この記事のポイント
 エッジAI型は低遅延・既存PLC活用、クラウド連携型は大規模分析、AI搭載PLC型はリアルタイム制御融合が強み
エッジAI型は低遅延・既存PLC活用、クラウド連携型は大規模分析、AI搭載PLC型はリアルタイム制御融合が強み- MELSOFT MaiLabは2026年8月末に生産中止予定(受注は7月末まで)、短期PoCは選択肢だが長期運用は後継ソリューション確認が必要
- オムロンNX701-Zは業界初のAI搭載マシンオートメーションコントローラ。125μsの制御周期にAI推論を同期実行可能
- 保全対象設備10台以上・月次点検に2時間以上なら、PLC × AI予知保全のPoC開始が有効
- シュナイダーや長野オートメーションなど一部ベンダーで生成AIによるPLCコード自動生成の製品化・共同検証が進行中

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
PLC(Programmable Logic Controller)は、製造ラインの自動制御を担う産業用コンピュータです。
従来はしきい値ベースの単純な監視が中心でしたが、AI技術との連携により、異常の予兆検知やプロセス条件の自動最適化が現実のものになっています。
本記事では、2026年4月時点の最新情報をもとに、PLC × AIの3つの連携アーキテクチャ、主要ベンダーのツール比較、導入事例、料金相場、導入ステップまで一気通貫で解説します。
目次
MELSOFT MaiLab(三菱電機)※2026年8月末 生産中止予定
SIMATIC Anomaly Detection(シーメンス)
エッジAI型の事例:富士電機SignAiEdgeによる冷蔵設備の予兆検知
AI搭載PLC型の事例:オムロンNX701-Zによるフィルム蛇行制御
シュナイダーエレクトリックのPLC Code Generation Copilot
PLC × AI連携とは
PLC × AI連携とは、製造ラインを制御するPLC(Programmable Logic Controller)から取得した稼働データをAIで分析し、異常検知・予測制御・品質最適化を実現するアプローチです。
PLCは工場の生産設備を自動制御するための産業用コンピュータで、モーターの回転数、バルブの開閉、温度・圧力などのセンサー値をリアルタイムで監視・制御しています。従来のPLC制御では、あらかじめ設定した「しきい値」を超えたときにアラームを発する方式が主流でした。温度が80℃を超えたら警告、振動値が基準を超えたら停止といった単純なルールベースの制御です。
しかし、この方式には2つの大きな限界があります。
- しきい値では捉えられない複合的な異常パターン
単一のセンサー値では正常範囲に収まっていても、複数のパラメータの相関が崩れている場合に異常の予兆が現れることがあります。ルールベースではこの「複合的な変化」を検知できません。
- 熟練作業者の経験に依存した保全判断
「この音は危ない」「この振動パターンは交換時期」といった判断は、長年の経験を積んだ熟練者にしかできませんでした。こうしたノウハウの属人化は、人材の退職や配置転換によって失われるリスクを常に抱えています。
PLC × AI連携は、PLCが収集する時系列データを機械学習モデルに入力し、正常時のパターンからの逸脱を統計的に検知することで、これらの課題を解決します。温度・振動・電流値・圧力などの複数パラメータの相関関係をAIが学習し、「いつもと違う」状態を人間の感覚に頼らず定量的に捉えられるようになります。
2026年時点では、PLC × AI連携は大きく3つのアーキテクチャに分かれています。次のセクションで、それぞれの特徴と使い分けを整理します。


PLC × AIの3つの連携アーキテクチャ
PLC × AI連携を導入する際、最初に決めるべきはデータの処理場所とAI推論の実行環境です。2026年時点で実用化されている連携パターンは、エッジAI型・クラウド連携型・AI搭載PLC型の3つに大別できます。

以下の表で3つのアーキテクチャの基本特性を整理しました。
| 項目 | エッジAI型 | クラウド連携型 | AI搭載PLC型 |
|---|---|---|---|
| AI推論の実行場所 | PLC隣接のエッジデバイス | クラウドサーバー | PLC内蔵CPU |
| 通信遅延 | 数ms〜数十ms | 数百ms〜数秒 | 数百μs以下 |
| 対応データ量 | 中規模(1ライン〜数ライン) | 大規模(複数工場) | 小〜中規模(1装置〜1ライン) |
| 既存PLCの流用 | 可能 | 可能 | PLC買い替えが必要 |
| 初期投資の目安 | 中(エッジ機器+ソフトウェア) | 低(月額課金中心) | 高(PLC本体+ライセンス) |
| 代表製品 | 富士電機SignAiEdge、シーメンスSIMATIC Industrial Edge | Azure IoT + ML、AWS IoT SiteWise | オムロンNX701-Z |
3つのアーキテクチャは「どれが優れているか」ではなく、既存設備の構成、対象ラインの規模、リアルタイム性の要件によって最適解が変わります。以下で各パターンの詳細を解説します。
エッジAI型(既存PLC + エッジデバイス)
エッジAI型は、既存のPLCはそのまま使い、PLC隣接に設置したエッジデバイス上でAI推論を実行するアーキテクチャです。

PLCからOPC UAやModbus TCP/IPなどの産業用プロトコルでデータを収集し、エッジAIデバイス上の機械学習モデルが異常スコアをリアルタイムに算出します。富士電機のSignAiEdgeはこの代表例で、業界トップクラスのPLC接続数を誇り多メーカーのPLCに対応しています。多変量統計プロセス管理(MSPC)と振動解析の2モードを搭載しています。
エッジAI型の最大の利点は、既存設備への後付けが可能な点です。PLCのプログラムを変更せずに導入できるため、稼働中のラインを止めることなくAI監視を追加できます。一方で、エッジデバイスの演算能力には上限があるため、学習フェーズはPC側で行い、推論モデルだけをエッジに展開する構成が一般的です。
実務的な使い分けとしては、保全対象の設備が10〜50台程度で、既存PLCを入れ替える予算が確保しにくい現場に最も適しています。
クラウド連携型(既存PLC + クラウドAI)
クラウド連携型は、PLCからゲートウェイ経由でクラウドにデータを送信し、クラウド上の機械学習サービスで分析を行うアーキテクチャです。

Azure IoT HubやAWS IoT SiteWiseなどのIoTプラットフォームがデータ収集基盤を担い、Azure Machine LearningやAmazon SageMakerがAI推論を実行します。シーメンスのSenseye Predictive Maintenanceもクラウドベースの予知保全サービスとして、複数工場の設備データを一元管理・分析します。
クラウド連携型は大規模なデータ分析に強みがあります。複数拠点の数百〜数千台の設備データを横断的に分析し、工場間で異常パターンのナレッジを共有できます。月額課金型のサービスが多く初期投資を抑えられる反面、通信遅延が数百ms〜数秒発生するため、数十ms単位の即時制御が求められる用途には向きません。
支援経験からは、3工場以上で設備データを横断分析したい場合や、データサイエンティストが社内にいて高度な分析モデルを自前で構築したい場合にクラウド連携型が適しています。
AI搭載PLC型(PLC内蔵AI)
AI搭載PLC型は、PLC本体にAI推論エンジンを内蔵し、制御と異常検知を単一ハードウェア上で同期実行するアーキテクチャです。

オムロンのNX701-Zは、業界初のAI搭載マシンオートメーションコントローラです。PLC本体にAI推論エンジンを搭載し、125μs(0.000125秒)の制御周期にAI推論を同期させることで、異常検知から制御フィードバックまでをワンストップで実行します。オムロン公式では、包装機でのフィルム蛇行異常検知など、マイクロ秒オーダーでの制御とAI統合の技術が紹介されています。
AI搭載PLC型はリアルタイム性で他の2アーキテクチャを圧倒しますが、PLC本体の買い替えが前提となるため初期投資が大きくなります。新規ライン構築や大規模設備更新のタイミングで検討するのが現実的です。
アーキテクチャ選定の判断基準
3つのアーキテクチャを選定する際に、現場でよく判断材料になる条件を以下にまとめます。

- 既存PLCを入れ替えられない場合
エッジAI型が第一候補。SignAiEdgeのように後付け型の製品なら、PLCプログラムの変更なしで導入できます。
- 3工場以上のデータを横断分析したい場合
クラウド連携型を軸に検討。ただし、リアルタイム異常検知はエッジ側で実行し、長期トレンド分析だけをクラウドに送る「ハイブリッド構成」が実務では多く採用されています。
- 制御周期100μs以下の即時フィードバックが必要な場合
AI搭載PLC型を選択。新規ラインの設計段階から組み込むのが理想です。
PLC × AI異常検知・予測制御の主要ツール比較
PLC × AI連携を実現する主要なツール・プラットフォームは、PLCメーカー自身が提供するものと、サードパーティのエッジAIソリューションに大別されます。ここでは4つの代表的な製品を比較します。

以下の表で、各ツールの基本仕様と対応範囲を整理しました。
| 項目 | MELSOFT MaiLab(三菱電機) | NX701-Z(オムロン) | SIMATIC Anomaly Detection(シーメンス) | SignAiEdge(富士電機) |
|---|---|---|---|---|
| アーキテクチャ | エッジ(PC+PLC連携) | AI搭載PLC型 | エッジ(Industrial Edge) | エッジ(専用デバイス) |
| AI技術 | Maisart(自動モデル生成) | 機械学習ライブラリ | AIベース(FRA / DTA) | MSPC + 振動解析 |
| 対応PLC | MELSECシリーズ | Sysmac NX/NYシリーズ | SIMATICシリーズ | 多メーカー対応(マルチベンダー) |
| 専門知識 | 不要(自動分析) | データマイニングSWで軽減 | 設定ウィザードあり | 不要(自動モデル生成) |
| リアルタイム性 | 秒単位 | 125μs同期 | 秒単位 | 0.1〜60秒周期 |
この表から読み取れるのは、リアルタイム性を最優先するならNX701-Z、マルチベンダー環境で既存PLCをそのまま活かすならSignAiEdge、三菱電機のFA環境に統合するならMELSOFT MaiLab(ただし2026年8月末に生産中止予定)が候補になるという点です。以下で各製品の特徴を掘り下げます。
MELSOFT MaiLab(三菱電機)※2026年8月末 生産中止予定
MELSOFT MaiLabは、三菱電機が提供するデータサイエンスツールです。三菱電機独自のAI技術「Maisart」を搭載し、PLCから収集したデータをもとに診断モデルを自動生成します。
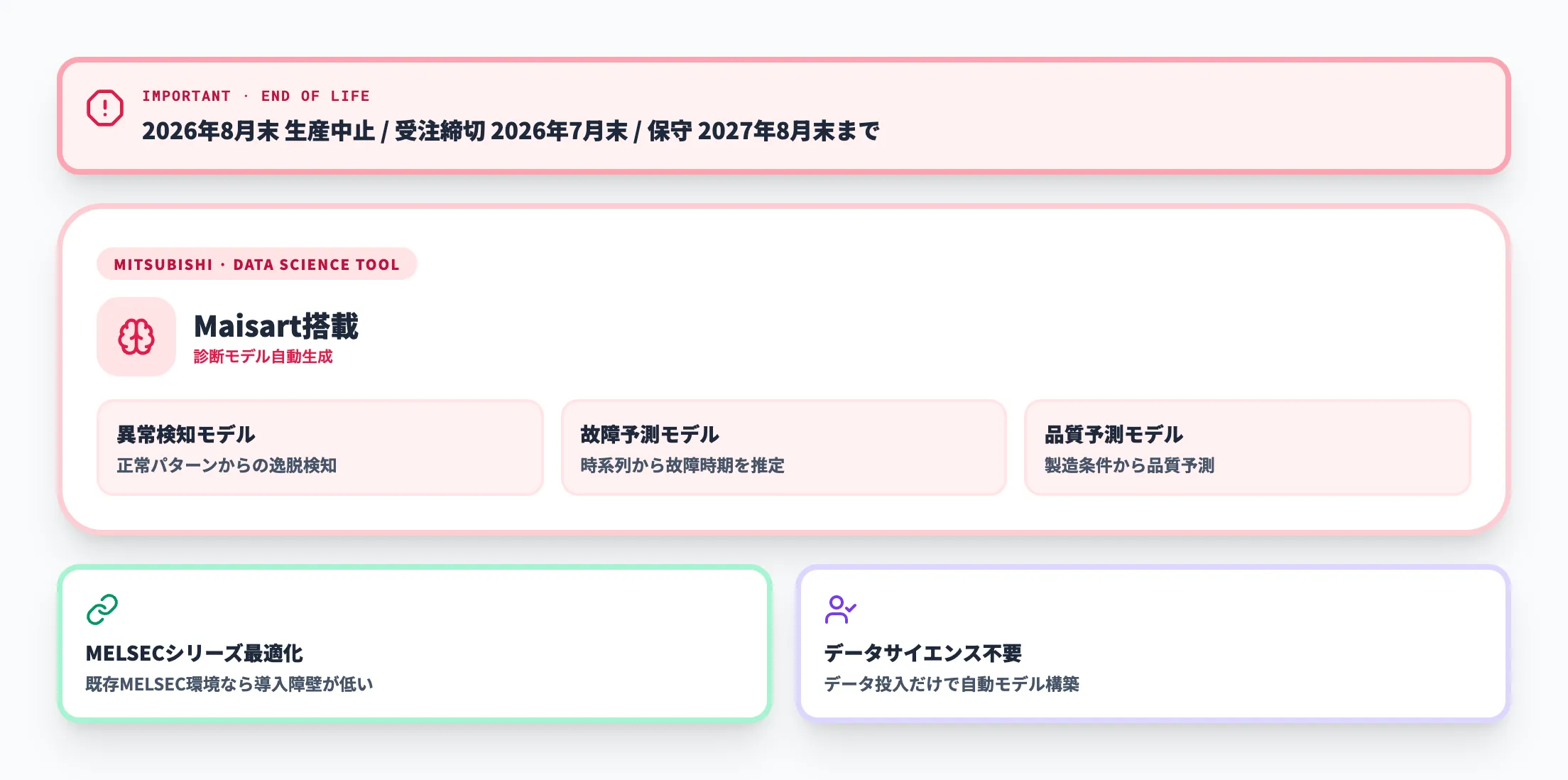
なお、三菱電機は2026年1月にMELSOFT MaiLabの生産中止を告知しています。受注締切は2026年7月末、生産中止は2026年8月末、保守対応は2027年8月末までのスケジュールです。三菱電機は今後、伴走型のデータ分析支援サービスの強化と新たな分析ソリューションの構築を進めるとしています。既存の検討案件や短期PoCでは引き続き選択肢になりますが、長期運用を前提とした新規採用の場合は後継ソリューションの動向を確認する必要があります。
最大の特徴は、データサイエンスの専門知識がなくてもAIモデルを構築できる点です。データを読み込ませるだけで、異常検知・故障予測・品質予測のモデルをMaisartが自動的に作成します。三菱電機のMELSECシリーズとの連携が最適化されており、MELSECから直接データを取り込む環境がすでに整っている工場では導入障壁が低くなります。
参考として、生産中止告知時点の公式価格を記載します。基本ライセンス(初年130万円、2年目以降45万円/年)に診断ライセンス16本とユーザーライセンス1本が含まれます。設備が増えた場合は追加診断ライセンス(買い切り・1本60万円)で拡張できます。
NX701-Z AIコントローラ(オムロン)
NX701-Zは、業界初のAI搭載マシンオートメーションコントローラです。PLC本体にAI推論エンジンを搭載し、制御処理とAI処理を125μsの周期で同期実行します。

オムロン独自の「AI予知保全ライブラリ」が提供されており、装置のサーボモーター電流値やエンコーダ値などのデータから「いつもと違う」状態をリアルタイムに監視します。ライブラリを使えば、データサイエンスの知識がなくても予知保全の仕組みを構築できます。
また、データマイニングソフトウェアでは、オムロン独自の自動分析技術により、現場技術者がデータ分析を行える環境を提供しています。Sysmac Studio(開発環境)との統合により、制御プログラムとAI分析を同一環境で管理できる点も、運用負荷の軽減につながります。
SIMATIC Anomaly Detection(シーメンス)
SIMATIC Anomaly Detectionは、シーメンスのIndustrial Edgeプラットフォーム上で動作するAIベースの異常検知アプリケーションです。

SIMATIC IPC(産業用PC)をエッジデバイスとして使用し、SIMATICシリーズのPLCからデータを収集・分析します。Full Relationship Analysis(FRA)やDeep Time Analysis(DTA)といった分析手法を用いて、正常時の動作パターンからの逸脱をリアルタイムに検知します。AIモデルはワンクリックで生成でき、AI専門家でなくても導入可能です。
シーメンスのFA環境(SIMATICシリーズ、TIAポータル)で統一されている工場では、システム間の接続設計が不要になるため、導入期間を短縮できます。また、シーメンスはSenseye Predictive Maintenanceというクラウドベースの予知保全サービスも提供しており、工場横断での大規模分析にも対応できます。
SignAiEdge(富士電機)
SignAiEdgeは、富士電機が提供する現場型診断装置です。最大の差別化ポイントは、三菱電機・オムロン・シーメンス・キーエンスなど多メーカーのPLCに対応するマルチベンダー対応力です。公式サイトでは対応PLCメーカー一覧が公開されており、業界トップクラスの接続数をうたっています。

通常モード(MSPC:多変量統計プロセス管理)と振動モード(FFT周波数解析)の2つの分析モードを搭載しています。MSPCでは複数パラメータの正常相関関係を学習し、未知の異常も含めて「いつもと違う」状態を自動検出します。専門知識不要で診断モデルが自動生成される点は、現場エンジニアにとって大きなメリットです。
ただし、SignAiEdgeの価格は公式サイトでは公開されておらず、個別見積もりが必要です。ハードウェア(診断装置本体)とソフトウェアライセンスの組み合わせで構成されます。
ツール選定で見落としがちなポイント
製品比較の段階で判断に迷いやすい点を補足します。
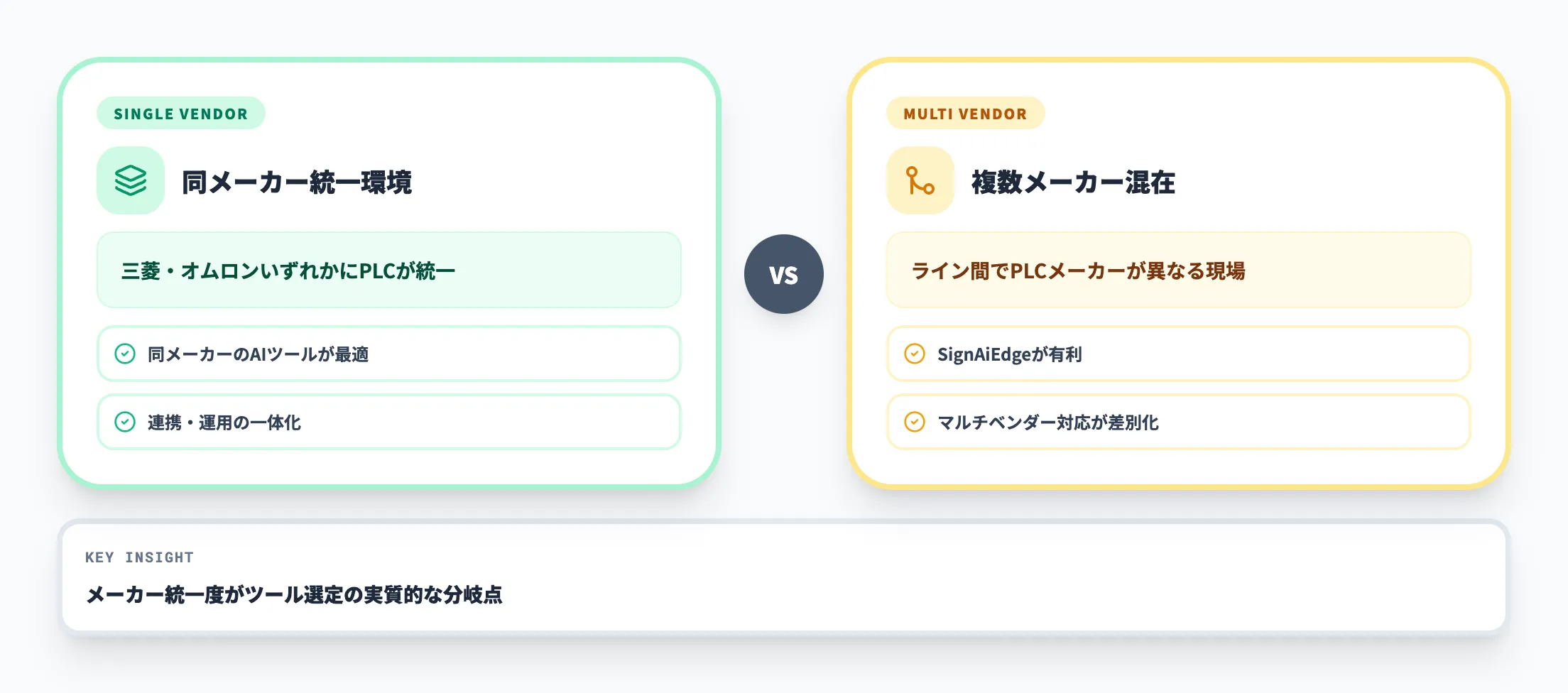
既存のPLCが三菱電機やオムロンに統一されている工場では、同メーカーのAIツールを選ぶのが連携面で有利です。一方で、複数メーカーのPLCが混在している現場では、SignAiEdgeのマルチベンダー対応が強みを発揮します。この「メーカー統一度」が、ツール選定の実質的な分岐点になります。
PLC × AIの導入事例
PLC × AIを活用した異常検知・予測制御の導入事例を、アーキテクチャ別に紹介します。

エッジAI型の事例:IHIの故障予兆検知と異音検知
IHIは、産業機械向けに2つのAI検知システムを開発しています。

1つ目は「故障予兆検知システム」です。大型クレーンや運搬機械のPLCから稼働データを収集し、深層学習モデルで異常の予兆を検知します。PLCの時系列データを入力として、正常パターンからの逸脱を統計的に捉える仕組みです。
2つ目は「異音検知システム」です。マイクロホンで設備の稼働音を収集し、スペクトログラム変換した音響データを画像認識AIで分析します。石炭火力発電所やバイオマス火力発電所のコンベヤー用ローラーへの適用はこちらの異音検知のアプローチです。
従来は故障が起きてから対処する「事後保全」が中心でしたが、これら2つのシステムによって計画的なメンテナンスへの移行を進めています。さらに生成AIを活用した原因解析機能も開発しており、異常を検知した際に「何が原因か」までAIが推定する仕組みを構築しています。
エッジAI型の事例:富士電機SignAiEdgeによる冷蔵設備の予兆検知
富士電機は、冷蔵ショーケースへのSignAiEdge適用事例を公開しています。冷蔵設備のPLCから温度・圧力データを収集し、MSPCで正常パターンからの逸脱を監視した結果、高温アラームが発生する約3週間前に異常の兆候を検知できました。

従来はアラーム直前まで異常に気づけなかったことと比較すると、3週間の猶予があれば計画的な部品交換や修理スケジュールの調整が可能になります。食品工場では冷蔵設備の突発停止が製品廃棄に直結するため、この予兆検知の時間的余裕は実務上の価値が大きいものです。
【関連記事】
予知保全とは?仕組みやメリット、AIの活用事例を解説
AI搭載PLC型の事例:オムロンNX701-Zによるフィルム蛇行制御
日経xTECHの報道によると、オムロンはNX701-ZのAIコントローラを巻き線機に適用し、フィルムの巻き取り工程で材料のつなぎ目や巻き取りの開始・停止時に発生するフィルムの蛇行を、AI制御によって従来の1/10に低減したとされています。

この事例のポイントは、AIが「異常を検知する」だけでなく「制御パラメータを自動調整する」段階まで踏み込んでいる点です。125μsの制御周期でAI推論が同期しているため、蛇行を検知した瞬間にテンション制御のパラメータを補正できます。異常検知から制御までのタイムラグがほぼゼロであることが、この精度を実現しています。
事例から見える導入効果の傾向
3つの事例に共通するのは、「異常を事前に検知して計画的に対処する」ことで、突発停止の回避と保全コストの最適化が同時に実現している点です。製造業におけるAIの活用事例を見ても、予知保全は導入効果が数値化しやすい領域です。
ただし、注意すべきは「AIを入れれば即座にダウンタイムが90%削減される」といった画一的な効果は保証されないということです。効果の大きさは、データの質・量、対象設備の故障パターン、既存の保全体制によって大きく変わります。
PLC × AIを「異常検知」で終わらせない

保全計画・作業指示・実績記録まで自動化
PLCから収集した制御データをAIが分析し、異常検知から保全計画・作業指示・実績記録までをAIエージェントが自動実行。AI Agent Hubで保全管理システム・Teams連携を含めた業務自動化基盤を構築します。
生成AIによるPLC制御プログラムの自動生成
PLC × AIの活用領域は異常検知・予測制御だけではありません。2025年以降、生成AIを使ってPLC制御プログラムそのものを自動生成する取り組みが、一部ベンダーで製品化や共同検証として進んでいます。
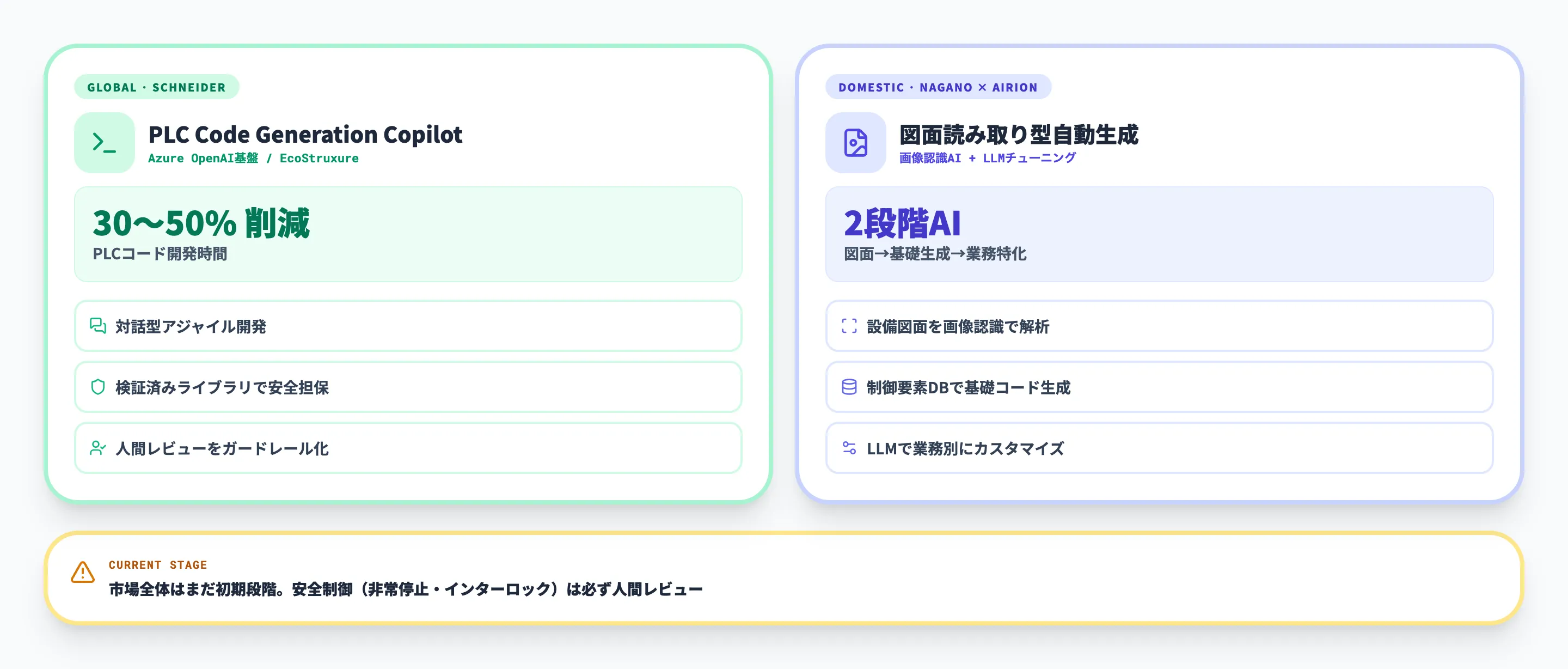
シュナイダーエレクトリックのPLC Code Generation Copilot
シュナイダーエレクトリックは、Azure OpenAI Serviceを基盤とした「PLC Code Generation Copilot」を開発し、EcoStruxure Automation Expert上でPLCコードの生成・説明・テストを実現しています。
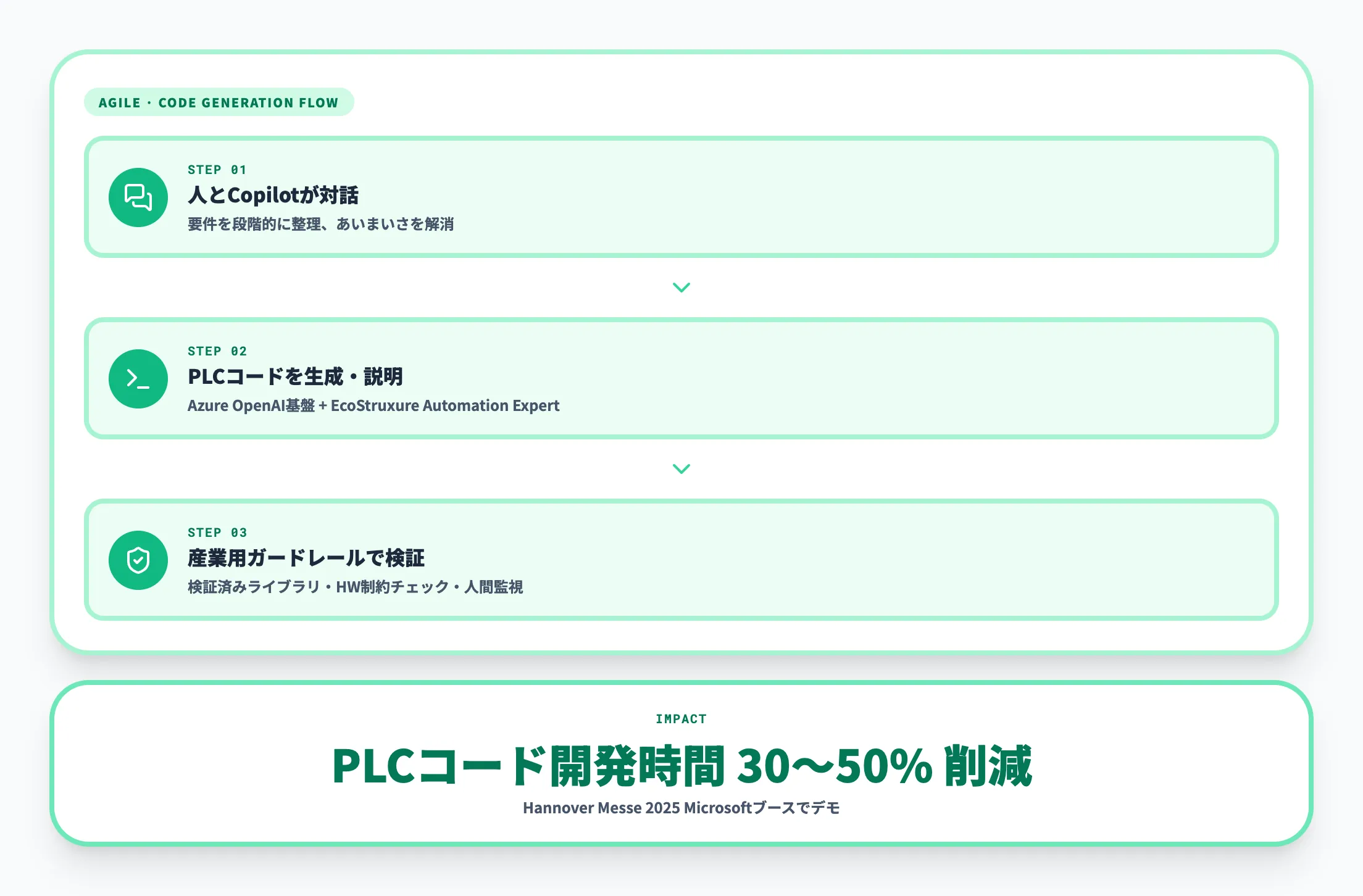
Hannover Messe 2025のMicrosoftブースでは、人との対話によってプログラムを段階的に整えていくアジャイル型の開発手法がデモされました。シュナイダーの公式ブログでは、PLCコード開発に要する時間を30〜50%削減できるとしています。生成されたコードには産業用ガードレール(検証済みライブラリ・ハードウェア制約チェック・人間による監視)が組み込まれており、安全性の確保にも配慮されています。
長野オートメーション × Airionの図面読み取り型自動生成
国内でも、生産設備メーカーの長野オートメーションと東京大学発AIベンチャーのAirionが共同で、図面からラダープログラムを自動生成するシステムを開発しています。

このシステムは2段階で構成されています。第1段階は、生産設備の図面を画像認識AIで読み取り、設定済みデータベースから該当する制御要素を抽出してプログラムの基礎部分を生成します。第2段階では、蓄積済みのラダープログラムを大規模言語モデル(LLM)でチューニング・カスタマイズし、特定業務に特化したプログラムを作成します。
【関連記事】
ラダー図をAIで自動生成!PLC制御プログラムのAI活用最前線
生成AI活用の現在地と制約
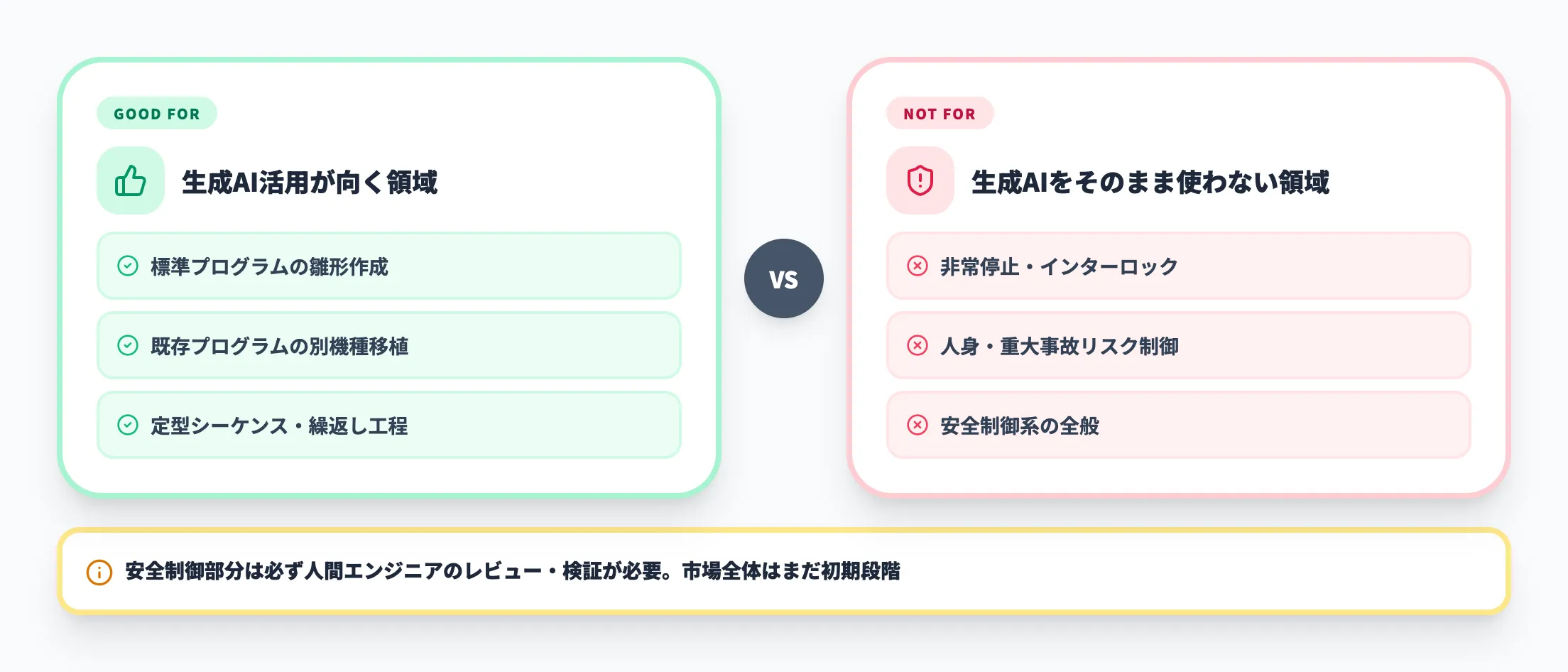
生成AIによるPLC制御プログラムの自動生成は、シュナイダーのPLC Code Generation Copilotや長野オートメーション×Airionの共同検証など個別事例では成果が出始めています。ただし、市場全体としてはまだ初期段階です。定型的なシーケンス制御や繰り返しパターンの多い工程では効果が出やすい一方で、広く普及している段階ではありません。一方で、安全制御(非常停止・インターロック)に関わるプログラムは、生成AIの出力をそのまま使うことは推奨されません。必ず人間のエンジニアによるレビューと検証が必要です。
実務的には、ベテランエンジニアの負担が大きい「標準プログラムの雛形作成」や「既存プログラムの別機種への移植」に生成AIを活用し、安全制御部分は人手で設計・検証する使い分けが現実的です。
PLC × AI導入の料金・費用相場
PLC × AI導入にかかる費用は、選択するアーキテクチャとツールによって大きく異なります。以下に2026年4月時点で確認できる価格情報をまとめます。

ツール別のライセンス費用
公式に価格が公開されているツールの費用を以下の表にまとめました。
| ツール | 初期費用 | ランニングコスト | 備考 |
|---|---|---|---|
| MELSOFT MaiLab 基本ライセンス | 130万円 | 45万円/年(2年目以降) | 診断16経路、ユーザー1本含む。※2026年8月末生産中止予定(受注は7月末まで) |
| MELSOFT MaiLab 追加診断ライセンス | 60万円/本(買い切り) | なし | 5本225万円、10本360万円の一括割引あり |
| MELSOFT MaiLab 追加ユーザーライセンス | 35万円 | 35万円/年 | 分析ユーザーの増員用 |
| SignAiEdge | 個別見積もり | 個別見積もり | ハードウェア+ソフトウェアの構成 |
| NX701-Z | 個別見積もり | 個別見積もり | PLC本体+AI予知保全ライブラリ |
| SIMATIC Anomaly Detection | 個別見積もり | 個別見積もり | Industrial Edge Management含む |
公式価格が明示されているのはMELSOFT MaiLabのみですが、前述のとおり2026年8月末に生産中止が予定されています。新規導入を検討する場合は、受注期限(2026年7月末)と保守期限(2027年8月末)を考慮した上で判断してください。他の製品は設備構成や導入規模によって見積もりが変動するため、販売代理店または各メーカーへの直接問い合わせが必要になります。
全体の導入費用の構成
PLC × AIの導入費用は、ソフトウェアライセンスだけでは完結しません。費用の全体構成を理解しておくことが予算策定では重要です。

- データ収集基盤の構築費
PLCからのデータ取得に必要なゲートウェイ、OPC UAサーバー、ネットワーク機器の導入費用。既存のPLCがネットワーク通信に対応していない場合、通信ユニットの追加やPLC本体の更新が必要になるケースもあります。
- AIモデル構築・チューニング費
正常状態を学習するためのデータ収集期間(支援経験上、数週間程度が目安)、モデル構築、精度検証にかかるSIerやコンサルタントの人件費。自社で内製する場合はデータサイエンティストの工数として計上されます。
- 保守・運用費
AIモデルの精度監視と再学習、システムの保守、ソフトウェアアップデート。初期費用とは別に、保守・再学習の継続コストを見込んでおく必要があります。
投資対効果の試算
PLC × AI予知保全の投資対効果は、「突発停止1回あたりのコスト × 年間停止回数の削減見込み」で大枠を算出できます。

たとえば、突発停止1回あたりのコストが50万円(ライン停止による機会損失 + 緊急修理費用)で年間10回発生している場合、年間損失は500万円です。AI予知保全によって突発停止を半減できれば250万円のコスト削減となり、MELSOFT MaiLabの基本ライセンス(初年130万円)と比較しても初年度から投資回収が見込めます。
ただし、この試算は突発停止のコストが正確に把握できていることが前提です。多くの製造現場では突発停止の発生頻度やコストが定量的に記録されていないため、PoC(概念実証)の段階で並行してコストデータの整備を進めることを推奨します。
PLC × AI導入で詰まる論点と判断基準
PLC × AIの導入を検討する現場では、技術面よりも「組織的な判断」で停滞するケースが少なくありません。ここでは、導入判断で頻繁に詰まる4つの論点を整理します。
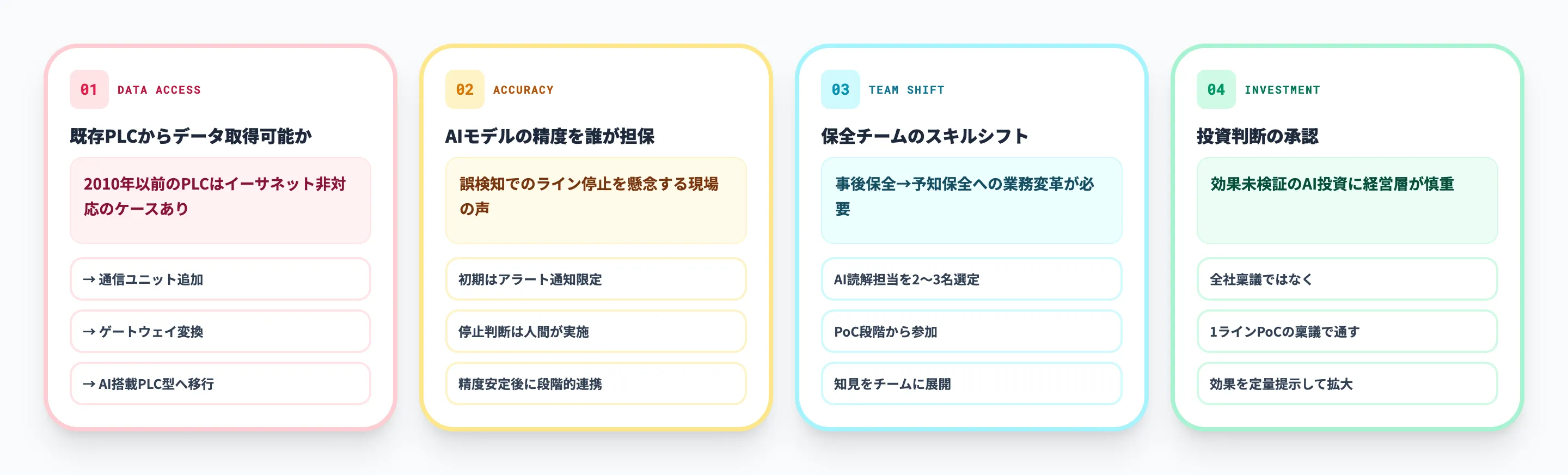
既存PLCからデータを取得できるか

最初にぶつかるのが「既存PLCからAI用のデータを取り出せるのか」という問題です。2010年以前に導入されたPLCの一部は、イーサネット通信に対応しておらず、シリアル通信やメーカー独自プロトコルしか使えない場合があります。
この場合の選択肢は3つです。通信ユニットの追加(数万〜数十万円)でネットワーク対応にする方法、ゲートウェイデバイスでプロトコル変換する方法、PLCの更新を前提にAI搭載PLC型に移行する方法です。いずれも事前の通信テストが不可欠で、PoC段階で「データが取れるかどうか」を最初に検証すべきです。
AIモデルの精度を誰が担保するか

「AIが誤検知したらラインを止めてしまうのでは」という懸念は、現場から必ず出てきます。結論としては、導入初期はAIを「アラート通知」に限定し、ライン停止の判断は人間が行う構成にすべきです。
AIモデルの精度が安定してきた段階で、「AIのスコアが閾値を超えたら自動でラインを減速する」といった段階的な制御連携に移行します。最初から全自動の制御連携を狙うと、誤検知のリスクに対する現場の抵抗が大きくなり、プロジェクト自体が頓挫しやすくなります。
保全チームのスキルシフトをどう進めるか

PLC × AIの導入は、保全チームの業務内容を「壊れたら直す事後保全」から「データを見て計画的に対処する予知保全」に変えることを意味します。このスキルシフトは、ツールの導入よりも時間がかかります。
支援経験からは、保全チームの中から2〜3名の「AIデータ読解担当」を選定し、PoC段階から参加させることが効果的です。全員を一斉にトレーニングするよりも、担当者が実際のデータで経験を積み、その知見をチームに展開する方が定着率が高くなります。
投資判断の承認をどう通すか
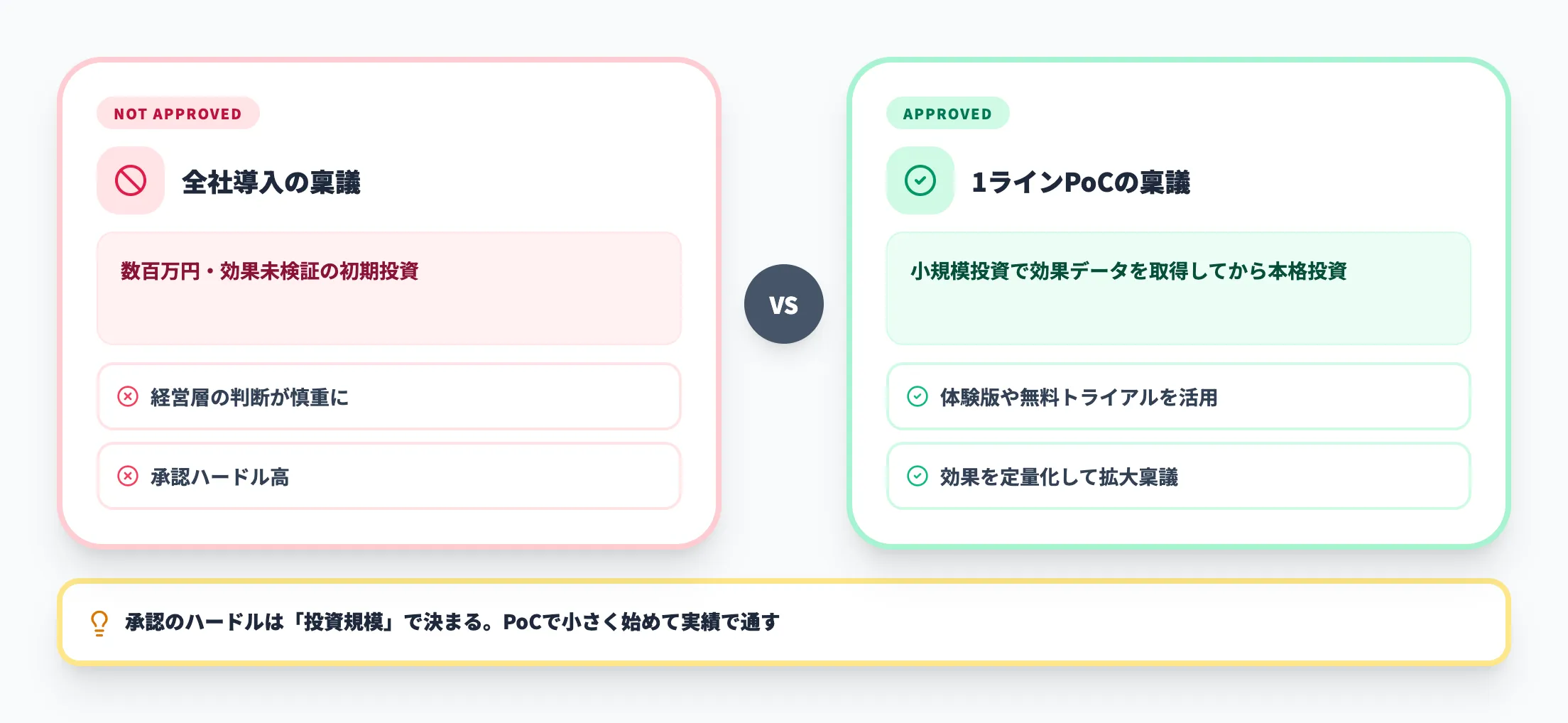
製造業のAI導入では、「効果が出るかわからないものに数百万円の投資はできない」という経営層の判断が壁になります。この壁を越えるには、PoC段階の投資を小さく抑え、効果を定量的に示すことが必要です。
たとえばMELSOFT MaiLabの基本ライセンスは初年130万円でした(2026年8月末に生産中止予定)。MELSOFT MaiLabのように体験版が公開されている製品もあるほか、ベンダーによっては技術相談やPoCメニューを用意しています。まずは小規模な概念検証で効果データを取得し、経営層に提示してから本格投資の承認を得る流れが現実的です。「全社導入の稟議」ではなく「1ラインのPoCの稟議」として通す方が、承認のハードルは格段に下がります。
PLC × AI導入を成功させるステップ
PLC × AIの導入は、一度に全設備へ展開するのではなく、段階的に進めることが成功の鍵です。
 製造業のAI導入ステップとも共通する考え方ですが、PLC特有の注意点を踏まえた5段階の進め方を解説します。
製造業のAI導入ステップとも共通する考え方ですが、PLC特有の注意点を踏まえた5段階の進め方を解説します。
ステップ1:対象設備の選定とデータ取得検証
最初に行うべきは、AI適用の対象設備を1〜3台に絞り込むことです。選定の基準は「突発停止の頻度が高い」「停止時のコストインパクトが大きい」「PLCからデータを取得できる見込みがある」の3条件です。
選定した設備のPLCから実際にデータを取得できるかを検証します。OPC UAやModbus TCP/IPでの通信テストを行い、取得できるデータの種類・周期・品質を確認します。このステップは1〜2週間で完了させるのが目安です。
ステップ2:PoC(概念実証)
データ取得が確認できたら、数週間程度の正常データを収集してAIモデルの学習を行います。MELSOFT MaiLabやSignAiEdgeのように自動モデル生成機能を持つツールであれば、データを投入するだけで異常検知モデルが構築されます。
PoCの評価指標は「異常の事前検知率」と「誤検知率」の2つです。実際に発生した設備トラブルをAIが事前に検知できたかどうか、正常状態を異常と判定してしまう頻度はどの程度かを定量的に評価します。
【関連記事】
製造業のAI PoCの進め方|テーマ選定・評価指標・本番化のコツ
ステップ3:パイロット運用
PoCで一定の精度が確認できたら、対象設備をそのままパイロット運用に移行します。パイロット運用では、AIのアラート通知を保全チームが毎日確認し、「AIの通知が実際の設備状態と合っているか」を記録します。
この段階で重要なのは、AIの判定と現場の実感を突き合わせる作業です。誤検知が多い場合はモデルの再学習やパラメータ調整を行い、3〜6か月かけて精度を安定させます。
ステップ4:段階的展開
パイロット運用で精度と運用フローが安定したら、同じラインの他設備、さらには他ラインへと段階的に展開します。展開時のポイントは、パイロットで確立した「データ取得→AIモデル構築→アラート運用→保全計画への反映」のフローをテンプレート化しておくことです。
設備の種類が異なる場合は、設備ごとにAIモデルの再学習が必要になりますが、データ取得基盤と運用フローは共通化できるため、2台目以降は導入期間が大幅に短縮されます。
ステップ5:制御連携と全社展開
最終段階では、AIの異常検知結果をPLCの制御にフィードバックする連携を構築します。異常スコアが一定値を超えたらラインを減速する、特定の品質パラメータが逸脱傾向を示したら制御条件を自動補正するといった制御連携です。
この段階に到達するには、パイロット運用の実績データが十分に蓄積されていることと、保全チームがAIの判定を信頼できる状態になっていることが前提です。無理に急がず、現場の信頼獲得と並行して進めることが、全社展開の定着率を高めます。
PLC × AI異常検知を設備保全の自動化までつなぐなら
PLC × AIの異常検知は、単体ツールの導入で完結しません。検知結果を保全計画に反映し、作業指示・部品発注・実績記録までの業務フローとして設計してはじめて、設備保全の自動化基盤として成立します。
ここで効いてくるのが、PLCから収集した制御データのAI分析を起点に保全計画立案から作業指示・実績記録までAIエージェントが自動実行するエンタープライズAIエージェント基盤 AI Agent Hub です。
- PLCデータ収集からAI推論・アラート発報までをワークフロー化
異常スコアの計算・閾値判定・通知先の振り分けを一連の自動フローとして構築します。保全担当者の監視負荷を削減し、対応漏れを防ぎます。
- 保全計画策定と作業指示をTeamsで完結
異常検知アラートをTeamsに自動通知し、保全チームの対応ステータスをチャネル上で管理。報告書の作成や承認フローもTeamsで完結し、紙ベースの記録作業を削減できます。
- 検知モデル精度と設備稼働率をダッシュボードで一元管理
AIモデルの検知精度・誤検知率・設備稼働率の推移を1画面に集約。モデル再学習のタイミングや投資対効果の算出にも活用できます。
- データは100%自社テナント内に保持
PLC制御データ・設備稼働ログなど機微な運用情報が外部に出ることはなく、AIの学習対象からも除外。Azure Managed Applicationsとして自社テナント内で動作が完了する設計です。
AI総合研究所の専任チームが、PLCデータ収集設計からAIモデル構築、保全システム連携、現場定着まで伴走支援します。無料の資料で、PLC × AIを保全業務の自動化基盤に広げる構成をご確認ください。
PLC × AIを「異常検知」で終わらせない
保全計画・作業指示・実績記録まで自動化
PLCから収集した制御データをAIが分析し、異常検知から保全計画・作業指示・実績記録までをAIエージェントが自動実行。AI Agent Hubで保全管理システム・Teams連携を含めた業務自動化基盤を構築します。
まとめ
PLC × AI連携は、製造ラインの異常検知・予測制御を「熟練者の経験」から「データに基づく定量的な判断」に転換するための技術基盤です。
本記事で解説した内容を3つの要点に整理します。
まず、アーキテクチャの選択が導入の成否を左右します。既存PLCを活かすならエッジAI型(SignAiEdge等)、複数工場横断ならクラウド連携型、制御融合が必要ならAI搭載PLC型(NX701-Z)が基本的な選定軸です。
次に、導入は段階的に進めることが重要です。「1ライン・1〜3設備」でPoCを始め、効果を定量的に検証してから展開範囲を広げる流れが、投資対効果と現場の信頼獲得の両面で有効です。MELSOFT MaiLabのように体験版が公開されている製品もあるため、比較的小規模な投資からスタートできます。
最後に、AI異常検知の導入はツール選定だけで完結しません。検知結果を保全計画に反映し、作業指示・実績記録までの業務フローとして定着させることが、効果を持続させる鍵です。まずは対象設備のPLCからデータが取得できるかの通信テストから始めてみてください。