この記事のポイント
 スマートファクトリー導入事例は「業界×技術×効果」の3視点で読み解くと自社に近いパターンが見つけやすい。単なる企業名の列挙ではなく成功構造を抽出することが重要
スマートファクトリー導入事例は「業界×技術×効果」の3視点で読み解くと自社に近いパターンが見つけやすい。単なる企業名の列挙ではなく成功構造を抽出することが重要- デンソー・ダイキン・ブリヂストン・コマツなど大手製造業は「IoT可視化→AI分析→業務自動化」という段階設計で進んでおり、一足飛びは現実的でない
- 旭鉄工のような中堅製造業でも、出来高34%向上など定量効果を出せる事例がある。規模よりも「1テーマを選び抜く経営判断」が成否を分ける
- AI活用で差が出た事例は「現場データ活用設計」「AI分析・制御の踏み込み」「KPI測定」の3点が共通、基幹連携やエージェント化は先進事例のみ
- スマートファクトリー化は1拠点500万〜数億円規模の投資だが、ものづくり・デジタル化AI導入補助金・省力化補助金組合せで中小も現実的

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
スマートファクトリー化は「IoTで工場を見える化する」段階を超え、一部の先進事例ではAIによる分析・予測や工程の自律制御まで踏み込む取り組みが出始めています。ただし、他社が何をどこまで実装しているかは、検索しても表層的な紹介にとどまっているケースが多いのが実情です。
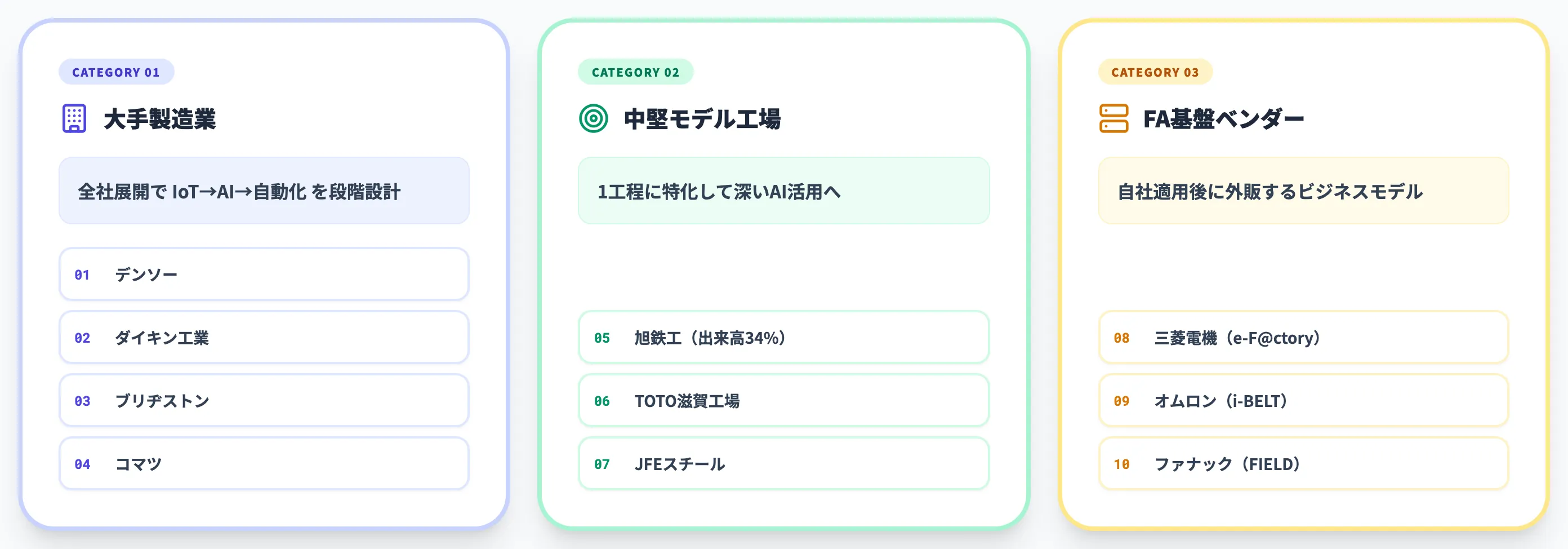
本記事では、公式プレスリリース・導入事例ページに基づく10社の事例を、大手製造業・中堅モデル工場・FA基盤ベンダーの3軸で整理しました。
各社がどの工程を起点に、どの技術で、どれだけの効果を出したかを横並びで比較し、自社が最初に着手すべき1テーマを見極めるための判断材料として使えるようにまとめています。
目次
事例1:デンソー|Factory-IoT Platformでグローバル工場を一元管理
事例2:ダイキン工業|熟練技能のAIデジタル化で省人化と品質安定を両立
事例3:ブリヂストン|タイヤ成形AI自律制御で品質ばらつきを削減
事例4:コマツ|LANDLOGとスマートコンストラクションで建機の働き方を変える
事例5:旭鉄工|中堅製造業でもIoT可視化だけで出来高34%向上
事例6:TOTO滋賀工場|IoTとロボット自動化でセラミック生産を効率化
事例7:JFEスチール|J-astquadで多工程一貫の品質データ解析
事例8:三菱電機|e-F@ctoryの自社工場適用で全社展開
事例9:オムロン|i-BELTでIoT運用をサービスとして提供
事例10:ファナック|FIELD systemでオープンFAプラットフォーム
共通構造1:現場データの活用範囲を工程内で閉じず横断的に設計している
ポイント1:最初の1テーマは「痛みが強く、データが取りやすい」工程を選ぶ
ポイント4:基幹システム(PLM・MES・ERP)との接続設計を前倒しで始める
ポイント5:人材育成・現場定着を同じプロジェクト内で設計する
論点2:OT(制御系ネットワーク)とIT(情報系ネットワーク)の境界設計
スマートファクトリーの導入事例を読み解く3つの視点
スマートファクトリーの事例は、単に「企業名とやったこと」を並べても自社の判断材料になりません。事例から学ぶには、**業界(製造対象)・技術(どのレイヤーに投資したか)・効果(KPIの改善幅)**の3視点で整理することが必要です。この節では、その3視点の意味と、本記事で取り上げる10社をどう分類するかを解説します。
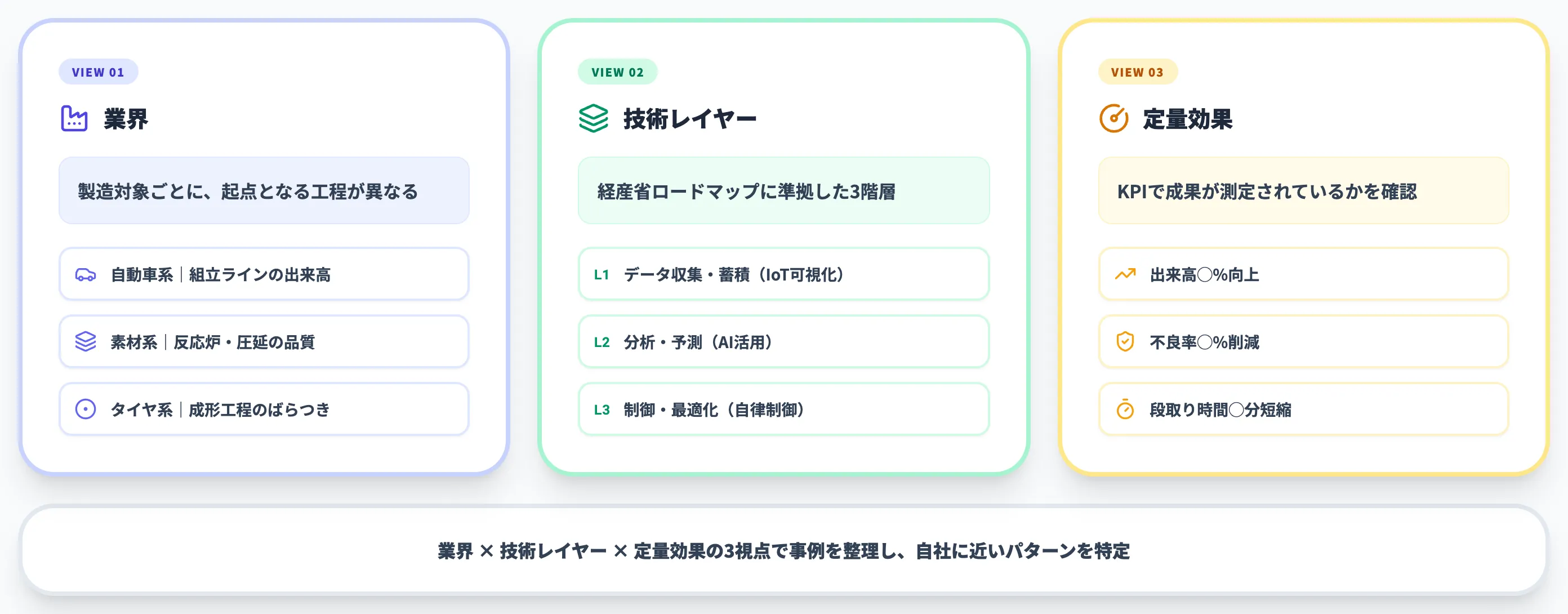
視点1:業界(製造対象ごとに起点となる工程が違う)
スマートファクトリーの起点は業界ごとに異なります。自動車系は組立ラインの出来高、素材系は反応炉や圧延の品質、タイヤ系は成形工程のばらつき、建機系は車両稼働データ、といった具合に「最も価値を生むが最も属人化している工程」が出発点になります。自社と同じ業界の事例を優先して読むと、起点工程が近くなります。
視点2:技術(IoT可視化・AI分析・業務自動化の3階層)
スマートファクトリーの技術レイヤーは、経済産業省のスマート工場化ロードマップで「データ収集・蓄積」「データによる分析・予測」「データによる制御・最適化」というレベル分けが示されています。加えて先進事例では、工程の動的な自律制御やAIエージェントによる業務自動化が一部で始まっている段階です。事例を見るときは「この会社は今どのレベルにいるか」を特定すると、自社との距離が見えます。
視点3:効果(定量KPIで測れているか)
「DXを進めた」「AIを導入した」だけでは参考になりません。出来高◯%向上、不良率◯%削減、段取り時間◯分短縮、エネルギー消費◯%削減のように、KPIで効果が測られているかを確認します。公式プレスリリースや決算説明資料で定量数値が公開されている事例を優先するのが現実的です。
本記事で紹介する10社を、この3視点で俯瞰する一覧表が以下です。各社の詳細は次章で解説します。
| # | 企業 | 業界 | 技術レベル | 主な効果 |
|---|---|---|---|---|
| 1 | デンソー | 自動車部品 | IoT可視化+AI | グローバル約120〜130工場のデータ統合 |
| 2 | ダイキン工業 | 空調機器 | IoT+AI+自動化 | 熟練技能のデジタル化 |
| 3 | ブリヂストン | タイヤ製造 | AI自律制御 | タイヤ品質のばらつき低減 |
| 4 | コマツ | 建設機械 | IoT+クラウド | 建機稼働データのサービス化 |
| 5 | 旭鉄工 | 自動車部品(中堅) | IoT可視化 | 出来高34%向上 |
| 6 | TOTO滋賀工場 | 衛生陶器 | IoT+ロボット | 生産効率化と品質安定 |
| 7 | JFEスチール | 鉄鋼 | IoT+AI解析基盤 | 多工程一貫の品質データ解析 |
| 8 | 三菱電機 | FA(自社工場) | e-F@ctory全社適用 | 生産性向上・品質改善 |
| 9 | オムロン | FA・電子部品 | i-BELT | IoT運用サービス化 |
| 10 | ファナック | ロボット・工作機械 | FIELD system | エッジFAプラットフォーム |
この表が示すように、スマートファクトリー化の事例は「大手×全社適用」「中堅×1工程特化」「FAベンダー×自社基盤の外販」の3パターンにほぼ集約されます。自社の規模・業界・投資余力に近いパターンから優先して学ぶのが現実的です。
より広い製造業DXの全体像から整理したい場合は、製造業DXガイドでフレームワークから確認できます。

スマートファクトリーの導入事例10選
ここからは、公式情報に基づく10社の事例を、上記の3視点で整理して紹介します。各事例では「起点工程・採用技術・定量効果・AI活用の深さ」を揃えて記述し、自社との比較がしやすい形にしました。
事例1:デンソー|Factory-IoT Platformでグローバル工場を一元管理

デンソーのFactory-IoTプラットフォームは、グローバル工場データを共通プラットフォームに集約し、設備稼働・品質・エネルギー使用量をリアルタイムに可視化する全社規模のスマートファクトリー化です(2020年発表時点で約130工場、2025年統合報告書では約120工場規模)。各工場のデータを1つのクラウドに集め、多拠点展開の設計手順としてベンチマークになります。
採用技術はクラウドベースのIoT基盤と、自社開発のデータ収集エッジ。AIはまず予兆検知・設備稼働改善から適用し、生産計画・物流への拡張を段階的に進めています。1社で全社展開まで踏み込むと、個別最適の寄せ集めではなくグローバル標準の業務設計が可能になる——この点が最大の学びです。
事例2:ダイキン工業|熟練技能のAIデジタル化で省人化と品質安定を両立

ダイキン工業の滋賀製作所は、ろう付け・配管曲げといった熟練作業をAI・ロボット・センサーで自動化し、熟練工が減っても品質を維持できる工場として構築されました。社内大学「ダイキン情報技術大学」で人材育成を並行させ、技術×人材の両輪設計をしている点が特徴です。
熟練技能は単に「ロボットで代替」するだけでは継承できません。ダイキンは熟練工の動作をデータ化し、AIで特徴量を抽出して作業標準化する設計を取っています。これは、自社で熟練工が高齢化している製造業にとって最も再現性の高いモデルケースといえます。
事例3:ブリヂストン|タイヤ成形AI自律制御で品質ばらつきを削減

ブリヂストンのEXAMATION(エクサメーション)は、タイヤ成形工程でセンサーが工程品質をリアルタイム計測し、AIが次工程のパラメータを自律調整するシステムです。成形工程のばらつきがタイヤ品質に直結するため、工程内で完結するAI制御を実装した点が革新的でした。
AIによる自律制御は、単なる分析・予測(レベル2)から制御・最適化(レベル3)に踏み込んでいる段階です。中間管理層が介入せず、AIが直接工程パラメータを変える設計は、設備と信頼関係が築ける(長年の稼働データがある)企業でないと難しい領域です。
事例4:コマツ|LANDLOGとスマートコンストラクションで建機の働き方を変える

コマツのLANDLOGは、建機の稼働データ・測量データ・図面・工程管理を統合した建設現場プラットフォームです。スマートファクトリーというより「スマートコンストラクション」ですが、製造業のIoTプラットフォーム設計のお手本として参照される事例です。
コマツの特徴は、自社製品(建機)を単体売りから稼働データを含むサービスとして提供するビジネスモデル変革までつなげている点です。製造業DXの最終形として「工場内最適化」から「顧客側のオペレーション最適化」へ広げた事例として学ぶ価値があります。
事例5:旭鉄工|中堅製造業でもIoT可視化だけで出来高34%向上

愛知県の旭鉄工は、従業員400名規模の自動車部品メーカーですが、自社開発のIoTモニタリングシステム「iXacs」で設備稼働を見える化するだけで、出来高34%向上・労務費4億円削減という成果を出しています(公式公開データ)。大企業でなくともスマートファクトリー化で成果が出ることを示した代表事例です。
旭鉄工の設計思想は「AIも複雑なクラウドも要らない。工場の稼働を全員が同じ数字で見ることから始める」というもの。iXacsは2026年時点では他社への外販も進んでおり、中堅製造業のモデル事例として経済産業省のレポートでも取り上げられています。
事例6:TOTO滋賀工場|IoTとロボット自動化でセラミック生産を効率化

TOTOサニテクノ滋賀工場は、衛生陶器という従来は職人技が支配的だった分野に、IoTとロボット自動化を本格導入したモデル工場です。熟練作業のロボット化に加え、バーコード・ICタグで生産状況をリアルタイムに把握する仕組みを導入しています。
注目すべきは「陶器のように扱いがデリケートな素材でも自動化は可能」という事実です。TOTOは在庫削減や型交換(段取り)時間の短縮を組み合わせることで、熟練工でなくても品質を出せる工程設計に仕上げています。
事例7:JFEスチール|J-astquadで多工程一貫の品質データ解析

JFEスチールのJ-astquadは、自動車用薄鋼板を対象にした多工程一貫品質データ解析システムです。製鋼・熱延・冷延・表面処理にまたがるデータを収集・紐づけし、AI解析で品質不良要因を推定するDX基盤技術として、2024年12月から運用を開始しています。今後は他分野への展開も予定されている段階です。
JFEの取り組みは、大規模素材系プラントでデータ駆動型の品質管理を組む際のリファレンスとして使えます。自社のプラント規模・工程時間・品質ばらつきの3軸で比較し、データ活用が最も効く工程を特定する手順が参考になります。
事例8:三菱電機|e-F@ctoryの自社工場適用で全社展開

三菱電機のe-F@ctoryは、自社のFA製品群を統合したスマートファクトリー統合ソリューションです。名古屋製作所を含む国内外の自社工場でまず適用し、そこで得た知見を顧客に展開するという自社リファレンス型のアプローチを取っています。
e-F@ctoryの強みは「自社製品(PLC・サーボ・ロボット)とMES・クラウドを統合した垂直統合設計」です。MELSEC iQ-RシリーズからEdgecross、ITシステムまで一気通貫で設計できるため、FA投資が既に大きい製造業にとってはベンダーロックインのリスクを抑えた選択肢になります。
事例9:オムロン|i-BELTでIoT運用をサービスとして提供

オムロンのi-BELTは、工場IoTの「構築だけでなく運用まで含めたサービス」として提供される取り組みです。草津事業所を自社モデル工場として運用し、そこで蓄積した改善ノウハウを顧客の現場に適用する設計をしています。
i-BELTの特徴は「AIやIoTの技術提供」ではなく「現場に入り込んで改善サイクルを回すコンサル型サービス」である点です。ツール導入後に現場で定着しない典型的な失敗パターンへの対策として、運用サービス型は有効な選択肢です。
事例10:ファナック|FIELD systemでオープンFAプラットフォーム

ファナックのFIELD systemは、Cisco・Rockwell・Preferred Networksと連携して開発したオープンなエッジFAプラットフォームです。工作機械・ロボットの稼働データをエッジで収集し、IoT/AIを活用する設計になっています。
FIELD systemの設計思想は「工場内でデータ処理を完結させる」ことです。製造業の機密データを外部クラウドに出さずにIoT・AI活用を進めたい企業にとって、エッジ中心のアーキテクチャは現実的な選択肢になります。なおFIELD systemとは別に、FANUC全体としては近年、生成AI・フィジカルAIの活用に取り組んでおり、両者は別文脈で整理する必要があります。
事例に共通する3つの成功パターン
10社の事例を俯瞰すると、共通する成功パターンが3つ見えてきます。この節では、自社がどのパターンで進めるのがフィットするかを判断するための分類軸を示します。

パターン1:IoT可視化から始めて段階的にAIを載せる型
デンソー・旭鉄工・TOTO・JFEスチールがこのパターンです。まず全設備の稼働・品質・エネルギーをIoTで可視化し、データが蓄積された後にAI分析・自律制御を載せていく段階設計です。失敗リスクが最も低く、中堅製造業が最初に取るべき戦略です。
パターン2:1工程の自律制御に絞って深く入る型
ブリヂストン・ダイキンがこのパターンです。工場全体を見える化するのではなく、ばらつきが品質に直結する1工程を特定し、そこにセンサーとAI自律制御を集中投下する設計です。短期間で深いAI活用に到達できますが、他工程への横展開は別プロジェクトになる前提です。
パターン3:FA基盤を自社統合し外販する型
三菱電機・オムロン・ファナック・コマツがこのパターンです。自社のFA製品・建機・エッジ製品を統合し、自社工場で適用した後に顧客向けのサービス・プラットフォームとして外販する設計です。製造業というより「FA・IoTベンダー」のビジネスモデルに近く、再現性は低いですが、自社に強い製品があれば取りうる戦略です。
3パターンの適合条件を表にまとめると以下の通りです。
| パターン | 適合企業の条件 | 投資規模 | 到達期間 |
|---|---|---|---|
| IoT可視化から段階的 | 工場が複数拠点ある、データ未整備 | 初年度500万〜数千万円 | 3〜5年 |
| 1工程自律制御に特化 | 品質ばらつきが大きい工程がある | 初年度数千万〜1億円 | 1〜2年 |
| FA基盤の自社統合+外販 | 自社製品に強みがある、投資余力大 | 数億円以上 | 5〜10年 |
この表を見ると、**大半の製造業が取るべきはパターン1の「IoT可視化から段階的」**です。AI活用は後段で載せる設計で十分間に合います。逆にパターン3は投資余力とビジネスモデル変革の覚悟がないと形になりません。SIerとして支援してきた実感としても、「まず何から」で迷っている製造業はパターン1を選ぶのが失敗しにくい選択です。
AI活用で差がついた事例の共通構造
スマートファクトリー化した全企業がAIで差をつけているわけではありません。公式プレスリリースや決算資料を精査すると、AI活用で明確に差がついた事例には共通構造があることが見えてきます。この節では、その構造を3点に整理します。
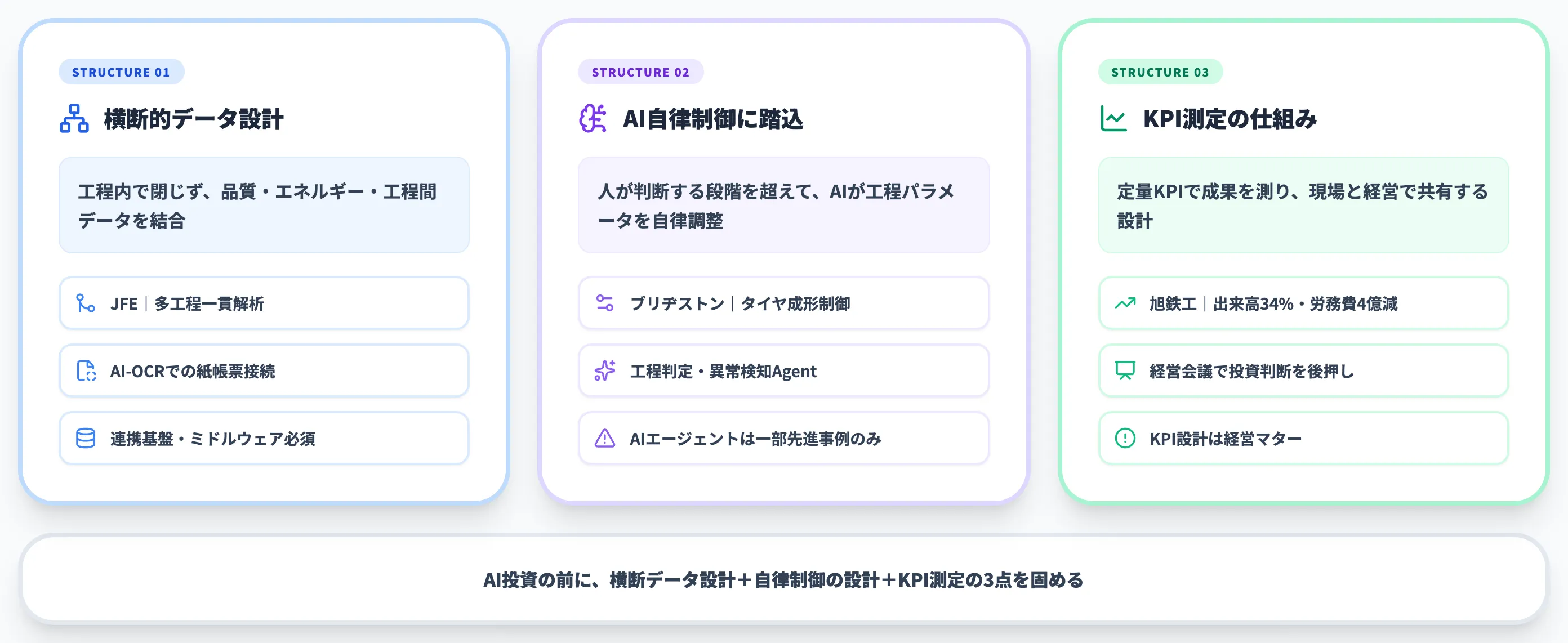
共通構造1:現場データの活用範囲を工程内で閉じず横断的に設計している
IoTで設備を見える化しただけでは、現場の改善で止まりがちです。差がついた事例は、工程内のデータを品質データ・エネルギーデータ・工程間データと組み合わせて横断的に分析・活用する設計を先に組んでいます。JFEのJ-astquadが自動車用薄鋼板で多工程一貫の品質データを解析するのが典型です。
データの範囲を広げると、単体のIoTダッシュボードだけでは対応しきれず、ケースによっては連携基盤や専用のミドルウェアが必要になります。製造業の紙書類デジタル化事例のように、現場の検査票・帳票をAI-OCRでデジタル化して他工程のデータと接続する設計も、この共通構造の一部です。
共通構造2:AIによる自律制御・業務自動化に踏み込んでいる
差別化できた事例は「データを可視化して人が判断する」段階を超えて、AIが工程パラメータを自律的に調整する制御・最適化レベルまで踏み込んでいます。ブリヂストンのタイヤ成形AI自律制御が代表例です。
一部の先進事例では、工程判定・異常検知・段取り指示・品質予測などの領域で製造業向けのAIエージェント活用も出始めています。ただしAIエージェントは2025年前後から注目が高まり始めた新しい領域であり、過去数年のデータ蓄積と業務ルール化がセットで必要なため、全社標準の段階にはまだ至っていません。
共通構造3:成果をKPIで測定し現場と経営で共有している
差別化できた事例はすべて、出来高◯%向上・不良率◯%削減・エネルギー◯%削減のように定量KPIで成果が測られ、経営会議で共有されています。旭鉄工の「出来高34%向上・労務費4億円削減」は、この測定設計があるから投資判断を後押しできた事例です。
KPI設計は技術ではなく経営マターです。SIerとして支援してきた現場でも、技術だけ先行してKPI測定の仕組みがなく「DXは進んでいるが経営に説明できない」状態で止まっている企業が少なくありません。AI投資の前にKPI設計を固めるのが先決です。
成功事例から抽出する5つのポイント
10社の事例と共通構造を踏まえ、スマートファクトリー化を成功させるための実務的な5つのポイントを抽出します。

ポイント1:最初の1テーマは「痛みが強く、データが取りやすい」工程を選ぶ
旭鉄工が最初に選んだのは設備稼働の可視化、ブリヂストンは成形工程でした。両者に共通するのは現場の痛みが強く、しかもセンサー・データで捕捉しやすい工程を選んでいる点です。いきなり全社展開を狙うのではなく、1工程の成功体験を作ることが次の予算を引き出します。
ポイント2:現場が使うKPIを先に定義する
出来高・不良率・段取り時間・エネルギー使用量のどれを改善するかを、投資決裁の前に決めておきます。KPIが曖昧だと、PoCは走るが本番化の判断ができない典型的な失敗パターンに陥ります。
ポイント3:PoCで止めない。本番化の基準を最初に合意する
「PoCでこの指標がクリアできたら本番化する」という基準を、PoC開始前に経営層と合意しておきます。ものづくり白書2025のデータでも、生成AIを本番環境で活用している日本企業はわずか9.9%にとどまります(65.6%が試行段階)。本番化の基準を曖昧にした結果、PoCで止まる事例が圧倒的多数です。
ポイント4:基幹システム(PLM・MES・ERP)との接続設計を前倒しで始める
現場のIoT可視化は比較的簡単ですが、そのデータを生産計画・品質管理・原価管理まで連動させる接続設計は半年〜1年単位の仕事です。IoT導入と並行して基幹接続の設計を始めるのが、後段で時間を取られないコツです。
ポイント5:人材育成・現場定着を同じプロジェクト内で設計する
ダイキンの社内大学、旭鉄工の全員参加型改善文化のように、技術導入と人材育成を別プロジェクトにしないのが定着の鍵です。ツール導入が終わった後で「使い方研修をします」では遅く、PoC段階から現場のキーパーソンを巻き込む設計が要ります。
これら5つのポイントはどれも「技術」ではなく「組み立て方」の話です。SIerとして支援してきた経験からも、スマートファクトリー化が詰まる原因の9割は技術ではなく段取りの設計にあります。
導入で詰まる論点とケース別の回避策
事例では成功が語られますが、実務で進めると多くの企業がいくつかの論点で止まります。この節では、頻出する論点と、ケース別の回避策を示します。

論点1:レガシー設備からのデータ取得
20年以上前のPLCや専用コントローラーからデータを取るには、外付けセンサー・Edgecross・OPC UAブリッジなど複数の選択肢があります。機種ごとに接続方式が違うため、全社統一より拠点ごと・ライン単位で設計するのが現実的です。
ケース別の推奨:予算が限られる中堅企業は、外付けセンサー+ゲートウェイの簡易構成で可視化から始めるのが失敗しにくい。大手で統合重視なら、EdgecrossやAzure IoT Hubのような標準化されたプラットフォームを選ぶのが長期的に有利です。
論点2:OT(制御系ネットワーク)とIT(情報系ネットワーク)の境界設計
工場ネットワーク(OT)に情報系(IT)が直接繋がると、セキュリティインシデント時の被害が工場停止まで広がります。DMZ(非武装地帯)設計と一方向通信で論理的に切るのが定石です。
ケース別の推奨:既存工場の改修なら物理分離を優先し、新工場ならゼロトラスト設計で認証ベースに統一するのが2026年以降のスタンダードです。IT/OT境界はセキュリティ専門家と製造ITの両方を巻き込んで設計する必要があります。
論点3:ROIの説明責任(投資判断の壁)
スマートファクトリー投資は初年度の効果が見えにくく、経営会議で「ROIは?」と聞かれて詰まる事例が多発します。3年計画で見た場合の累積効果で説明するのが現実的です。
ケース別の推奨:初年度の効果よりも、3年目の累積効果(例:1年目PoC500万→2年目本番化+3テーマ2000万→3年目5テーマ10拠点5000万/年削減)を提示する。単年ROIで説得しようとすると絶対に通りません。
論点4:現場が使わない問題
ダッシュボードを導入しても現場が見ない、KPIが浸透しない、という失敗は頻発します。現場のキーパーソンをPoC段階から巻き込み、データを見て判断する文化を作ることが必要です。
ケース別の推奨:若手の工程主任クラスをプロジェクトメンバーに入れ、彼らが自分でダッシュボードを操作してKPIを説明できる状態を先に作る。経営層や情シスだけで進めると現場は動きません。
論点5:ベンダーロックイン
特定ベンダーの独自プロトコル・独自クラウドに閉じてしまうと、3〜5年後の拡張で詰まります。OPC UA・MQTT・ISA-95などの標準規格を採用して、ベンダー横断で接続できる構成にします。
ケース別の推奨:最初の1テーマでは特定ベンダーを選んでも構いませんが、全社基盤を選ぶ段階ではベンダー非依存の標準仕様で接続できるかを必ず確認します。AIエージェント基盤を選ぶ場合も同じで、Azure・AWS・GCPなど複数クラウドと接続できる構成が望ましいです。
これらの論点は、どれも「事例紹介」だけでは見えません。SIerとして複数の製造業DXプロジェクトを支援してきた経験から、成功した企業とそうでない企業の違いは、これらの論点を先回りで想定できたかにあります。
スマートファクトリー導入コストの目安と補助金・制度
スマートファクトリー化のコストは、規模・範囲・採用技術によって大きく変動します。この節では2026年4月時点の実務的なレンジと、中小〜大企業で使える補助金・制度を整理します。

規模別の投資レンジ(2026年4月時点)
実務で見る投資レンジの目安を以下にまとめます。
| 規模 | 範囲 | 初年度投資目安 | 3年累計目安 |
|---|---|---|---|
| 1ライン限定(中小) | 設備IoT化+ダッシュボード | 300万〜800万円 | 1,000万〜2,000万円 |
| 1工場全体(中堅) | IoT+MES+AI分析 | 1,500万〜5,000万円 | 5,000万〜1.5億円 |
| 複数拠点(大手) | 全社プラットフォーム+AIエージェント | 数千万〜数億円 | 数億〜数十億円 |
この表はあくまで目安です。実際には設備の状態(データ取得可否)、既存システムの有無、AI活用の深さで変動します。SaaSやクラウド課金型の構成なら初期費用を抑えつつ段階的に拡張可能なため、中小製造業ではSaaS中心の構成が現実的です。
活用できる主な補助金・制度(2026年度)
2026年度に中小〜中堅製造業が使える主な制度は以下の3本です。補助金の最新公募要領は中小企業庁のサイトで確認します。
- ものづくり補助金(一般型)
生産性向上に資する設備投資・システム投資が対象。IoT・AI導入もカバー。中小製造業の定番制度
- 中小企業省力化投資補助金
人手不足解消・自動化設備導入が対象。カタログ型と一般型があり、スマートファクトリーの入口投資に適合しやすい
- デジタル化・AI導入補助金2026
業務のデジタル化・AI活用が対象。PoC段階から本番化までの幅広い投資に使える
加えて、経済産業省のDX認定制度は上場企業向けのDX銘柄2026の選定要件の一つとなっており、対外発信やDX成熟度の整理にも活用されています。補助金は「使うため」に投資するのではなく、既に経営戦略として決まった投資の資金調達手段として位置付けるのが鉄則です。
スマートファクトリー化で最初に着手すべき1テーマの選び方
10社の事例と5つの成功ポイントを踏まえ、自社で最初に着手すべき1テーマをどう選ぶか、実務的な判断フレームワークを示します。

最初の1テーマ選定マトリクス
以下の4軸でスコアリングし、合計点が高い工程から着手します。
| 選定軸 | スコア基準 | 配点 |
|---|---|---|
| 痛みの強さ | 現場・経営から頻繁に課題視されているか | 5点 |
| データ取得容易性 | センサー・PLC・既存システムからデータが取れるか | 4点 |
| 効果測定のしやすさ | 定量KPIで成果を示せるか | 4点 |
| 横展開可能性 | 同じ仕組みを他工程・他拠点に広げられるか | 3点 |
このマトリクスを使うと、多くの製造業では検査工程の自動化・設備稼働の可視化・検査票のAI-OCRのいずれかが最初の1テーマとして浮上します。実際、検査票のAI読み取りは痛みが強く・データが紙で蓄積・効果測定容易・他ラインに横展開可能という4条件を満たす代表例です。
テーマ別の優先順位例
典型的な製造業での優先順位例を示します。
- 検査票・帳票のAI-OCR化(最優先):現場の紙作業をデジタル化。投資300万〜500万・6ヶ月で本番化可能
- 設備稼働の可視化(IoT):稼働率改善の入口。1拠点500万〜1,500万円
- 予知保全の導入:設備停止の削減効果が大きい。予知保全AIの章で詳述
- 外観検査のAI化:人手による目視検査の自動化。外観検査AIの導入事例多数
- AIエージェントによる業務自動化:上記の成功後に着手する段階。基幹接続が必須
この順序は、SIerとして支援してきた経験から「ROIが出やすく・詰まりにくい」順に並べています。逆に、いきなり5番のAIエージェント全社展開を狙うと、1〜4の成功体験がない状態で基幹接続の設計に詰まる典型的な失敗パターンに陥ります。
【関連記事】
製造業のAI PoCの進め方|テーマ選定・評価指標・本番化のコツ
IoT可視化の次を業務別エージェントでERP・MESまで繋ぐ
スマートファクトリー化は、IoT可視化までは多くの企業が到達できる段階になりました。詰まるのは、**可視化データをAI分析・AIエージェントで業務自動化まで繋ぐ「実装フェーズ」**です。単体ツールの積み上げで進めると、ベンダーが乱立し、データが基幹まで届かず、数年で頭打ちになります。
このレイヤーを担うのが、実行基盤(Microsoft Teams)/管理基盤(Dashboard)/データ基盤(Microsoft Fabric OneLake) の3層構造で、スマートファクトリー化の実装フェーズを9種の業務別Agentと基幹接続設計で一気通貫に支援するエンタープライズAIエージェント基盤です。AI総合研究所のAI Agent Hubが、可視化で止まりがちなDXを業務自動化フェーズに引き上げます。
- フロー判定Agent × 自動入力AgentでIoT可視化データをMES・ERPへ書き戻し
予知保全・外観検査・需要予測の出力をフロー判定Agentがルール化し、自動入力AgentがMES・ERP・生産管理システムへ書き戻し。デンソー・ダイキン・コマツのような大手事例で詰まる「可視化→基幹反映」の手作業を解消します
- 設計製図Agent × AI-OCR Agentで図面・検査票・点検記録を横断処理
設計製図Agentが図面検索・PLM連携、AI-OCR Agentが検査票・点検記録・帳票のデジタル化を担当。旭鉄工のような中堅工場でも「現場データの構造化」からスマートファクトリー化を着手できます
- Microsoft FabricでライフサイクルKPIを工場横断で可視化
IoTセンサー・MES実績・品質記録・保全履歴をMicrosoft Fabric OneLakeに集約し、OEE・MTBF・不良率・出来高を工場横断で可視化。1拠点のPoC成果を全社展開するためのKPI基盤を構築できます
- 専用テナント × Entra ID × Azure Managed Applicationsで機密データを自社に閉じる
図面・検査値・原価・品質記録などの機密データは、全工場を1つの専用テナントに閉じ込め、Azure Managed Applicationsとして自社環境で完結運用。Entra IDで工場・部門別権限を分離し、IEC 62443・ISO 27001対応の監査証跡も自動記録します
AI総合研究所の専任チームが、最初の1テーマ選定からPoC設計・基幹接続・全社横展開まで伴走支援します。まずは無料の資料で、AI Agent Hubを中核に据えたスマートファクトリー化の全体像をご確認ください。
IoT可視化の次を業務別Agentで基幹まで繋ぐ

フロー判定 × 自動入力 × 設計製図 × AI-OCR Agentで現場を基幹へ
スマートファクトリー化をIoT可視化で止めず、9種の業務別AgentでMES・ERP・PLM・QMSまで接続。Microsoft Fabricで工場横断KPIを可視化し、専用テナント×Azure Managed Applicationsで機密データを自社に閉じた状態で全社展開を支援します。
まとめ
本記事では、スマートファクトリーの導入事例10選を以下の流れで整理しました。
- 10社の事例:デンソー・ダイキン・ブリヂストン・コマツ・旭鉄工・TOTO・JFEスチール・三菱電機・オムロン・ファナック
- 3つの成功パターン:IoT可視化から段階的 / 1工程自律制御に特化 / FA基盤の自社統合+外販
- AI活用で差がついた共通構造:現場データの活用範囲を横断的に設計・AIによる分析/制御まで踏み込む・KPIで成果を測定
- 5つの成功ポイント:1テーマ選定/KPI先決め/本番化基準合意/基幹接続前倒し/人材育成同時進行
- 詰まる論点:レガシー設備・OT/IT境界・ROI説明・現場定着・ベンダーロックイン
- コスト感:中小300万〜、中堅1,500万〜、大手数千万〜。ものづくり補助金・省力化投資補助金・デジタル化AI導入補助金2026を活用
- 最初の1テーマ:検査票AI-OCR・設備稼働可視化・予知保全・外観検査のいずれかが実務的な起点
スマートファクトリー化は、技術選定より1テーマ選定と段取り設計が9割です。10社の事例を「自社にそのまま適用できるか」ではなく「自社がどのパターンで進めるべきか」の判断材料として使うのが、失敗しないスマートファクトリー化の組み立て方です。