この記事のポイント
 工場効率化は現場カイゼン→IoT/AI自動化→AIエージェント統合の3層で順番に設計しないと現場に定着しない
工場効率化は現場カイゼン→IoT/AI自動化→AIエージェント統合の3層で順番に設計しないと現場に定着しない- 製造業就業者は2023年1,055万人→2024年1,046万人へ減少、パーソルは2030年38万人不足と推計、省人化は経営課題として待ったなし
- セイブ自動検査機・ナカガワフーズ自動計量包装・かね七包装ライン等の公開事例は「1工程×1ライン」から段階拡張が多い
- ROI計算では検査員1名削減で年間400万〜500万円の人件費効果、品質コスト削減、歩留まり改善の3カテゴリを積み上げる
- ものづくり補助金(高付加価値化枠2,500万円/グローバル枠3,000万円)・省力化投資補助金・デジタル化AI導入補助金で実効負担を圧縮

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
工場効率化は、「現場カイゼンによる省人化」「IoT/AIによる自動化」「AIエージェントによる全社統合」の3レイヤーで設計するのが実務の基本です。どの層から着手するかで必要な投資・期間・得られる効果が変わるため、順序設計を誤ると現場に定着しないまま投資が埋没します。
本記事では、2026年4月時点の最新情報をもとに、工場効率化が急務となる3つの背景、得られる5つの効果、実現手段7選、国内外の成功事例6選を体系的に整理します。
あわせて、費用相場とROI試算、活用できる補助金3種、失敗する3つのパターンとAIエージェント基盤による全社統合の進め方まで、発注判断と社内説明に必要な論点を網羅的に解説します。
目次
工場効率化とは?基本概念と3つのレイヤー
工場効率化とは、人・設備・材料・情報の流れを整理し、投入資源あたりの産出(生産量・品質・納期)を高める取り組みの総称です。本節ではまず、現場で混同されやすい「カイゼン」「自動化」「DX」「AI活用」の関係を整理します。
工場効率化の3レイヤー
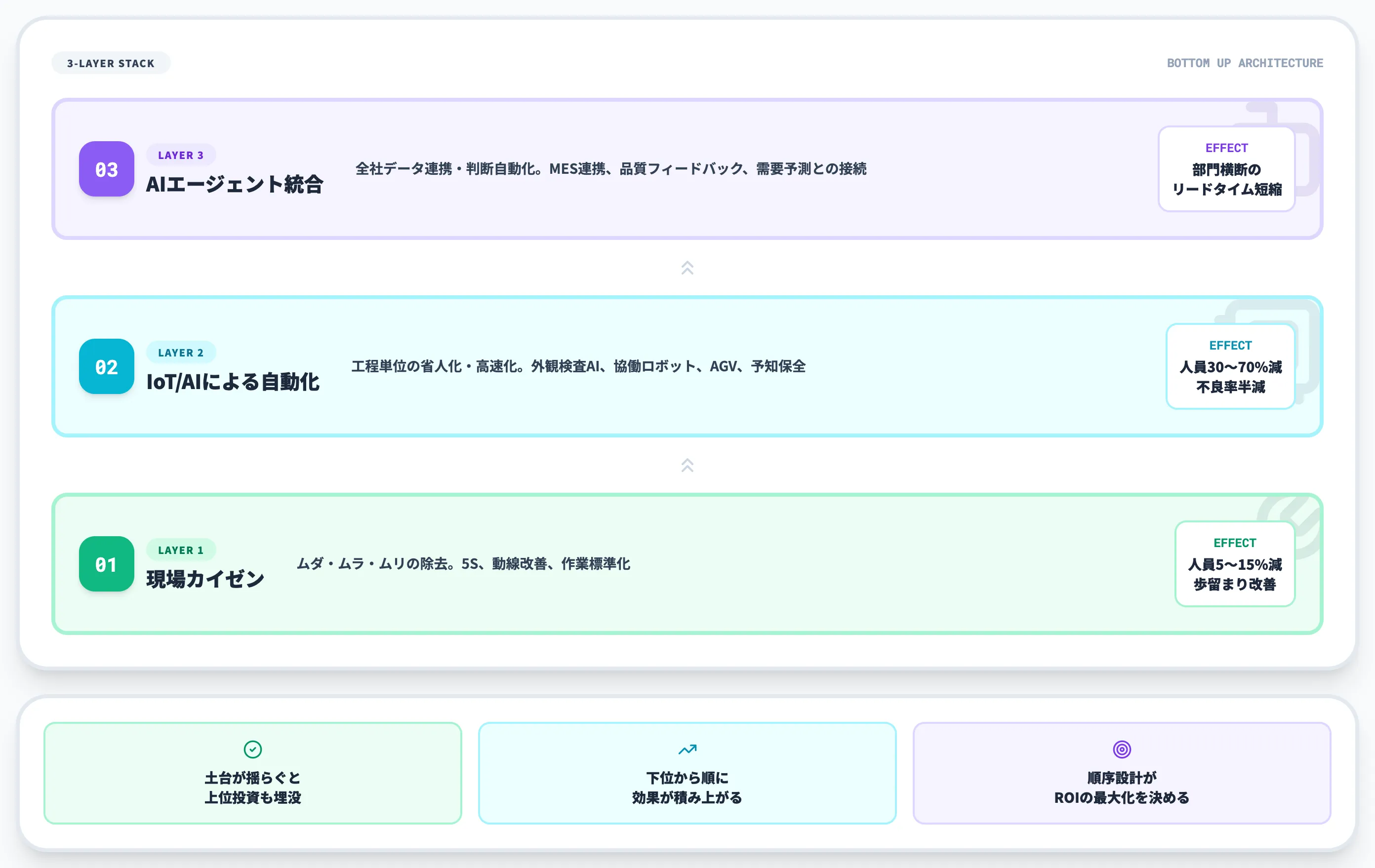
工場効率化は、取り組みの深さで3レイヤーに分解できます。各レイヤーは独立ではなく、下位のレイヤーを土台として上位の効果が積み上がる構造です。
以下の表で、3レイヤーの目的・代表手段・期待効果の違いを整理しました。
| レイヤー | 目的 | 代表手段 | 期待効果 |
|---|---|---|---|
| ①現場カイゼン | ムダ・ムラ・ムリの除去 | 5S、動線改善、作業標準化 | 人員5〜15%減、歩留まり改善 |
| ②IoT/AIによる自動化 | 工程単位の省人化・高速化 | 外観検査AI、協働ロボット、AGV、予知保全 | 人員30〜70%減、不良率半減 |
| ③AIエージェント統合 | 全社データ連携・判断自動化 | MES連携、品質フィードバック、需要予測との接続 | 部門横断のリードタイム短縮 |
カイゼンだけで留まると人海戦術の限界を超えられず、自動化から始めるとデータの流れが整理されていないため効果が限定的になります。3レイヤーを順番に積み上げる設計が、投資対効果を最大化する実務的な進め方です。
DX・自動化・AI活用との関係
工場効率化と似た用語が増え、現場では言葉の使い分けが曖昧になりがちです。ここで整理すると次のとおりです。
-
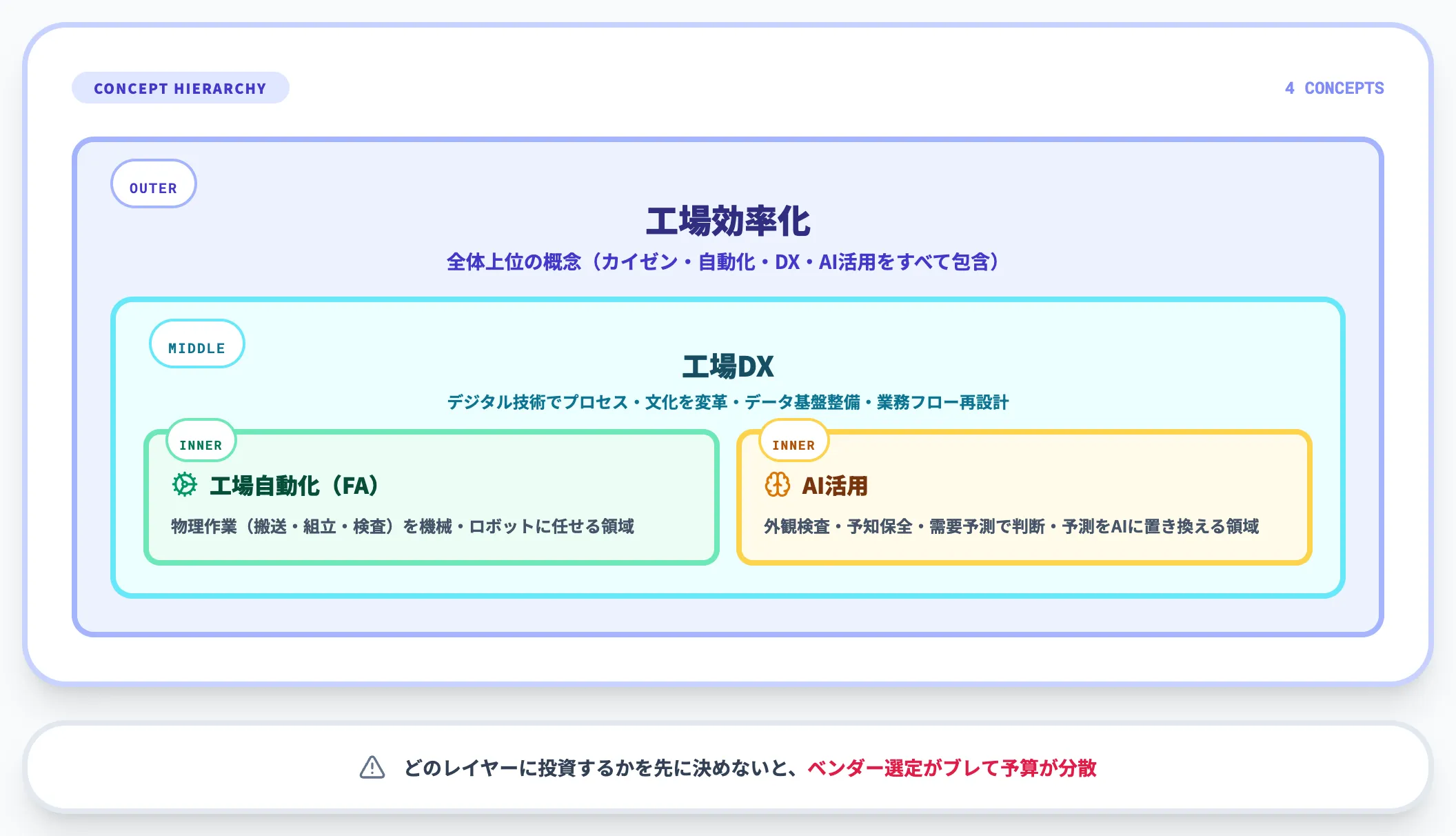
工場効率化
全体上位の概念。カイゼン・自動化・DX・AI活用すべてを含む。
-
工場DX
デジタル技術でビジネスプロセスや組織文化を変革する取り組み。データ基盤整備、業務フロー再設計を含む。
-
工場自動化(FA)
物理的な作業(搬送・組立・検査)を機械・ロボットに任せる領域。
-
AI活用
外観検査・予知保全・需要予測など、判断や予測をAIに置き換える領域。
現場で「効率化プロジェクト」と呼ばれるものの大半は、これら4つが混ざっています。どのレイヤーに投資するかを先に決めないと、ベンダー選定がブレて予算が分散します。関連する基礎概念はスマートファクトリー完全ガイドでも整理しています。

工場効率化が急務となる3つの背景
2026年時点で工場効率化が「できれば良い」から「やらなければ事業継続できない」レベルに変わっています。本節では経営判断を迫る3つの構造的要因を整理します。
人手不足の加速と2030年の不足予測

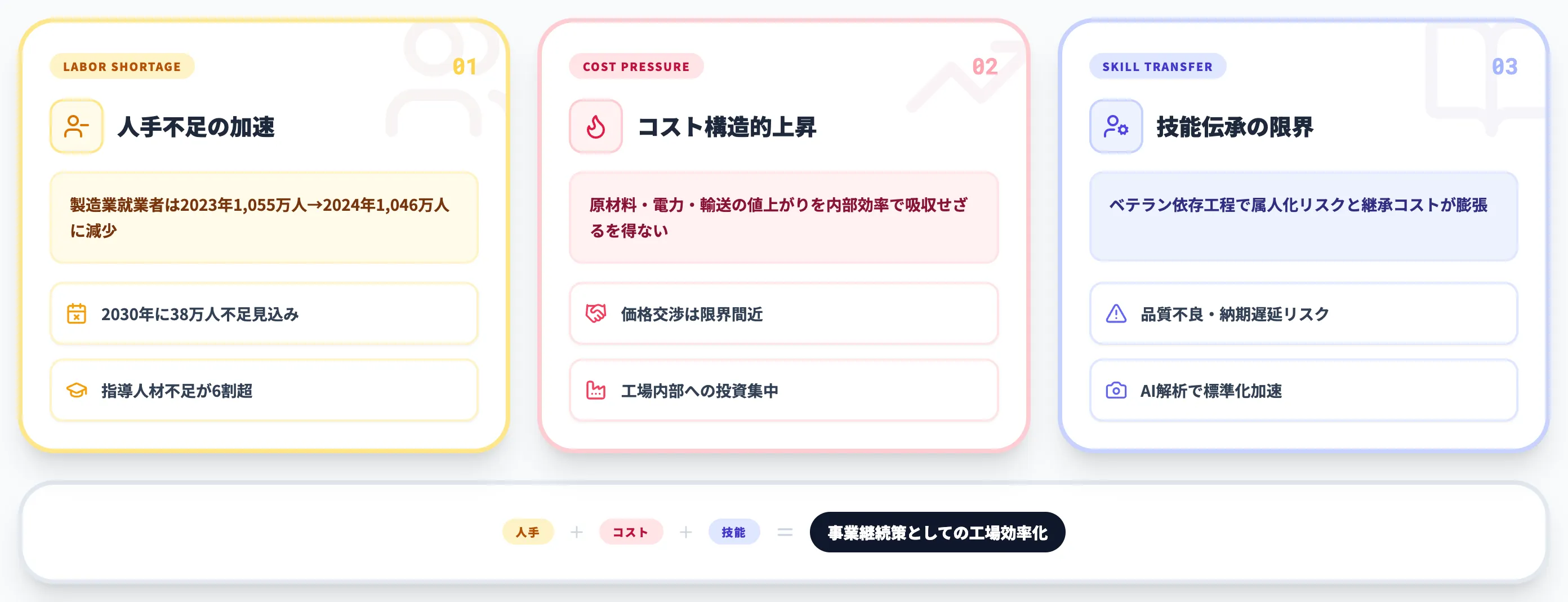
2025年版ものづくり白書によると、製造業の就業者数は2023年の1,055万人から2024年には1,046万人へと減少しており、人手不足が構造的な課題として継続しています。加えて、中小企業の産業別従業員数過不足DIも2024年にマイナス水準となり、コロナ前に近い人手不足感に戻っています。
さらに将来予測では、パーソル総合研究所の労働市場の未来推計2030において、2030年時点で製造業全体で約38万人の労働力不足が見込まれると推計されており、省人化は選択ではなく必須課題になっています。
人手不足は単なる採用難ではなく、既存従業員の高齢化と技能伝承の停滞を同時に引き起こしています。指導側の人材不足も深刻で、ものづくり白書では6割以上の事業所が「指導する人材の不足」を課題に挙げています。
原材料・エネルギーコストの構造的上昇

原材料価格・電力料金・輸送コストの上昇が続いており、加工賃単価を簡単に値上げできない中小製造業では、内部効率で吸収せざるを得ない状況が続いています。コスト吸収の手段は、①外部調達の価格交渉 ②歩留まり改善 ③工数削減の3つしかなく、①は限界に近い企業が多いため、結果として工場内部の効率化に投資が集中します。
技能伝承とベテラン依存の限界
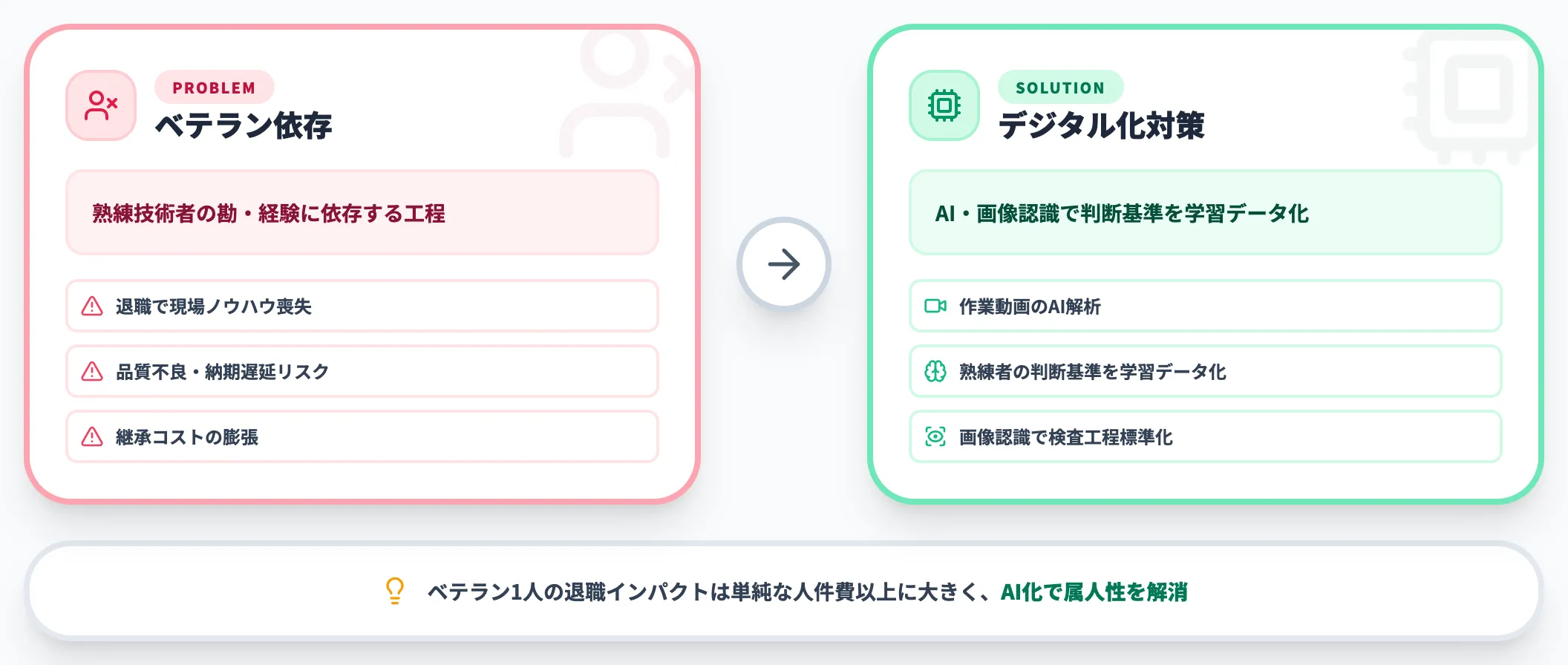
熟練技術者の勘・経験に依存する工程は、属人化リスクとともに継承コストが膨らんでいます。ベテラン1人が退職する経営インパクトは、単純な人件費以上に大きく、品質不良・納期遅延・現場ノウハウの喪失を同時に引き起こします。この領域の対策として、作業動画のAI解析・熟練者の判断基準の学習データ化・画像認識による検査工程の標準化が広がっています。
工場効率化は「コスト削減」の文脈で語られがちですが、実態は人手・コスト・技能の3つの構造的制約を同時に緩和する事業継続策です。この視点で投資計画を設計すると、社内稟議での説明も通りやすくなります。
工場効率化で得られる5つの効果
工場効率化の効果は、生産性・コスト・品質・人材・新価値創出の5カテゴリに整理できます。本節では各カテゴリの具体的な改善内容と定量目安を整理します。

以下のリストで、5つの効果それぞれの内容と目安レンジをまとめます。
-
生産性の向上
自動化とデータ活用により、稼働率・スループットの改善が複数事例で報告されています。食品製造の現場では、ナカガワフーズのように自動計量包装機やパレタイズロボットを導入して省人化と生産量拡大の両立に取り組む事例が広がっています。
-
コスト削減
人件費・エネルギー費・品質コスト(不良品廃棄・手戻り)の3軸で削減できます。経済産業省ロボット導入実証事業のデータでは、人件費80%削減・専有面積30%削減が達成された事例もあります。
-
品質の向上
AI外観検査により不良品検出精度が目視検査を超えるケースが増えています。ベンダー公開資料(シーイーシーのAI画像検査ウェビナー資料)では、自動車関連のDeep Learning外観検査において見逃し率・過検出率が大きく改善した事例が紹介されています。
-
人材不足の解消
熟練作業のデジタル化により、未経験者でも短期戦力化が可能になります。永井製作所は3次元CAD化と生産管理システムで、未経験者が金型づくりに参画できる仕組みを構築しています。
-
新たな価値創出
効率化で生まれた余力を、新製品開発・顧客提案・アフターサービス強化に振り向けられます。コマツはKOMTRAX等の車両稼働情報を活用した保守・運用支援サービスを強化しており、製造・販売に加えた付加価値領域の拡張事例として参考になります。
注目したいのは、これら5つの効果は独立ではなく連鎖的に発生する点です。自動化(生産性)→品質向上→手戻り削減(コスト)→人的リソースの再配置(人材)→新規事業(新価値)という流れで、最初の1工程の自動化が全社効果に波及します。
工場効率化を実現する7つのAI・デジタル手段
工場効率化の手段は多岐にわたりますが、投資対効果と導入難易度で整理すると7つに集約できます。本節ではそれぞれの特徴と適用工程を整理します。
7手段の比較マップ
以下の表で、7つの手段の対象工程・難易度・投資規模・導入スピードを比較しました。
| 手段 | 対象工程 | 難易度 | 投資規模 | 導入スピード |
|---|---|---|---|---|
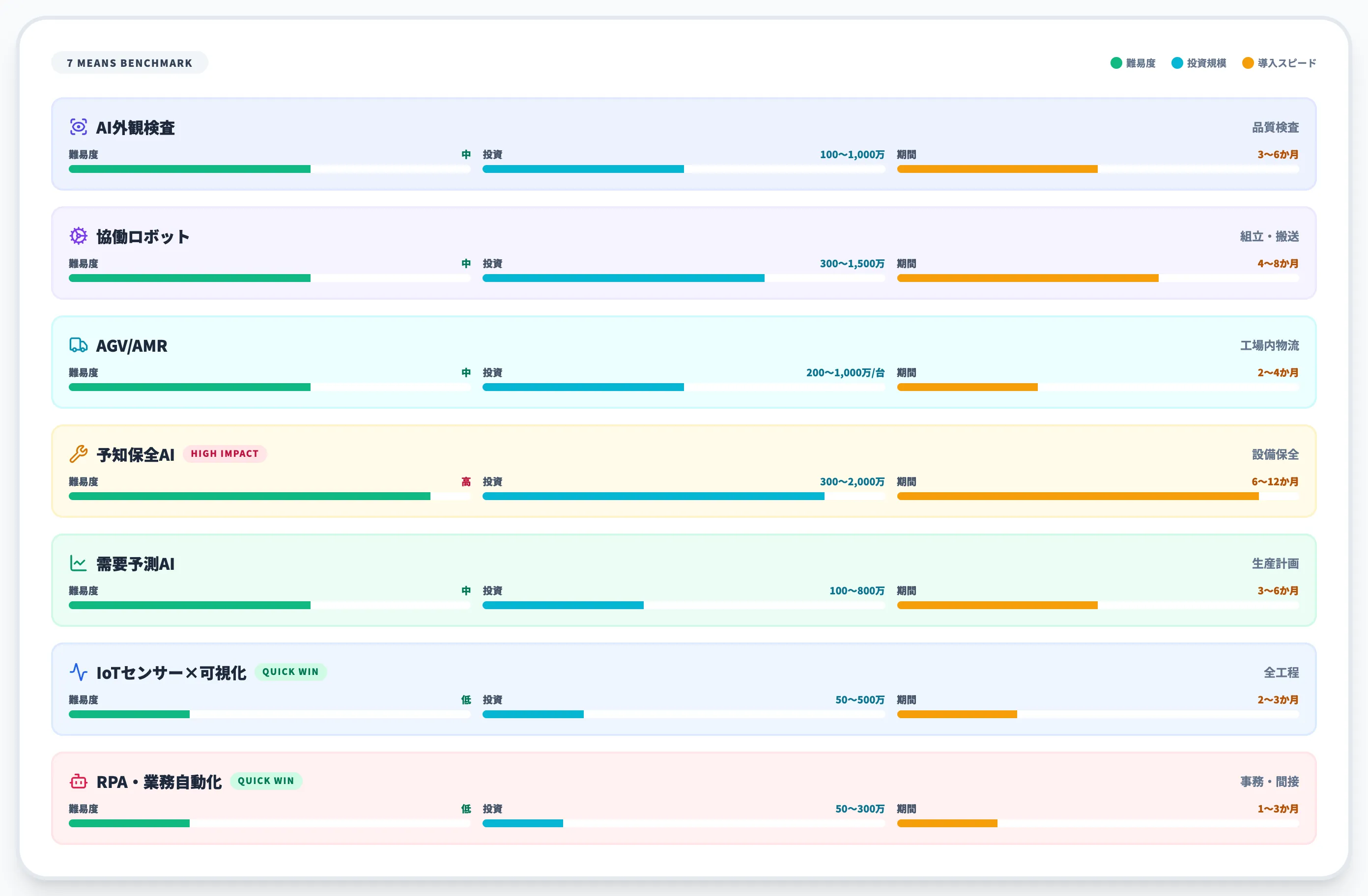
| AI外観検査 | 品質検査 | 中 | 100万〜1,000万円 | 3〜6か月 |
| 協働ロボット | 組立・搬送 | 中 | 300万〜1,500万円 | 4〜8か月 |
| AGV/AMR(自動搬送) | 工場内物流 | 中 | 200万〜1,000万円/台 | 2〜4か月 |
| 予知保全AI | 設備保全 | 高 | 300万〜2,000万円 | 6〜12か月 |
| 需要予測AI | 生産計画 | 中 | 100万〜800万円 | 3〜6か月 |
| IoTセンサー×可視化 | 全工程 | 低 | 50万〜500万円 | 2〜3か月 |
| RPA・業務自動化 | 事務・間接 | 低 | 50万〜300万円 | 1〜3か月 |
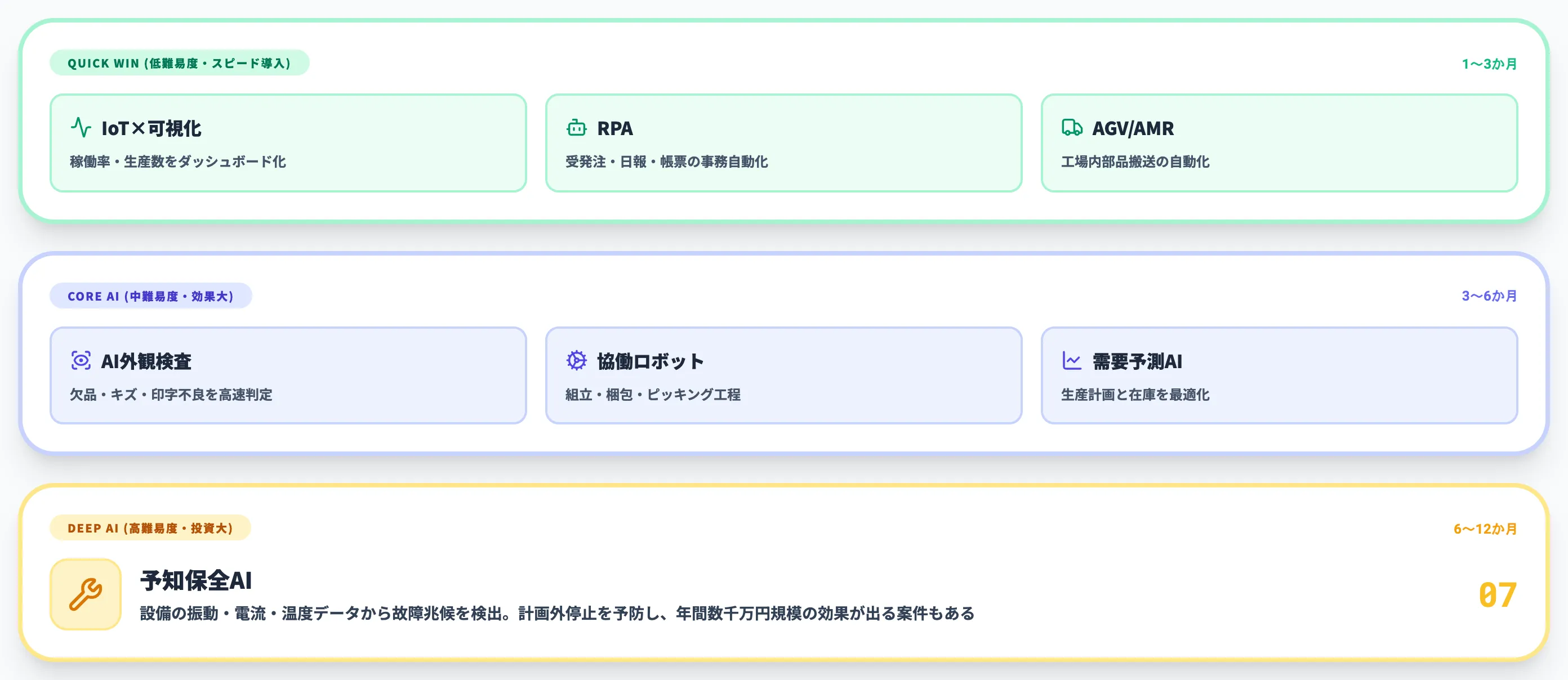
導入スピードが速いのはIoT×可視化とRPAです。現場に抵抗感が少なく、投資回収も早いため「まず最初の一手」として選ばれます。一方、効果金額が大きいのは予知保全AIとAI外観検査で、設備ダウンタイム削減・品質コスト削減で年間数千万円の効果が出る事例もあります。
各手段の概要と使いどころ
7手段の特徴を、使いどころの視点で整理します。
-
AI外観検査
目視検査を自動化。欠品・キズ・印字不良などを高速判定する。食品・医薬品・電子部品の検品工程で効果が大きい。詳細は外観検査AIとは?仕組みや導入事例、おすすめツールを比較。
-
協働ロボット
人と同じ空間で安全に作業できるロボット。安全柵不要で導入スピードが速い。組立・梱包・ピッキング向け。
-
AGV/AMR(自動搬送ロボット)
工場内の部品・完成品搬送を自動化。人的搬送時間を削減し、作業者は付加価値作業に集中できる。
-
予知保全AI
設備の振動・電流・温度データから故障兆候を検出し、計画外停止を予防する。詳細は予知保全AIとは?仕組み・導入事例・ツール比較を解説。
-
需要予測AI
過去実績と外部データから将来需要を予測し、生産計画と在庫を最適化する。詳細は需要予測AIとは?仕組みやツール比較、製造業での活用法を解説。
-
IoTセンサー×可視化
設備稼働率・生産数・電力使用量をリアルタイム取得し、ダッシュボードで一元管理。異常検知のベースデータにもなる。
-
RPA・業務自動化
受発注・日報・報告書作成などの事務作業をソフトウェアロボットで自動化。現場自動化と対比して、AIとRPAの違いは導入前に整理しておく価値があります。
7手段は同時並行で入れないのが実務の鉄則です。1手段=1工程で効果を出し、次の手段に展開する段階設計が定着率を上げます。
工場効率化の成功事例6選
国内外の製造業で工場効率化の参考になる6事例を紹介します。自社の改善対象と近い工程を選んで、ベンチマークとして活用してください。

食品・日用品:ナカガワフーズの計量・梱包自動化
株式会社ナカガワフーズは、惣菜・冷凍食品の製造工程に自動計量包装機やパレタイズロボットを導入し、計量・包装工程の省人化を進めています。人手不足が深刻な食品業界では、計量・包装・梱包の工程から自動化に着手する事例が増えており、同社もその代表的な取り組みとして紹介されています。
食品:かね七の包装ライン自動化
かね七株式会社は、だしパックなどの包装工程で自動化設備の更新と増設を進め、省人化と生産能力拡張を同時に狙った取り組みを続けています。中堅食品メーカーがどのように包装ライン自動化を進めるかのベンチマークとして参考にされています。
電子機器:セイブの自動検査機導入
セイブ株式会社は、目視検査が中心だった電子機器の最終検査工程に自動検査機を導入し、検査員の負荷を削減しながら出荷品質の安定化を進めています。目視依存工程の自動化事例として、中小電子機器メーカーにも応用しやすい規模感のケースです。
重電:日立製作所大みか事業所のIoT統合
日立製作所大みか事業所は、IoT×4つのシステム連携(生産管理・工程管理・品質管理・設備管理)により、主要製品の生産リードタイムを従来比で半分に短縮しました。単純なセンサー導入ではなく、データを業務フローに組み込む統合設計が特徴で、スマートファクトリー国際標準事例にも選ばれています。
自動車:日産栃木工場の次世代生産技術
日産自動車栃木工場は「ニッサン インテリジェント ファクトリー」として、ロボットの常時監視による異常兆候の自動診断、エンジン部品ラインでの組立加工データ収集を導入し、次世代EV生産技術の実証拠点に進化しました。
金型:永井製作所の3D化と未経験者戦力化
永井製作所は、3次元CADの完全導入と独自の生産管理システムにより、従来「熟練技能者しかできない」とされた金型設計・製造を、未経験者でも短期間で戦力化できる仕組みを構築しています。技能伝承の属人化解消の先行事例として製造業紙媒体で複数回取り上げられています。
他の製造業事例を広く確認したい場合は、製造業におけるAIの活用事例30選を参照してください。
本稿で参照した6事例では、「1工程×1ライン」から始めて効果を検証しながら横展開を進めているケースが多く見られます。いきなり全社プロジェクトにせず、小さく始めて効果を確認してから広げる段階設計は、一部の公開事例で共通して見られる進め方です。
工場効率化の費用相場とROI試算
工場効率化は投資額が大きいほど効果も大きくなるわけではなく、ROIで意思決定する姿勢が重要です。本節では2026年4月時点の費用相場と、代表的なROI試算パターンを整理します。

規模別の導入コスト目安
以下の表は、工場効率化プロジェクトの規模別初期投資の**参考レンジ(ヒアリング・筆者試算ベース)**です。工程・製品・既存設備の資産状況で大きく振れるため、実見積もりは要件定義後に個別取得してください。
| プロジェクト規模 | 初期投資(参考レンジ) | 主な内訳 | 想定期間 |
|---|---|---|---|
| PoC(1工程1ライン) | 50万〜300万円程度 | IoTセンサー・AIソフト試用・初期分析 | 1〜3か月 |
| 部分導入(1ライン全工程) | 500万〜2,000万円程度 | 検査AI+協働ロボット+可視化基盤 | 3〜6か月 |
| 本格導入(複数ライン) | 数千万円規模以上 | 全工程自動化+MES/ERP連携 | 6〜18か月 |
| 全社統合(AIエージェント層) | 要件次第で大規模化 | 需要予測・品質・保全の横断連携 | 12〜36か月 |
レンジは複数の製造業AI導入事例とNTTドコモソリューションズのAI画像検査ガイドなど公開ソースを踏まえつつ、実案件のヒアリングから筆者が整理した参考値です。本格導入以降は要件次第で大きく振れるため、ベンダー選定段階で要件定義書を具体化してから見積もりを取得する進め方が実務の基本です。
ROIの計算カテゴリ
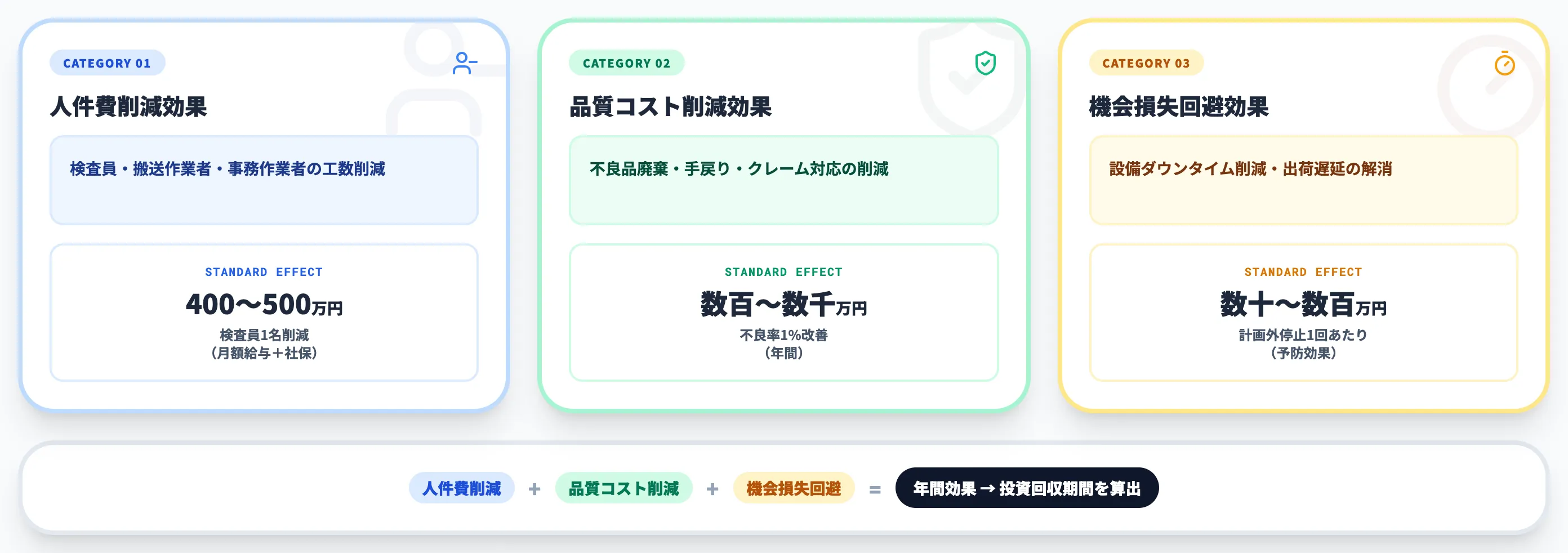
工場効率化のROIは、次の3カテゴリを積み上げて算出します。
-
人件費削減効果
検査員・搬送作業者・事務作業者の工数削減。検査員1名削減で年間400万〜500万円(月額給与+社会保険料)の効果が標準。
-
品質コスト削減効果
不良品廃棄・手戻り・クレーム対応の削減。不良率1%改善で年間数百万〜数千万円の削減。
-
機会損失回避効果
設備ダウンタイム削減・出荷遅延の解消。計画外停止1回あたり数十万〜数百万円の損失を予防する効果。
ROI試算例

PoCで500万円投資、対象工程で検査員1名削減と不良率1%改善を想定した試算です。
- 初期投資: 500万円
- 年間効果: 人件費400万円+品質コスト200万円=600万円
- 投資回収期間: 約10か月
このレンジでPoCが回ると、次フェーズの部分導入(1,000万〜2,000万円)への社内説明がしやすくなります。ROI試算は、細かい精度よりも説明の筋道を揃えることに価値があります。
工場効率化で活用できる補助金3種
工場効率化の設備投資・AI導入には複数の補助金が使えます。本節では2026年4月時点で主要な3制度を整理します。

主要3種の補助金
以下の表で、工場効率化に活用できる3種の補助金を比較します。
| 補助金 | 上限額 | 補助率 | 主な対象経費 |
|---|---|---|---|
| ものづくり補助金 | 製品・サービス高付加価値化枠2,500万円/グローバル枠3,000万円(大幅賃上げ特例で最大4,000万円) | 1/2(特例あり) | AIモデル学習・カスタム開発・装置導入 |
| 省力化投資補助金(カタログ注文型) | 最大1,500万円(賃上げ要件達成時の引上げ後上限/通常上限は従業員21名以上で1,000万円) | 1/2 | カメラ・照明・AGV・協働ロボット一式(既製品) |
| デジタル化・AI導入補助金 | 5万〜450万円(通常枠) | 1/2以内(条件次第で2/3、インボイス対応類型で3/4) | 事前登録済みITツール(月額SaaS含む) |
補助金は制度ごとに「既製品が対象」「カスタム開発が対象」「登録済みSaaSが対象」と守備範囲が分かれています。自社の導入方式を先に決めたうえで、それに合う制度を選定する流れが実務で定着しています。各制度の詳細はものづくり補助金 公式ポータル・中小企業省力化投資補助金・デジタル化・AI導入補助金の公式ページで確認できます。
補助金活用の詰まりポイント

補助金ありきで計画を立てると、次の3点でつまずきます。
-
申請準備にかかる期間の見積もり不足
事業計画書・設備見積書・効果試算の整備で2〜3か月かかるため、公募締切からの逆算スケジュールが必要です。
-
革新性要件の解釈
ものづくり補助金は「革新性」を審査軸とするため、汎用AIソフトの単純導入だけでは採択されにくい傾向があります。自社工程への適用における独自性を事業計画書で訴求する設計が求められます。
-
交付決定前の発注禁止
補助金は交付決定後の発注分のみが対象で、先走って発注すると補助対象外になります。PoC段階からベンダーと補助金スケジュールを同期させる必要があります。
補助金はベンダー・SIer側の申請支援経験で採択率が大きく変わります。選定段階で支援実績を確認する姿勢が、実効負担を下げる最短ルートです。
工場効率化が失敗する3つのパターンと回避策
投資したものの現場に定着しない、効果が出ないという失敗事例は少なくありません。本節では典型的な3パターンと回避策を整理します。
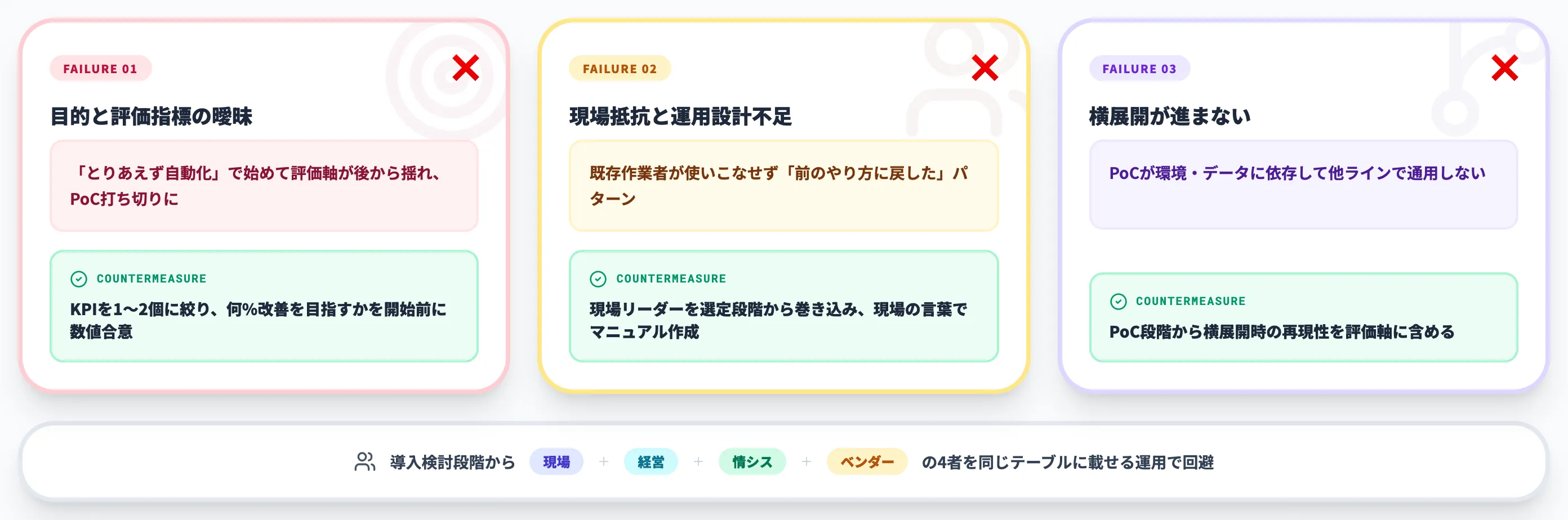
失敗パターン①:目的と評価指標が曖昧なままスタート
「とりあえず自動化」「AIを入れたい」という曖昧な動機で始めると、評価軸が後から揺れ、効果判定ができません。結果として、費用が見合わないという理由でPoC打ち切りになるケースが多く見られます。
回避策: プロジェクト開始前に「何をKPIとして何%改善を目指すか」を数値で合意する。KPIは生産量・不良率・歩留まり・工数など、1つか2つに絞る。
失敗パターン②:現場の抵抗と運用設計の不足
既存作業者が新システムを使いこなせず、「前のやり方に戻した」という事例は意外に多く発生します。特に熟練工が多いラインでは、ITリテラシーのギャップが障壁になります。
回避策: 新システム選定段階で現場リーダーを巻き込む。試験運用期間を長めに取り、運用マニュアルを現場の言葉で作成する。
失敗パターン③:PoC成功後の横展開が進まない
1ラインでPoCが成功したものの、他ライン・他工場への横展開で頓挫するケースも多く、「成功したのにスケールしない」問題として経営課題化しています。背景には、PoCで使った特定環境・特定データに依存した設計が、他ラインで通用しないという技術的制約があります。他の失敗事例は製造業のAI導入が失敗する理由とは?で網羅的に整理しています。
回避策: PoC段階から「横展開時の再現性」を評価軸に含める。環境依存・データ依存を最小化するアーキテクチャ選定をベンダーに要求する。
失敗を避けるPoC設計の基本

PoCから本格運用に進めるためには、製造業のAI PoCの進め方で紹介しているように「テーマ選定」「評価指標」「本番化の条件」を事前に合意しておく設計が有効です。
工場効率化プロジェクトは、技術選定以上にプロジェクト設計の質が成否を分けます。導入検討段階から現場・経営・情シス・ベンダーの4者を同じテーブルに載せる運用が、失敗を未然に防ぐ現実解です。
AIエージェント基盤で工場効率化を全社統合する方法
個別手段の導入だけでは、工場効率化は部分最適で頭打ちになります。本節では、AIエージェント基盤で工場効率化を全社フローに組み込む方法を整理します。

単体導入の限界と全社統合の必要性
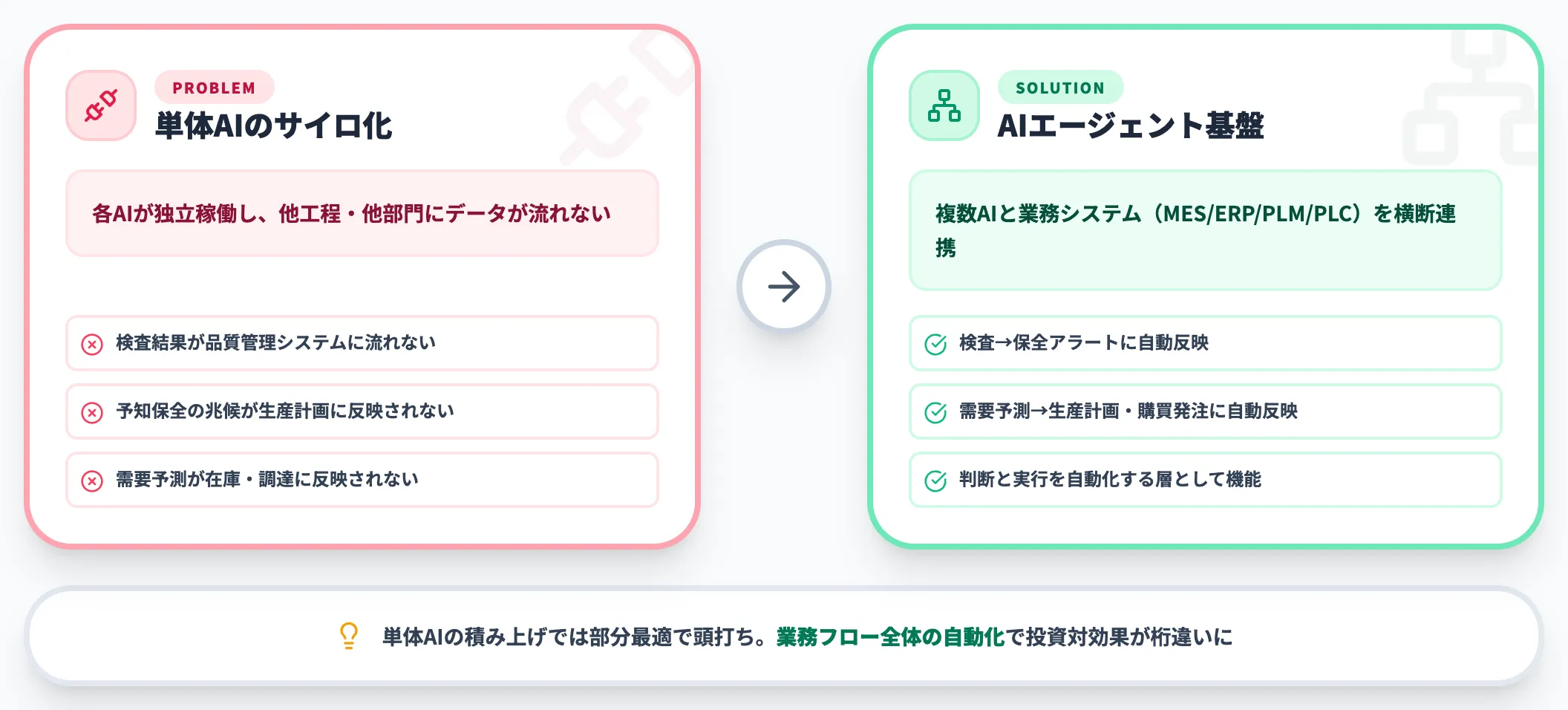
AI外観検査・予知保全・需要予測などの単体AIは、それぞれが独立したシステムとして動くことが多く、データが他工程・他部門と連携されないまま運用されがちです。この状態では、検査結果が品質管理システムに流れず、予知保全の兆候が生産計画に反映されず、需要予測の変動が在庫・調達に反映されない、という典型的な「サイロ化」が発生します。
製造業のAIエージェント活用ガイドで解説しているように、AIエージェント基盤は複数AIと業務システム(MES/ERP/PLM/PLC)を横断して連携させ、判断と実行を自動化する層です。検査で検知した不良パターンを、設備保全のアラート条件に反映したり、需要予測の変動を生産計画と購買発注に自動反映したりする運用が可能になります。
4段階の導入ステップ

以下のリストで、AIエージェント基盤の段階的導入ステップを整理します。
-
Step 1: 単体PoC
1工程のAI導入(外観検査など)で効果を検証。3〜6か月で完了させる。
-
Step 2: 関連工程の連携
検査→設備保全、需要予測→在庫管理など、2〜3工程のAIを連携させる。
-
Step 3: 業務システム統合
MES・ERP・PLMとAIを接続し、データが業務フローに流れる状態を作る。
-
Step 4: AIエージェント基盤で判断自動化
人手の介在を最小化し、AIエージェントが工程横断の判断・実行を自動化する。
各段階の投資規模は、Step 1は数百万円規模の小さなPoCから、Step 2以降は連携範囲と既存システム改修量に応じて段階的に増える、という大まかな傾向で捉えてください(案件ごとに大きく振れるため、実見積もりは要件定義後に取得します)。投資の正しい順序は、Step 1で成功体験とROIデータを作り、経営合意を得てから次段階に進むパターンです。
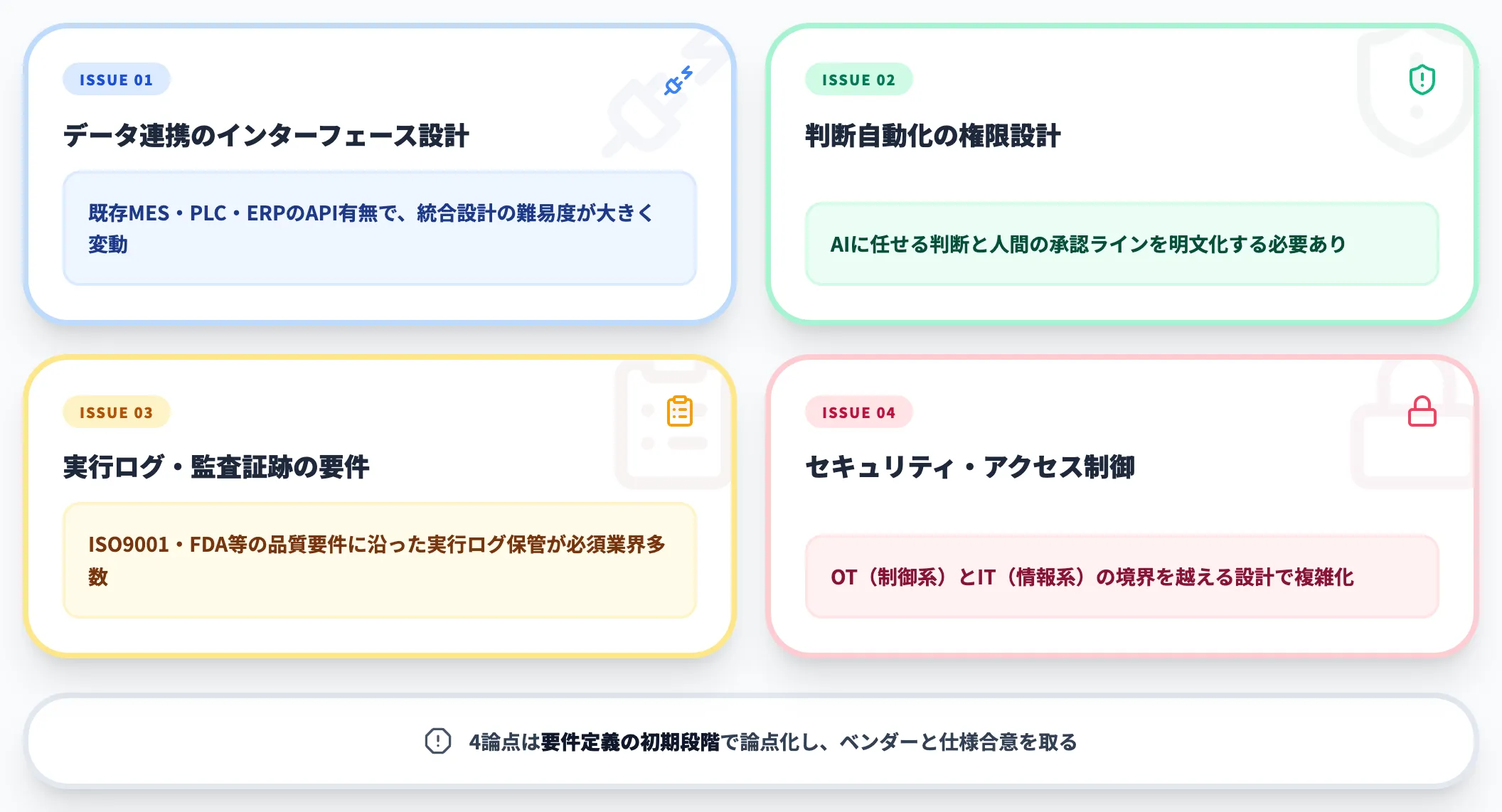
統合設計で詰まる4論点
AIエージェント基盤を導入する際、現場が詰まりやすい論点は次の4つです。
-
データ連携のインターフェース設計
既存MES・PLC・ERPのAPI有無で、統合設計の難易度が大きく変わる。
-
判断自動化の権限設計
どの判断はAIに任せ、どこから人間の承認を挟むかを明文化する必要がある。
-
実行ログ・監査証跡の要件
ISO9001・FDA等の品質要件に沿った実行ログ保管が必須になる業界が多い。
-
セキュリティ・アクセス制御
OT(制御系)とIT(情報系)の境界を越える設計のため、セキュリティ設計が複雑化する。
工場効率化を「単体AI」で頭打ちにしないために

現場カイゼンから全社データ統合まで設計
外観検査・予知保全・需要予測などの単体AIを、MES・ERP・PLMと接続して業務フロー全体に組み込む。AI Agent Hubで実行ログ・権限管理・セキュリティまで含めた工場効率化の統合基盤を設計・構築します。
工場効率化を単体装置・単体AIの導入で終わらせず、業務フロー全体の自動化として設計することで、投資対効果が桁違いに大きくなります。特にMES連携・品質フィードバック・需要予測との接続までセットで考えると、導入後の累積効果は単体導入とは比べものにならない規模に広がります。
まとめ
工場効率化は、現場カイゼン・IoT/AIによる自動化・AIエージェント統合の3レイヤーを順番に積み上げる設計で、初めて投資対効果が最大化します。特に2026年は、製造業就業者の減少基調とパーソル総合研究所による2030年38万人不足の推計、さらに原材料コスト上昇が重なり、省人化と品質向上を同時に実現する必要性が経営課題として急速に高まっています。
工場効率化で成果を出すための要点は次のとおりです。
-
効率化は3レイヤーで設計する
カイゼン・自動化・AIエージェント統合を、小さく始めて段階的に積み上げる
-
手段は7つから1〜2つを選んで始める
AI外観検査・協働ロボット・AGV・予知保全・需要予測・IoT可視化・RPAの中から、自社の痛みが大きい工程に合うものを選ぶ
-
ROIは3カテゴリで積み上げる
人件費削減・品質コスト削減・機会損失回避を積み上げ、投資回収期間1〜2年を目安にする
-
補助金は実装方式に合わせて使い分ける
ものづくり補助金(製品・サービス高付加価値化枠2,500万円/グローバル枠3,000万円/特例で最大4,000万円)・省力化投資補助金(カタログ注文型・最大1,500万円※賃上げ要件達成時)・デジタル化・AI導入補助金(通常枠は補助率1/2以内、条件次第で2/3)を実装方式に合わせて選ぶ
-
単体で終わらせず、AIエージェント基盤で全社統合する
検査→保全→生産計画→調達まで1つの業務フローで設計することで、部門横断の改善効果が積み上がる
工場効率化はツール選定や個別手段だけでは完結せず、「どの工程を、どの規模で、どの補助金を使って自動化し、どの業務フローに統合するか」という一連の設計で成果が決まります。まずは1工程・1ラインでPoCを始め、ROIを数値で確認してから段階的に広げる進め方が、費用対効果を最大化する実務的な定石です。