROI、2025年にはVerdantix Green Quadrant for Industrial AI AnalyticsでLeader認定(19ベンダー中9社)を取得しています。
振動・温度・磁気データ等を組み合わせるマルチセンサー設計が特徴で、グローバル展開の大手製造業や、保全プラットフォーム全体を一気通貫で整備したい企業向けです。料金は個別見積りです。
自社開発(Python + PyTorch)

PoC段階や既存IoT基盤との統合を優先したい場合は、PythonとPyTorch・TensorFlowでオートエンコーダを自社実装するアプローチも有効です。
オープンソースのAudioMAE等を起点に、小さく始められます。初期コストは開発工数のみ(GPUクラウドは数千円〜数万円/月)で、商用ソリューションに移行する前の精度検証として有効です。
主要ソリューションの比較
以下の表で、主要4ソリューションと自社開発の特徴をまとめました。
| ソリューション | 提供形態 | 料金 | 向くケース |
|---|---|---|---|
| Monone | パッケージ(NTTデータCCS) | 個別見積り | 国内製造業の本格運用・ベンダー任せ |
| Mono-Note | パッケージ(NTTテクノクロス) | 19.8万円/セット(税抜) | 中小製造業の小規模PoC・1〜数台展開 |
| クリスタルメソッド | カスタム実装 | 個別見積り | 騒音の大きい工場・音源分離が必要 |
| Augury | クラウドプラットフォーム | 個別見積り | グローバル製造業・全社統合 |
| Python + PyTorch | 自社開発 | 開発工数+GPU費 | 既存IoT基盤との統合・段階的検証 |
料金が個別見積りに集中する領域なので、対象設備の台数、必要なリアルタイム性、既存IoT基盤の有無を整理してからベンダーに問い合わせるのが現実的です。
Mono-Noteのように価格が公開されている小規模パッケージは、社内稟議を通す際の比較基準として使いやすい位置にあります。
異音検知AIの導入事例とケース別の選定判断
実際の導入事例と、ケースごとにどのソリューションが向くかの判断軸を整理します。「全部第一候補」と書くと判断材料にならないため、条件ごとに合う選択肢を示します。

食品・自動車・化学プラントの導入事例
国内では、製造業全般でMononeが導入されています。NTTデータCCSの公表分野では、製油所・化学プラント等の広大な敷地での巡視点検業務、モーター出荷検査の自動化、風力発電の遠隔監視業務が報告されており、点検作業の省人化と検査品質の標準化に寄与しています。
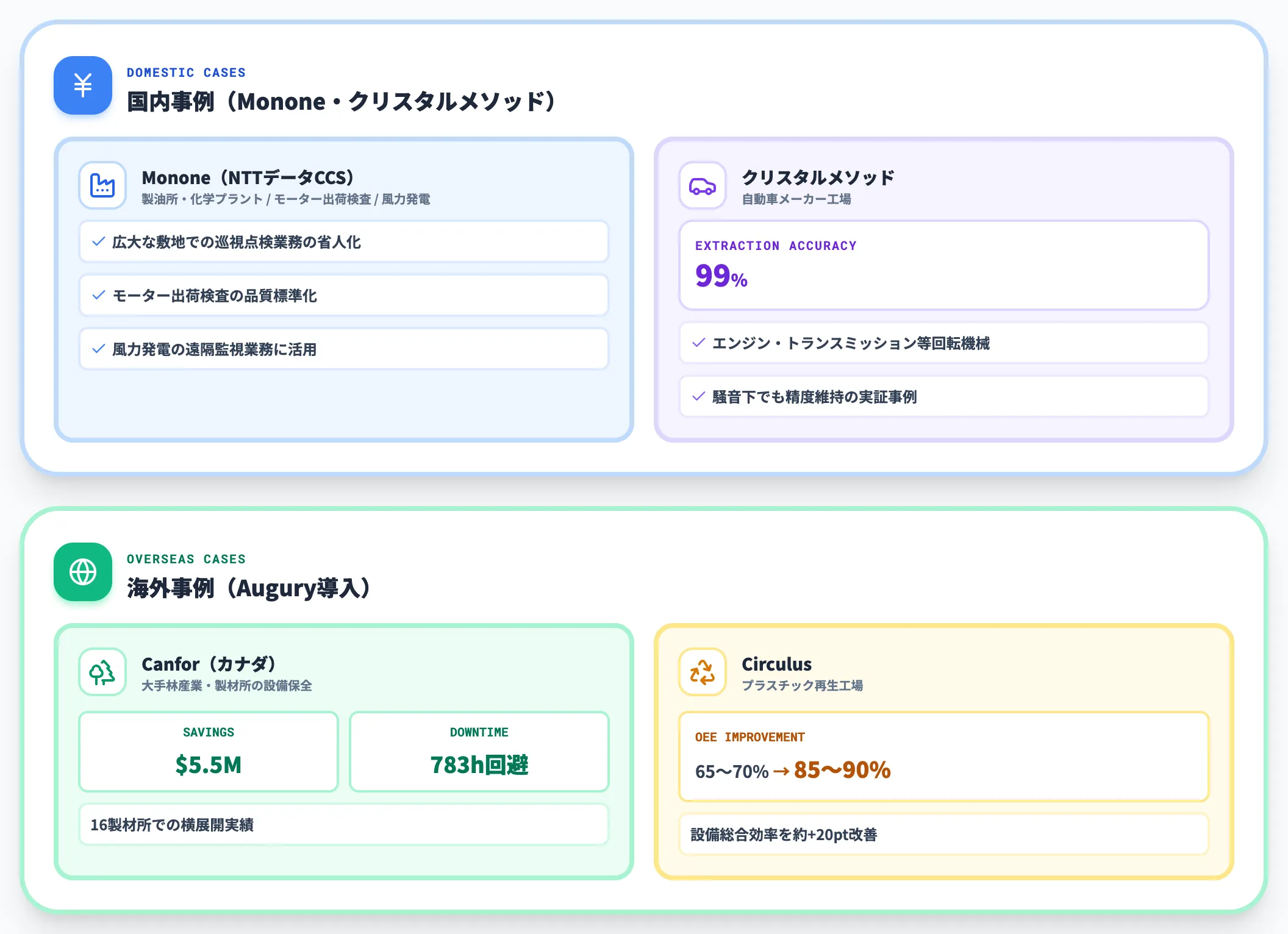
クリスタルメソッドは自動車メーカー工場で抽出判定精度99%を達成した事例を公開しています。エンジン・トランスミッション等の回転機械が多く、騒音も大きい自動車工場で精度を維持できることを示す事例です。
海外では、Augury導入のCanforが$5.5M削減・783時間ダウンタイム回避を達成しています。Canforはカナダの大手林産業企業で、製材所の設備保全にAuguryを導入しました。Circulusではプラスチック再生工場でOEEを65〜70%から85〜90%まで引き上げています。
DCASEチャレンジが示す学術的なベンチマーク水準
DCASE(Detection and Classification of Acoustic Scenes and Events)は音響シーン分析の国際コンペティションで、Task 2「教師なし異常音検知」が異音検知AIの学術ベンチマークとして機能しています。

2026年大会のTask 2はノイズ耐性UASDへと拡張され、ToyCar・Fan・Gearbox・Bearing・Slide rail・Valve等の7種類の機械音を、近接マイクと遠方マイクの2チャンネル同時収録で評価する設計に変わりました。
実環境に近い騒音条件下での評価が標準化されつつあり、ベンダー選定時の精度比較もこの方向にシフトしていくと見込まれます。
ケース別の選定判断(SIerの見立て)
ケースごとに合う選択肢を整理します。
-
異常データが少なく、まずPoCから始めたい中小製造業
オートエンコーダを使った小規模PoCが第一候補。Mono-Note(19.8万円/セット)か、PyTorchで自社実装するアプローチが現実的です。技術検証から本番運用までを短期で回しやすい構成になります。
-
国内製造業で本格的に運用フェーズへ移行したい企業
Mononeが本命候補に挙がります。製油所・化学プラント・モーター出荷検査・風力発電と業種別の運用実績が公開されており、設備規模が大きくなるほど個別見積りの調整余地が出ます。
-
騒音の大きい工場・音源分離が必須
クリスタルメソッドの音源分離前処理込みの設計、または2チャンネル収録(DCASE 2026 Task 2の評価設計)を意識した自社開発が向きます。「PoCではうまくいったが本番工場では誤検知が増えた」典型ケースに対し、騒音環境での検証設計を考えるうえで参考になります。
-
グローバル製造業・全社統合プラットフォームを志向
Auguryが候補。170社超の運用実績とForrester TEI 310% ROIの試算があり、全社・グローバル拠点を統合管理するならクラウド型プラットフォームの優位性が出ます。振動・温度・磁気データ等を統合管理できる点も大きい。
-
既存IoT基盤(Azure IoT・AWS IoT等)と統合したい
PyTorch + AudioMAE等のオープンソースモデルを用いた自社開発が向きます。製造業のIoT×AI活用の延長で異音検知だけ追加する形が組みやすい。
振動データとの併用検討
異音検知単体ではなく、振動データも併用するケースが増えています。振動解析AIは回転機械の不具合検知に強く、音響との相補関係にあります。Auguryのようなマルチセンサー設計のメリットはここに表れます。

具体的には、振動センサーで主軸ベアリング・ギア・モーターの問題を検知し、音響センサーでバルブ漏れ・キャビテーション・潤滑不足のような「振動には出にくいが音に出る」異常を補完する使い分けが現実的です。
異音検知AIを設備保全の自動化までつなぐなら
異音検知AIを導入しても、異音は検知できているが、その後の点検タスク発行・修繕履歴の記録・部品発注が手作業のままというケースが現場では多く見られます。検知エンジン単体で止まらず、保全業務フロー全体に溶け込ませる設計が現場定着の条件です。
ここで効いてくるのが、エンタープライズAIエージェント基盤 AI Agent Hub の製造業向け構成です。AI総合研究所が、検知エンジン単体で止まりがちな異音検知を、保全業務フローに接続する設計を支援します。
-
設備保全Agentで異音アラートを点検タスクへ変換
異音検知モデルが出したアラートを設備保全Agentが受け取り、保全管理システム(CMMS)への点検タスク発行や設備稼働ログへの記録を起点にした自動化を支援します。
-
フロー判定Agent × 自動入力Agentでアラートの振り分けと一次対応を自動化
しきい値・設備クラス・時間帯に応じてフロー判定Agentがアラートを振り分け、自動入力Agentが点検タスク発行・部品発注伝票の起票・担当者通知までの定型作業を引き受ける構成例を設計可能です。
-
AI-OCR系Agentで紙の点検票・修繕記録をデジタル化
紙の点検票・修繕記録・外注作業報告書を読み取り、CMMSの履歴データとして構造化する設計が可能です。蓄積した履歴は異音検知AIの再学習データとしても再利用できます。
-
リアルタイム分析Agentで異音データ × 設備稼働 × 保全実績を横串分析
異音波形・スペクトログラム・センサー稼働データ・CMMS保全実績を横串で分析できる構成例を設計可能。誤検知率のチューニングから、MTBF(平均故障間隔)・MTTR(平均修復時間)改善まで同じ基盤で継続追跡できます。
AI総合研究所の専任チームが、異音検知モデルの選定・PoC・保全業務フロー自動化・現場定着まで一気通貫で支援します。まずは無料の資料で、AI Agent Hub の全体像をご確認ください。
異音検知AIを設備保全の自動化までつなぐ

異音アラートから点検・修繕オーダーまでをエージェントで自動化
異音検知AIを検知エンジン単体で終わらせず、設備保全Agent・フロー判定Agent・自動入力AgentでCMMS点検タスク発行・MES異常記録・部品発注までを業務フローに溶け込ませます。AI Agent Hubが、保全業務全体を設計・構築まで含めて支援します。
まとめ
異音検知AIは、機械の稼働音をAIがリアルタイムで分析し、故障の予兆を音で捉える予知保全技術です。オートエンコーダ・CNN+スペクトログラム・Audio Foundation Modelといった手法が主流で、2026年はDCASE 2026のノイズ耐性UASD(2チャンネル収録)が騒音耐性を確認する際の参考観点として注目されています。
ソリューションは、国内パッケージのMonone・Mono-Note、騒音対応のクリスタルメソッド、グローバル統合プラットフォームのAugury、そして自社開発と性格が明確に分かれます。中小製造業の小規模PoCはMono-Noteや自社開発、本格運用はMonone、グローバル統合はAuguryが候補になります。
成功の鍵は、検知エンジン単独で終わらせず、CMMSや保全業務フローと接続して運用設計込みで導入することと、定期的なモデル再学習で精度劣化を防ぐことです。まずは自社設備の中で「音で異常がわかる」機械を1台特定し、小規模なPoCから始めてみてください。