この記事のポイント
 事例は「設備故障の未然防止」「品質不良の未然防止」「工程逸脱・作業安全」の3軸で整理すると自社の検討テーマを特定しやすい
事例は「設備故障の未然防止」「品質不良の未然防止」「工程逸脱・作業安全」の3軸で整理すると自社の検討テーマを特定しやすい- 突発停止で月1回以上ラインが止まる工場は、設備故障軸の事例を最優先で参照すべき
- 品質不良のバラつきが歩留まりの主要因なら、ブリヂストンのような工程データ統合型の事例が導入パターンの第一候補
- PoC2〜4ヶ月・本番運用まで6〜9ヶ月は編集部の実務目安(公開事例での公表値ではない)。最短ルートをたどる企業ほどPoC段階で業務フロー設計を並行着手している
- 失敗する事例に共通して見られるのは「検知はできたが誰も動かない」通知設計欠如。導入時点で運用体制まで設計に含めるべき

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
製造業の異常検知AIは、設備センサー・検査画像・稼働ログなどから「いつもと違う」を自動で検出し、設備の突発停止や品質不良を未然に防ぐ仕組みです。
事例は大きく「設備故障の未然防止」「品質不良の未然防止」「工程逸脱・作業安全」の3軸に分けて整理でき、化学プラント・タイヤ成型・水素製造装置・回転機モータ・鉄鋼の作業安全まで、業種を横断した公開事例が参照可能です。
本記事では、2026年4月時点で参照可能な公開事例をもとに、日立ARTiMo・ブリヂストン・JFEスチール・パナソニックインダストリー・大阪ガスなどの公開事例を3軸の分類に落として解説します。
あわせて、事例から抽出した成功パターン・失敗パターン、費用相場、導入ステップ、詰まる論点まで一気通貫で紹介します。
製造業の異常検知AI活用事例を一望する
製造業の異常検知AIは、ここ数年で「実証実験フェーズ」から「特定工程での本番運用フェーズ」へと段階が進みました。このセクションでは、公開されている事例を3つの軸に整理しつつ、2026年時点の製品動向と合わせて全体像を示します。
公開事例を分類する3つの軸

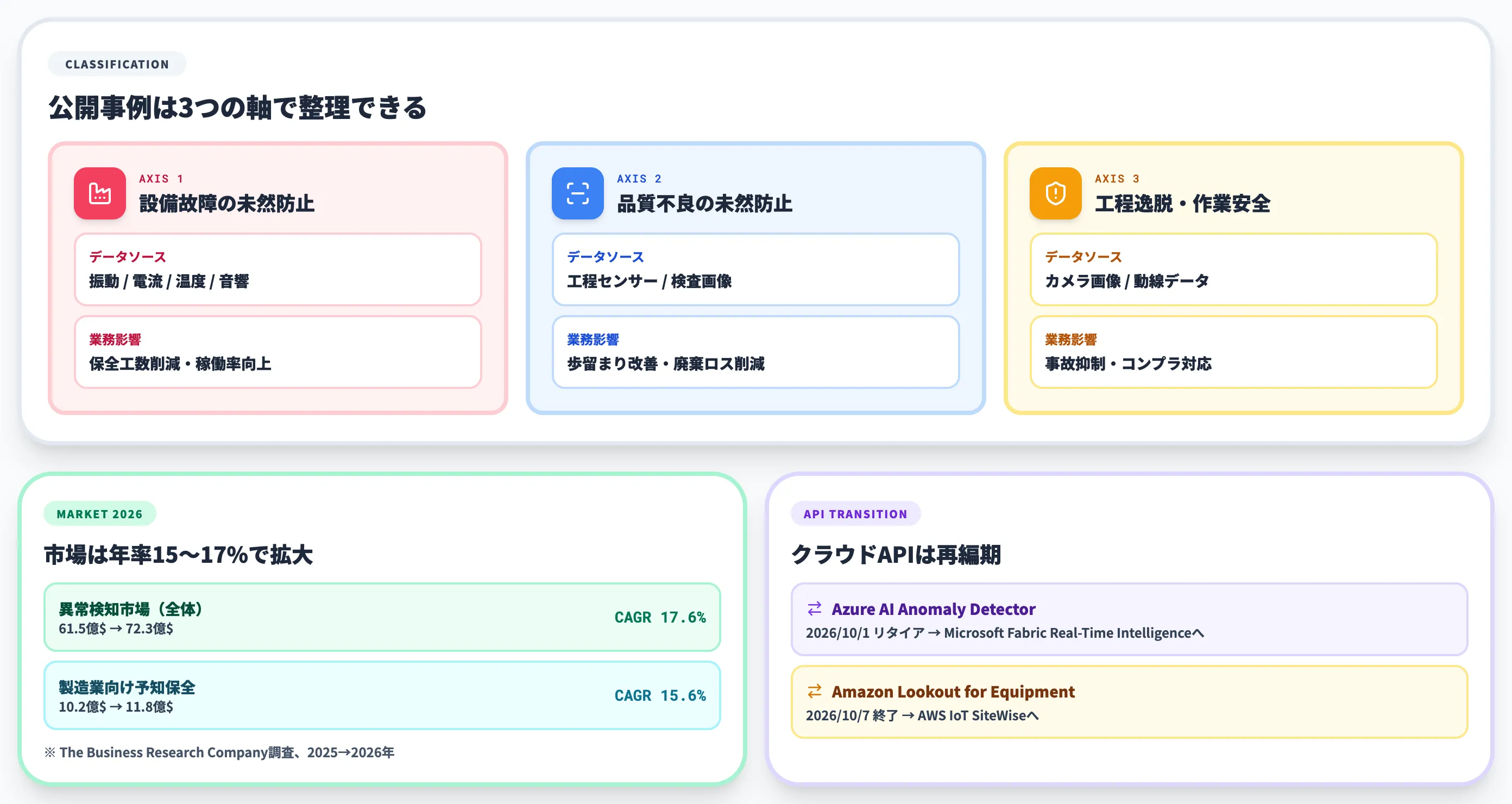
製造業で公開されている異常検知AI事例は、「何を防ぎたいか」で整理するのが最も実務的です。以下の表で、3つの分類軸と代表的なデータソース・業務影響を整理しました。この3軸は後続のH2でそのまま事例セクションとして深掘りします。
| 分類軸 | 防ぎたい事象 | 主なデータソース | 現場への業務影響 |
|---|---|---|---|
| 設備故障の未然防止 | 突発停止・計画外ダウンタイム | 振動・電流・温度・音響 | 保全工数削減、稼働率向上 |
| 品質不良の未然防止 | ロット不良・歩留まり低下 | 工程センサー、検査画像 | 歩留まり改善、廃棄ロス削減 |
| 工程逸脱・作業安全 | 規定外作業・安全事故 | カメラ画像、動線データ | 事故抑制、コンプライアンス対応 |
3軸のうちどれを最優先にすべきかは、工場の「年間で最もコストが乗っている痛み」と一致させるのが定石です。突発停止で月1回以上ラインが止まるなら設備故障軸、歩留まり1〜2%の改善が数千万〜数億円規模になる装置産業なら品質不良軸、人身事故の発生履歴や立入禁止エリア運用がある現場なら工程逸脱軸、といった具合に自社の課題マップに重ねて選びます。
2026年時点の市場・製品動向

事例を評価するうえで、2026年時点の製品動向は必ず踏まえておくべき前提条件です。グローバル市場はThe Business Research Companyの異常検知市場レポートによれば、2025年の61.5億ドルから2026年には72.3億ドルへとCAGR17.6%で拡大する見通しで、製造業向けのAI駆動型予知保全市場も2025年10.2億ドル→2026年11.8億ドル(CAGR15.6%)と成長基調にあります。
同時に、クラウドベンダーの主要APIは再編期に入っています。Microsoftは汎用型のAzure AI Anomaly Detectorを2026年10月1日でリタイアし、Microsoft FabricのReal-Time Intelligenceに統合された異常検知機能への移行を案内しました。AWSも設備向けのAmazon Lookout for Equipmentを2026年10月7日で終了し、2025年7月に異常検知機能が追加されたAWS IoT SiteWiseへの移行を推奨しています。
この動きは、新規で事例を模倣する際に「どの技術スタックで構築するか」という最初の選択を左右します。単体APIで組んでいた過去事例を今から再現する場合、データ基盤統合型(Microsoft Fabric・AWS IoT SiteWise)・専業ベンダー製品・自前実装のいずれかを選び直す必要があります。異常検知AI全体の定義・仕組みを先に把握したい場合は、異常検知AIとは?製造業の設備監視・品質管理での活用法もあわせて参照してください。

【設備故障の未然防止】異常検知AIの活用事例
設備故障の未然防止は、異常検知AIで最も事例が厚い領域です。このセクションでは、プラント予兆診断・回転機診断・水素製造装置という異なる設備タイプの事例を取り上げ、どこまで業務フローに組み込まれているかを整理します。いずれも公開情報で効果が示されている事例に限定し、効果が数値で語られていない部分は傾向表現に留めました。
日立製作所「ARTiMo」プラント予兆診断

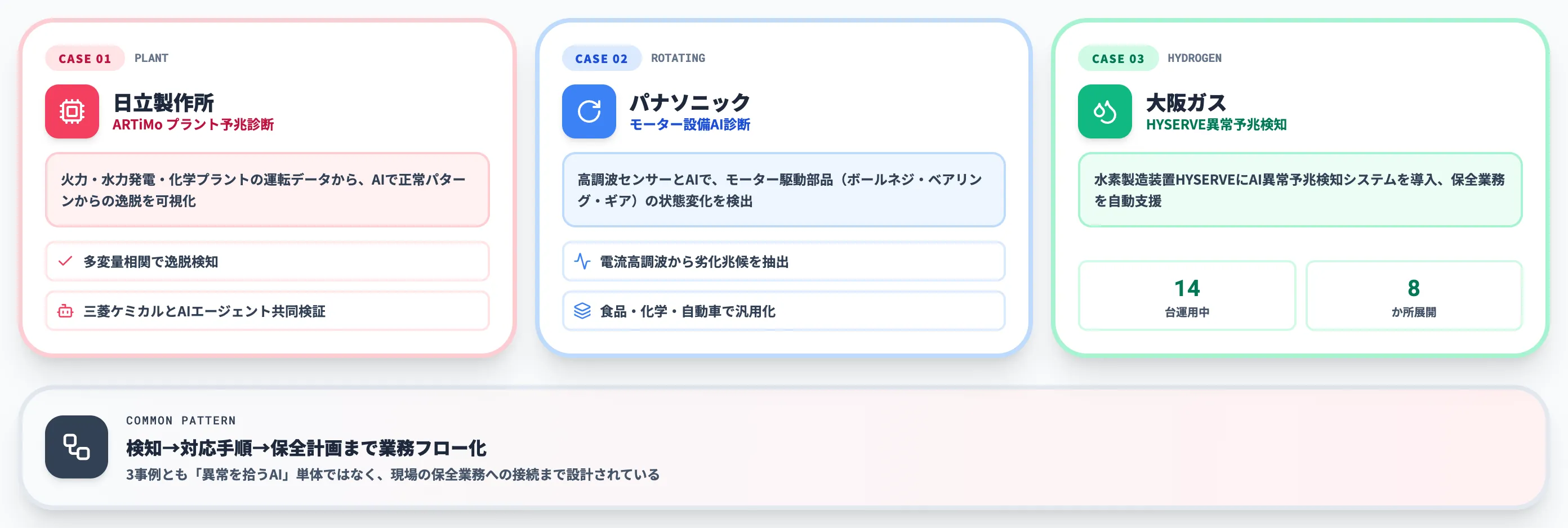
日立製作所のプラント予兆診断サービス「ARTiMo」は、火力・水力発電所や化学プラントの運転データを取り込み、AIで「正常な運転パターンからの逸脱」をカテゴリ分けして可視化する仕組みです。運転員が経験的に判断していた「いつもと違う」を、運転データの多変量相関として学習する点が特徴とされています。
導入側での効果は公開資料から直接の削減率として示されてはいませんが、プラント運転の現場では「日々の手動パトロールから、逸脱スコアに基づく重点点検へ」業務が切り替わるケースが一般的です。プラント予兆診断の延長として、日立製作所は2025年12月に三菱ケミカルとAIエージェントでのトラブル対応支援を共同検証すると発表し、AIエージェントが過去のトラブル事例を参照しながら対応手順を提示する仕組みの実運用化を進めています。
この事例が示唆するのは、異常検知単体ではなく「検知→対応手順の提示」まで一気通貫で設計する方向に広がっていることです。単に異常を拾うAIを入れるだけでは現場は動かず、過去のトラブル事例と紐付けた「対応手順の推薦」まで揃えておく方が、検知アラートが現場に無視されにくくなる、という示唆が近年の公開事例からは読み取れます。
パナソニックインダストリーのモーター設備AI診断

パナソニックインダストリーのAI設備診断サービスは、高調波センサーとAIを組み合わせてモーター駆動設備(ボールネジ・ベアリング・ギア)の状態変化を測定する仕組みです。電流の高調波成分から部品劣化の兆候を読み取り、故障発生の事前検出を狙います。
モーターは食品・化学・自動車など業種を問わずあらゆる工場に大量に存在する汎用部品で、故障すればラインが止まる一方、個別に保全計画を回すコストも大きい、という典型的な予知保全テーマです。高調波データを継続的に取得するエッジ機器の低価格化が進み、回転機単体のソリューションは汎用化が進む傾向にあります。
大阪ガスの水素製造装置HYSERVEにおけるAI異常予兆検知

大阪ガスは水素製造装置HYSERVEにAIを用いた異常予兆検知システムを導入しています。2022年3月時点の公表では、2020年4月から同システムを8か所14台のHYSERVEで運用し、稼働中のセンサーデータから設備異常の予兆を検知して保全業務を支援しています。
この事例の重要なポイントは、AIが検知した予兆を保全部門の業務フローに直接つないでいる点です。プロセス設備は突発停止が発生すると水素供給そのものが止まり、ステーション側の業務にも波及します。稼働データから予兆を事前に捉えて計画保全に寄せることで、突発停止リスクを下げる狙いが読み取れます。単体装置の予知保全というより、「装置→現場の保全計画→供給サービス」まで視野に入れて設計している点が、類似の装置産業にも応用しやすい構造です。
【品質不良の未然防止】異常検知AIの活用事例
品質不良の未然防止は、歩留まり1〜2%の改善が数千万〜数億円規模のインパクトになる装置産業で特に成果が出やすい領域です。このセクションでは、タイヤ成型・化学・電子部品という異なるプロセス型産業の事例を取り上げ、検査工程とプロセス制御のどちらに寄せているかを整理します。
ブリヂストンのタイヤ成型工程における品質ばらつき抑制
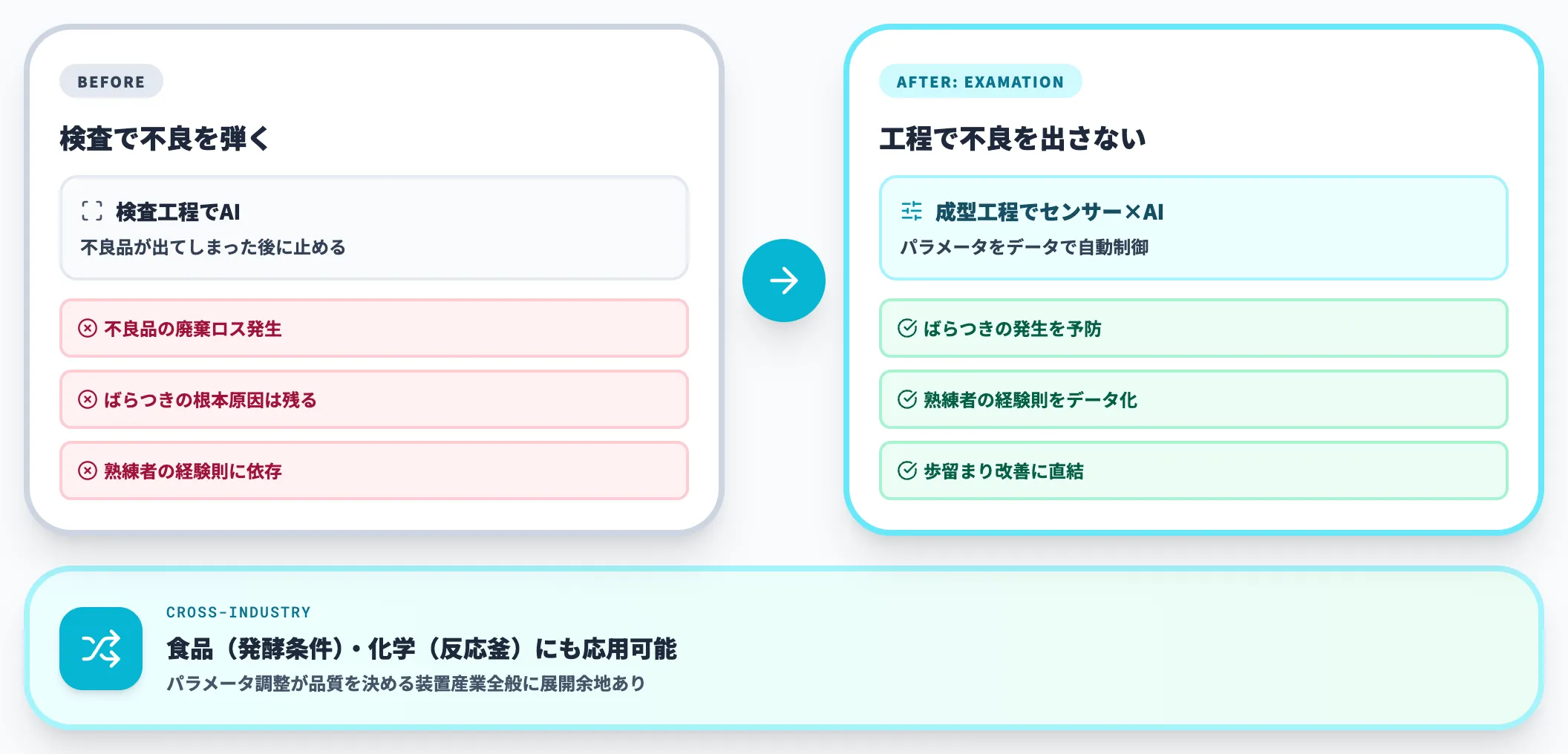
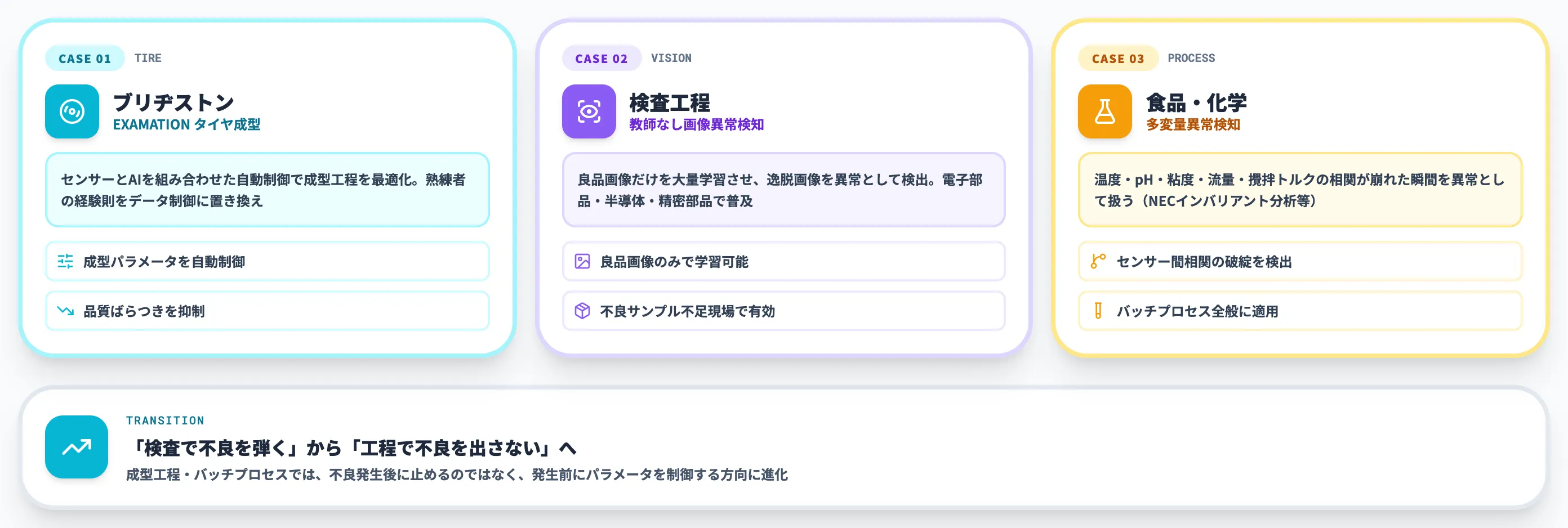
ブリヂストンはAIを実装したタイヤ成型システム「EXAMATION」を導入し、センサーとAIを組み合わせた自動制御によって成型工程の品質向上を図っています。従来は熟練者の経験則で調整していた成型パラメータを、工程センサーから取得したデータをもとに自動制御に寄せる設計で、品質のばらつきを抑える狙いが公開情報で示されています。
この事例が示す構造は、「検査で不良を弾く」から「工程で不良を出さない」への転換です。検査工程だけでAIを使うと、不良品が出てしまってから止めるだけになりますが、成型工程そのものでセンサーとAIを連動させると、品質のばらつきを出にくくする設計が可能になります。同じ考え方は食品(発酵条件の逸脱検知)・化学(反応釜の多変量監視)など、パラメータ調整が品質を決める装置産業全般に応用余地がある方向性です。
検査工程における教師なし画像異常検知
電子部品・半導体・精密部品の外観検査では、教師なし学習による画像異常検知が一気に普及しました。良品画像だけを大量に学習させ、そこから逸脱する画像を「異常」とするアプローチは、不良サンプルを十分に集められない現場ほど有効です。
この領域は外観検査AI市場として独立した事例群を形成しており、費用相場や導入フロー、実装方式の選び方はAI外観検査の費用は?実装方式別の相場・PoC・ROIを解説で詳しく整理しています。あわせて外観検査AIの全体像を把握したい場合は外観検査AIとは?仕組みや導入事例、おすすめツールを比較を参照してください。
食品・化学プロセスの多変量異常検知
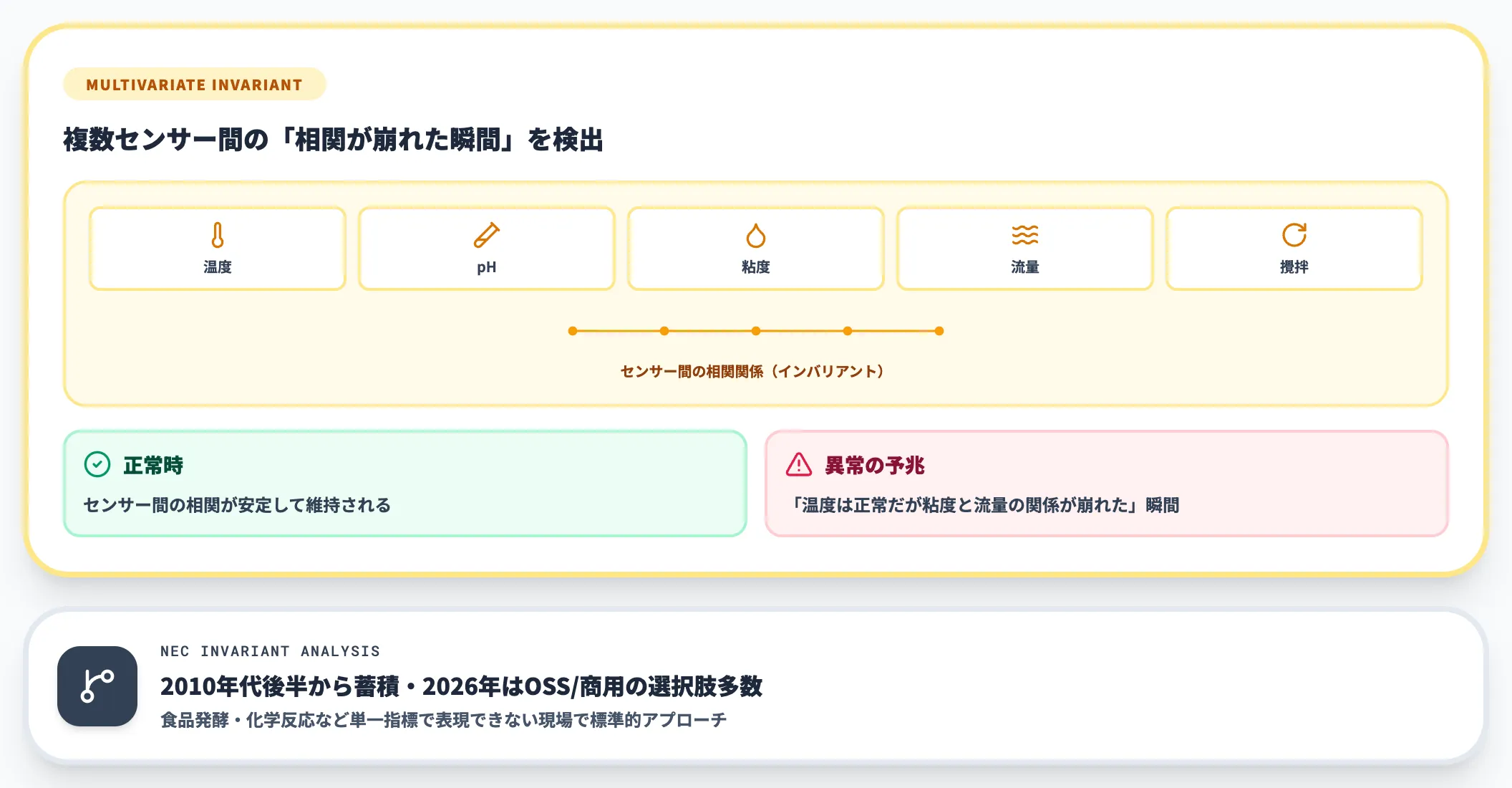
食品・化学のようなバッチプロセスでは、センサー出力の単変量閾値では不良の予兆を捉えきれません。温度・pH・粘度・流量・攪拌トルクといった複数変数の相関が崩れ始めた瞬間を「正常パターンからの逸脱」として捉えるのが、プロセス型産業での異常検知AIの典型アプローチです。
NECのインバリアント分析技術はこの考え方の代表で、センサー間の相関関係(インバリアント)が壊れた時点を異常として扱います。食品発酵や化学反応のように「何がおかしいかを単一の指標では表現できない」現場で、2010年代後半から蓄積が進み、2026年時点では類似のアプローチがOSS・商用ツール両面で選べるようになっています。
【工程逸脱・作業安全】異常検知AIの活用事例
工程逸脱・作業安全は、センサーデータよりもカメラ画像や動線データを扱う事例が中心になります。このセクションでは、鉄鋼業の作業安全モニタリングの事例を取り上げ、設備故障・品質とは違う「人の行動」を対象にした異常検知の定着パターンを示します。
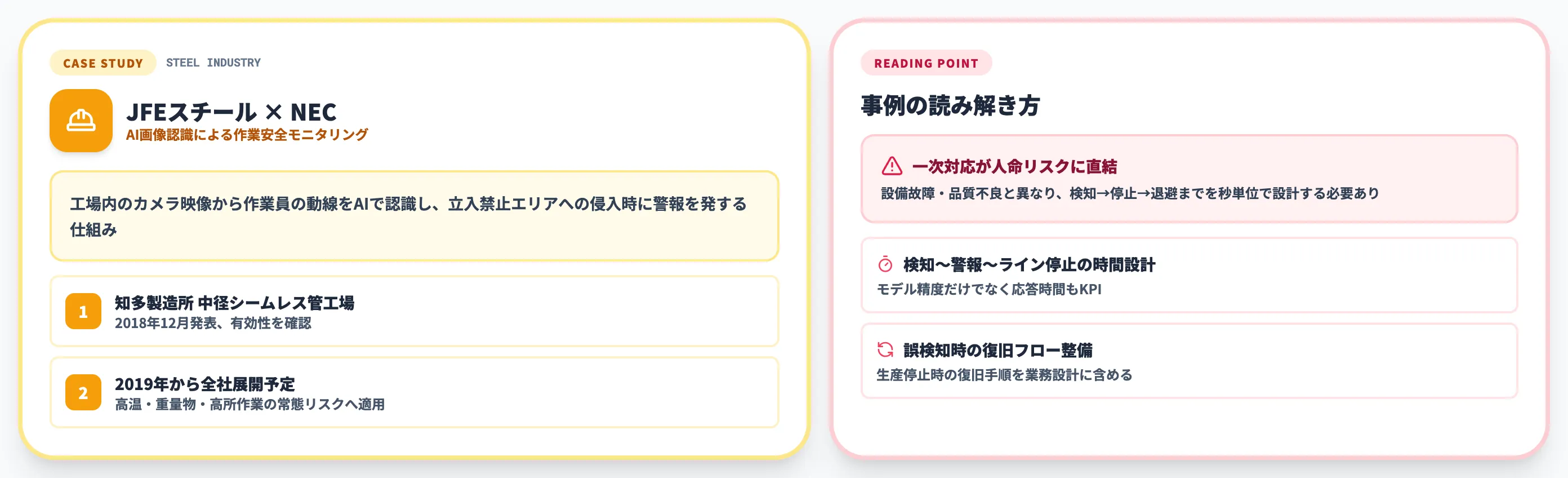
JFEスチール×NECのAI画像認識による作業安全

JFEスチールとNECは、工場内での安全行動をサポートするAI画像認識技術を共同開発したと2018年12月に発表しています。工場内のカメラ映像から作業員の動線をAIで認識し、立入禁止エリアへの侵入時には警報を発する仕組みで、知多製造所の中径シームレス管工場に導入して有効性を確認後、2019年より全社展開予定と公表されています。
鉄鋼業は高温・重量物・高所作業が常態化する高リスク産業で、ルールベースの柵・センサーだけでは対応しきれない「人の動き」の異常検知にAI画像認識が有効であることを示した代表事例です。同種の画像×異常検知のアプローチは、倉庫・物流センター・食品工場などに応用する方向性が各社の公開事例で示されており、作業安全だけでなく作業手順の逸脱検知にも広がる余地があります。
工程逸脱・作業安全事例の読み解き方
作業安全領域の事例で特に重要なのは、検知後の一次対応が即座に人命リスクに直結する点です。設備故障や品質不良と異なり、検知から停止・退避までのリードタイムを秒単位で設計しなければなりません。画像×異常検知を導入する際は、モデル精度だけでなく「検知から警報・ライン停止までの時間」と「誤検知時の復旧フロー」までを業務設計の一部として固める必要があります。
事例に共通する成功の型
ここまでの事例を横並びに眺めると、成功した企業には共通する設計パターンがあります。このセクションでは、業種・対象設備が異なっても成果につながっている3つの共通点を整理し、自社で事例を再現する際のチェックポイントに落とし込みます。
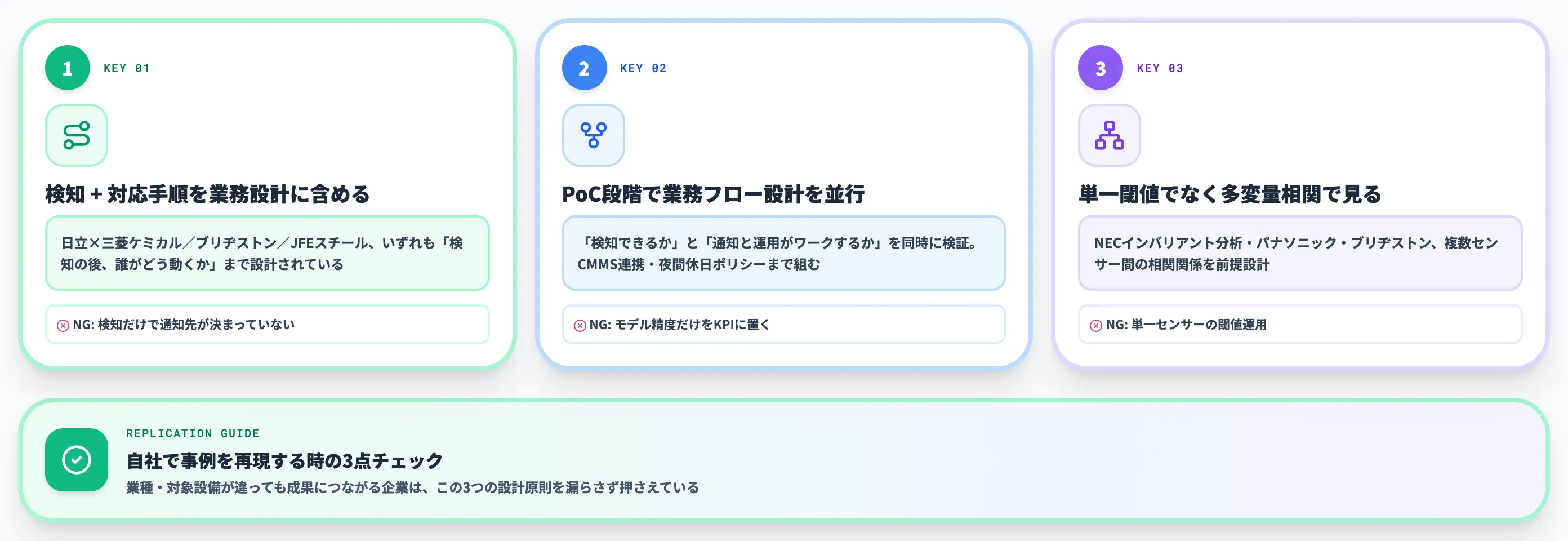
共通点1:検知だけでなく対応手順まで業務設計に含めている
日立ARTiMo+三菱ケミカル共同検証、ブリヂストンの成型工程、JFEスチールの作業安全、いずれも**「AIが何かを検知した後、誰がどの手順で動くか」まで業務設計に含まれています**。日立×三菱ケミカルは異常検知とAIエージェントによる対応手順提示を同時に設計し、ブリヂストンはセンサーとAIを組み合わせた自動制御で品質向上を図り、JFEスチールは作業者の危険動作検知を現場の安全管理フローに組み込んでいます。
逆に、多くの失敗事例は「検知できるAIを作った」で止まっており、検知後の業務フローが設計されていません。異常を通知しても、誰がいつどう動くかが決まっていない現場は、アラートが静かに無視される状態に落ちます。
共通点2:PoC段階で業務フロー設計を並行着手している
公開事例の多くは、PoC期間で**「検知できるか」と「通知と運用がワークするか」を同時に検証**しています。モデルの精度だけをPoCのKPIに置いてしまうと、本番段階で初めて運用設計に着手することになり、結果として現場への定着が遅れます。
PoCの時点で、保全管理システム(CMMS)への連携、夜間・休日の通知ポリシー、アラートが出た時のエスカレーションフローまで並行で組むのが、最短ルートに乗る企業の型です。
共通点3:単一のセンサー・指標だけでなく多変量相関で見ている
NECインバリアント分析、パナソニックインダストリーのモーター診断、ブリヂストンの成型工程、いずれも単一センサーの閾値ではなく「複数センサー間の相関関係」を見る設計が共通しています。単変量の閾値では「温度は正常だが振動と電流の関係がいつもと違う」のような複合的な劣化パターンを捉えられません。
2026年4月時点で参照可能な公開事例の多くが多変量の相関学習を採用する傾向にあります。事例を自社で再現する際も、単一センサー運用からの「ちょい足し」ではなく、最初から多変量前提で設計することが投資対効果に直結しやすいと考えられます。
事例から学ぶ失敗パターンと回避策
成功事例の裏には、公開されていない失敗事例が数多く存在します。このセクションでは、現場で繰り返し報告される失敗パターンを4つに整理し、それぞれの回避策を具体的に示します。
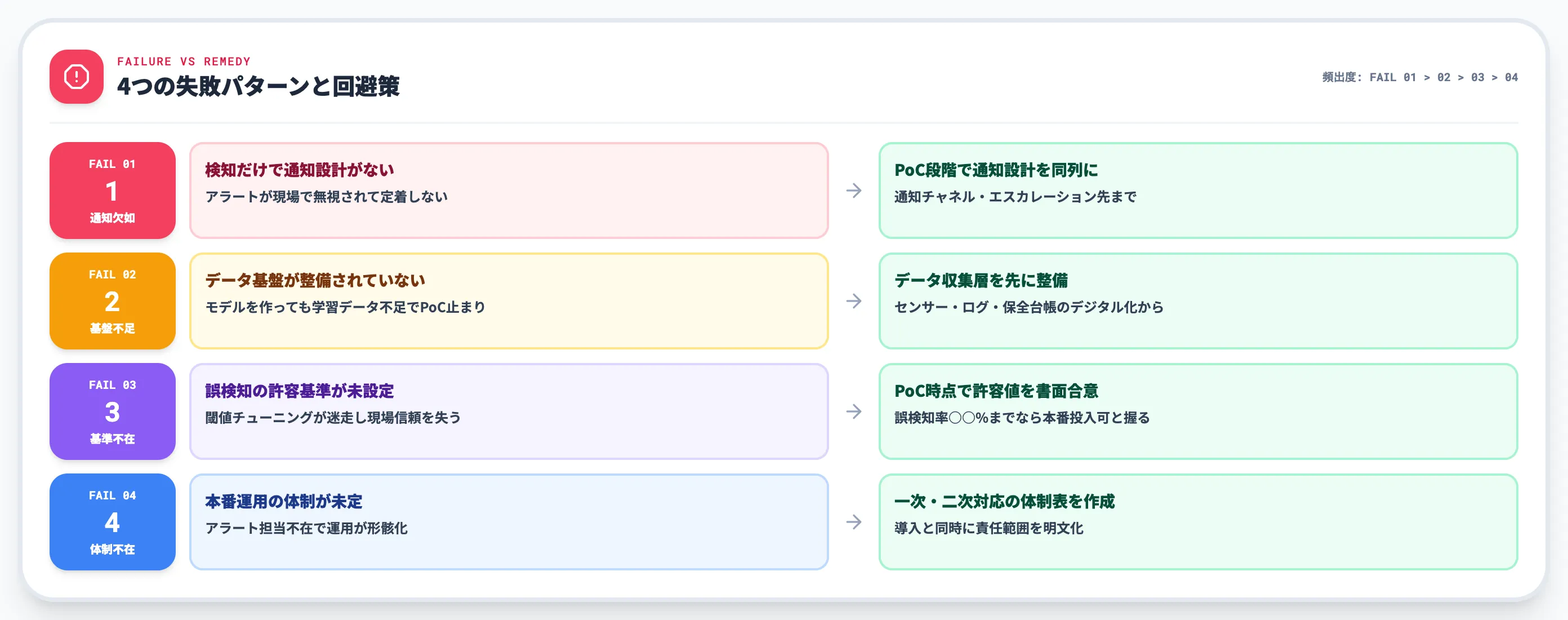
以下の表で、失敗パターンと回避策を対照形式で整理しました。この表の後、各行について追加で実務の示唆を補足します。
| 失敗パターン | 起きる現象 | 回避策 |
|---|---|---|
| 検知だけで通知設計がない | アラートが現場で無視され定着しない | PoC段階で通知チャネル・エスカレーション先まで設計 |
| データ基盤が整備されていない | モデルを作っても学習データが足りずPoC止まり | 先にデータ収集層(センサー・ログ・保全台帳)を整備 |
| 誤検知の許容基準を決めていない | 閾値チューニングが迷走し現場信頼を失う | PoC時点で誤検知率の許容値と確認フローを合意 |
| 本番運用の体制を決めていない | アラート担当が不在で運用が形骸化 | 導入と同時に一次対応・二次対応の体制表を作成 |
1行目の「検知だけで通知設計がない」が最も頻出する失敗です。モデルの精度は出たが通知先が決まっていない、という状態は2026年時点でも現場でよく見かけます。回避策は単純で、PoC計画書に「検知」と「通知」を同列のKPIとして書き込むことです。検知率だけ追うPoCは本番で確実に詰まります。
2行目の「データ基盤が整備されていない」は、特に中堅・中小製造業で多発します。AIベンダーに声をかけた段階で、実は対象設備にデータロガーすら付いていなかった、というケースは珍しくありません。先に製造業IoT×AI活用事例!データ収集からAI予測・自動化まで解説などで現場データの取得整備を行ってから、異常検知AIのPoCに進むのが遠回りに見えて最短です。
3行目の「誤検知の許容基準を決めていない」は、現場PoCで特に詰まりやすいポイントです。「できるだけ高精度に」の掛け声だけでPoCを進めると、保全担当者と開発側の目線が揃わず、チューニングが長期化します。PoC開始時点で「誤検知○○%までなら本番投入可」と書面で握っておく運用が有効です。
4行目の「本番運用の体制を決めていない」は、情シスとベンダーだけで進めた案件に典型的な失敗です。アラートを受けるのは保全部門や品質管理部門であり、彼らが一次対応・二次対応の役割を認識していないと、運用開始初日から形骸化が始まります。失敗を構造的に避けたい場合は、製造業のAI導入が失敗する理由とは?よくある失敗例と回避策を解説もあわせて参照してください。
異常検知AIの費用相場と投資対効果
事例を自社で再現する際、経営層からまず問われるのが「いくらかかって、どれだけ回収できるか」です。このセクションでは、2026年4月時点の費用相場を構成要素別に整理し、投資対効果の試算例を示します。

費用構成の3要素

異常検知AIの費用は、大きく以下の3つに分解できます。
-
イニシャル費(PoC・モデル構築・データ基盤整備)
PoC費用はスコープによって数百万〜数千万円。センサー追加設置やデータ基盤構築が絡むと、さらに数千万〜数億円の初期投資が発生することもあります
-
ランニング費(クラウド・SaaS・保守)
データ基盤のクラウド利用料が月数十万〜数百万円、異常検知SaaSや専業ベンダー製品は月額数十万〜数百万円が目安
-
運用体制費(保全・品質・情シスの人件費)
アラート対応、モデル再学習、ダッシュボード運用を社内で回すための人件費。内製中心なら月数十万円、外部委託中心なら月数百万円規模
価格例と投資対効果の試算

以下の表は、2026年4月時点の編集部試算による一般的な実務目安(AI総研の支援実績・ベンダー公開情報からの推定値)です。本記事で引用した日立・ブリヂストン・JFE・大阪ガスの公開一次ソースでは、この帯の費用情報は公表されていません。正確な見積もりは対象設備と業務フローに依存するため、あくまで初期検討時の桁感の把握に使ってください。
| 構成要素 | 小規模(単一ライン) | 中規模(工場横断) | 大規模(全社展開) |
|---|---|---|---|
| PoC・初期構築 | 500万〜2,000万円 | 2,000万〜8,000万円 | 1億円以上 |
| ランニング(年額) | 300万〜1,000万円 | 1,000万〜5,000万円 | 5,000万円以上 |
| 運用体制(年額) | 500万〜1,500万円 | 1,500万〜5,000万円 | 5,000万円以上 |
※ 2026年4月時点。クラウドベンダー・専業ベンダー製品・自前実装の選択により変動します。
投資対効果は、防止できる損失金額で評価するのが最も分かりやすい方法です。たとえば突発停止が月1回、1回あたりの機会損失が500万円の工場なら、年間で約6,000万円の損失が発生しています。異常検知AIで突発停止を70〜80%削減できれば、年間で約4,200万〜4,800万円の損失抑制に相当します。中規模構成でランニング含めて年間5,000万円の投資をかけても、半分から同水準の効果が出るなら十分に回収見込みが立ちます。
品質不良側でも同様で、歩留まり1%改善が年間1億円以上になる装置産業なら、中規模〜大規模の投資は短期間で回収圏内に入ります。詳細な費用内訳は故障予知AIとは?仕組み・導入事例・費用を徹底解説やAI外観検査の費用は?実装方式別の相場・PoC・ROIを解説も参考になります。
事例を成功させる導入ステップと詰まる論点
費用と効果のバランスが見えたら、次に必要なのは具体的な導入ステップです。このセクションでは、事例から逆算した4ステップの導入プロセスと、各ステップで詰まる論点を合わせて示します。

ステップ1:対象設備・工程の選定
最初のステップは、どの設備・工程を対象にするかの選定です。公開事例の多くは、年間で最もコストが乗っている痛みから着手しています。突発停止・品質バラつき・作業事故のいずれが主要因かを、過去12ヶ月の実績データで定量化してから対象を選ぶのが定石です。
詰まる論点は、「全工場一斉展開」を最初から狙うケースです。複数ラインを並列でPoCに乗せると、データ収集・業務設計・通知設計のすべてが同時進行になり、どこで詰まっているかが見えなくなります。1ライン・1設備から着手し、再現性のある成功パターンを作ってから横展開するのが最短ルートです。
ステップ2:データ基盤の整備
対象が決まったら、データ収集層の整備に進みます。センサー追加・データロガー・保全台帳のデジタル化・ログ統合基盤のどれが不足しているかを棚卸しし、不足分を先に埋めます。PoCのモデル構築と並行で進めても構いませんが、モデル側だけを先に進めるとデータ待ちでPoCが止まります。
ここで詰まる論点は、既存基幹システム(MES・ERP・保全管理)との接続です。2026年時点では、データ基盤統合型(Microsoft Fabric・AWS IoT SiteWise)に寄せるか、専業ベンダーのクラウドに寄せるかで接続の設計方針が大きく分かれます。
ステップ3:PoCによる検知・通知の同時検証
PoC期間は編集部の実務目安として2〜4ヶ月を置くケースが多く、本記事で引用した公開事例では具体的なPoC期間は公表されていません。この期間で、検知精度と通知運用を同時に検証します。検知側は誤検知率の許容値を事前合意し、通知側は保全管理システムやチャットツールへの連携、夜間・休日のエスカレーション先を含めて動かします。
詰まる論点は、PoCの評価KPIを「モデル精度」だけに絞ってしまうことです。誤検知率と異常の早期検知リードタイム、通知後の対応完了率を同時にKPIに置くほうが、本番運用での定着につながりやすい設計です。
ステップ4:本番運用と継続的な再学習
PoCが通ったら本番運用に移行します。ここでは、モデルの継続的な再学習と、アラート対応の一次・二次体制を固めます。設備の季節変動や部品交換後のベースライン変化をモデルが追従できないと、半年〜1年で誤検知が増え始めるため、再学習のトリガーと担当を決めておくことが重要です。
詰まる論点は、運用開始後の「AI担当者の不在」です。ベンダー丸投げにすると自社にノウハウが残らず、モデルが陳腐化したときに動けません。実務での使い分けとしては、PoC段階から保全部門・品質管理部門の担当者をモデル評価に関与させ、運用移行時にモデル評価ダッシュボードの運用を内製化するパターンが、公開事例で見られる定着しやすい型です。導入ステップを体系的に整理したい場合は製造業のAI導入を成功させる5つのステップや製造業のAI PoCの進め方も参照してください。
異常検知AIの事例を自社の業務フローに定着させるには
公開事例の多くは「検知精度が出た」で終わらず、検知後の作業指示・記録・分析までを業務フローに組み込んで初めて年間コスト削減が見える形になっています。自社展開でも、検知モデルと同じくらい「後工程の自動化」を初期設計に含めることが、PoC止まりを避ける近道です。
ここで効いてくるのが、異常検知AIの出力を起点に、保全・品質・MESの各業務フローへ1本で接続するエンタープライズAIエージェント基盤 AI Agent Hub です。AI総合研究所が検知モデルと後工程の自動化を一体設計する運用まで伴走します。
-
フロー判定Agentで異常レベルに応じた対応を自動振り分け
検知AIの出力を受け取り、緊急停止・精密点検・経過観察の要否をフロー判定Agentが自動判定。担当者への通知、Teams上での承認、出動指示までを現場スマホで完結できる
-
自動入力AgentでCMMS・MES・品質管理システムへの記録を自動化
対応実績・部品使用・故障モード・是正処置票を、自動入力AgentがCMMS・MES・品質管理システムへ書き戻し。事例企業が時間を取られている「事務所に戻って台帳入力」工程を廃止できる
-
Microsoft Fabricでセンサー・実績・保全履歴を横串分析
振動・温度・電流・画像などのセンサーデータと、保全履歴・品質実績をOneLakeに集約。事例で共通する「多変量相関」での検知モデル改善と、ライン横串のROI追跡を1つのデータ基盤で実現する
-
専用テナント × Entra IDで製造現場の機密データを社外に出さない
顧客専用AzureテナントとEntra ID統合により、設備稼働・品質データ・画像をすべて自社境界内に保持したままAI活用可能。Azure Managed Applicationsとして動作し、学習対象からも除外
AI総合研究所が、異常検知AIのPoC設計から後工程フロー構築・CMMS/MES連携・運用定着まで伴走いたします。
異常検知の後工程まで含めてPoCを本番運用に

フロー判定Agent × 自動入力AgentでCMMS・MESに直結
異常検知AIの出力を起点に、対応指示・CMMS/MES書き戻し・原因分析までAIエージェントが自動処理。Microsoft Fabricで多変量センサーデータを横串分析しPoC止まりを回避できるAI Agent Hubをご紹介します。
まとめ
本記事では、製造業の異常検知AI活用事例を「設備故障の未然防止」「品質不良の未然防止」「工程逸脱・作業安全」の3軸で整理し、日立ARTiMo・ブリヂストン・JFEスチール・パナソニックインダストリー・大阪ガスなどの公開事例を通じて、成功パターン・失敗パターン・費用相場・導入ステップ・詰まる論点までを一気通貫で解説しました。
成功事例に共通するのは、「検知だけでなく対応手順まで業務設計に含めている」「PoC段階で業務フロー設計を並行着手している」「単一センサーではなく多変量相関で見ている」という3つの型です。自社の検討に落とし込む際は、まず年間で最もコストが乗っている痛みを定量化して対象を1ライン・1設備に絞り、編集部の実務目安として置いたPoC2〜4ヶ月の間にモデル精度と通知運用を同時に検証するところから始めるのが最短ルートになります。
2026年はクラウドベンダーの主要API再編期でもあり、過去事例をそのまま模倣するのではなく、Microsoft Fabric・AWS IoT SiteWise・専業ベンダー製品・自前実装のどの技術スタックで構築するかを最初に判断することが、投資対効果を左右する分岐点です。