この記事のポイント
 振動解析AIは「常時測定×自動学習×閾値自動最適化」の3点で従来TBM・定期巡回を補完する予知保全手法
振動解析AIは「常時測定×自動学習×閾値自動最適化」の3点で従来TBM・定期巡回を補完する予知保全手法- 回転機械のアンバランス/芯ズレ/ベアリング損傷/ギア欠損は周波数領域の波形特徴から識別する技術が確立されている
- 主要サービスは終了/廃止が相次ぐ転換期にあり、選定はクラウド型・国内SaaS・自社構築の3軸で自社環境から逆引きで決める
- センサー追設困難な設備はパナソニックの高調波センサ×AI、振動測定可能な回転機は国内SaaS+ISO 20816が現実解
- PoC前にデータ取得歪み・季節/温度変動・複数機種混在・左右型番違い・ベースライン取得期間の5論点を必ず潰す

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
振動解析AIは、回転機械・モーター・コンプレッサーなどの振動データを連続的に取得し、AIで異常パターンを学習・検知することで、故障が起きる前に保全タイミングを把握する予知保全手法です。
「振動解析」「振動診断」「振動 予知保全」「振動センサーAI」など呼称はバラつきますが、本記事では設備保全の現場目線で同じ取り組みとして扱います。
本記事では、振動が予知保全の主役になる仕組み・センサーとAIモデルの選び方・ISO 20816判定・主要サービス比較・国内事例・PoC前チェック・料金とROI・生成AI/AIエージェント連携の最前線を2026年6月時点で体系的に解説します。
目次
振動センサーの選び方|MEMS/ピエゾ/速度・変位の使い分け
ISO 20816/10816で振動を評価する|2026年最新版の現在地
ISO 20816とISO 10816の関係——統合と切り替えの現在地
パナソニック「AI設備診断サービス」——振動が測れない設備に効く高調波センサ方式
三菱電機系——iQ Monozukuri 回転機振動診断・VisibleWave
ブレインズテクノロジー Impulse——国内SaaSの本命候補
AWS系——Amazon Monitron(新規終了)と IoT SiteWise多変量異常検出GA
Microsoft Azure系——IoT Hub+Stream Analytics+Microsoft Fabricで組むのが現役構成
ENEOSマテリアル×横河電機——強化学習AIで化学プラント蒸留塔のCO2を40%削減
ブレインズテクノロジー Impulse——3年連続シェアNo.1の国内SaaS
三菱電機エンジニアリング VisibleWave——自動車200社以上の異音検査自動化実績
JFEプラントエンジ「神童君Next」——製鉄所由来の振動解析ノウハウを機器化
2026年の振動予知保全|生成AI・AIエージェント連携の最前線
生成AI×振動予知保全——合成データで「稀な故障」を扱う研究領域
振動解析AIとは|振動診断×AIで設備異常を予知する仕組み

振動解析AIは、回転機械や駆動部品から発生する振動データを連続取得し、AIが正常時の波形パターンを学習することで、異常の兆候を故障前に検知する予知保全手法です。
振動解析という言葉は、文脈によって意味が変わります。設計現場では構造物の共振やモーダル解析を指すCAE文脈の用語ですが、本記事の文脈ではあくまで「稼働中の設備から振動データを取り、AIで異常検知に使う」という保全現場の用法に絞ります。
業界では「振動診断」「振動 予知保全」「振動センサーAI」「設備保全」「設備診断」など呼称が併存していますが、技術的にはほぼ同じ取り組みを指します。
予知保全AI全般の俯瞰や、製造業における異常検知AIの5領域(振動以外も含む)の整理は別記事で扱っているため、本記事は、回転機械・モーター・コンプレッサー・ポンプ・送風機・ベアリング・ギアといった振動データが取得できる設備の予知保全に振動解析AIをどう使うか、という保全エンジニア視点で2026年6月時点の最新情報を整理します。

振動が予知保全の主役になる理由と検知できる異常パターン

振動が予知保全の主役になるのは、故障に至る前の機械的変化が振動波形に表れやすいという物理的特性があるからです(振動評価規格 ISO 20816-21:2025・状態監視規格 ISO 13373-2:2016 も振動を主要な状態量として位置づけています)。
本セクションでは、振動データが他のセンサーデータ(温度・電流・圧力)よりも早期検知に向く理由と、AIで識別できる代表的な4つの異常パターンを整理します。
振動データが早期検知に向く理由——時間領域と周波数領域
温度上昇や電流変動が現れる前段階で、回転部品の内部摩耗・微小亀裂・初期芯ズレは振動波形の周波数成分に表れます。これは振動が「機械的エネルギーの伝達経路をそのまま映す物理現象」だからです。
振動データの読み解きは2つの領域で行います。
-
時間領域
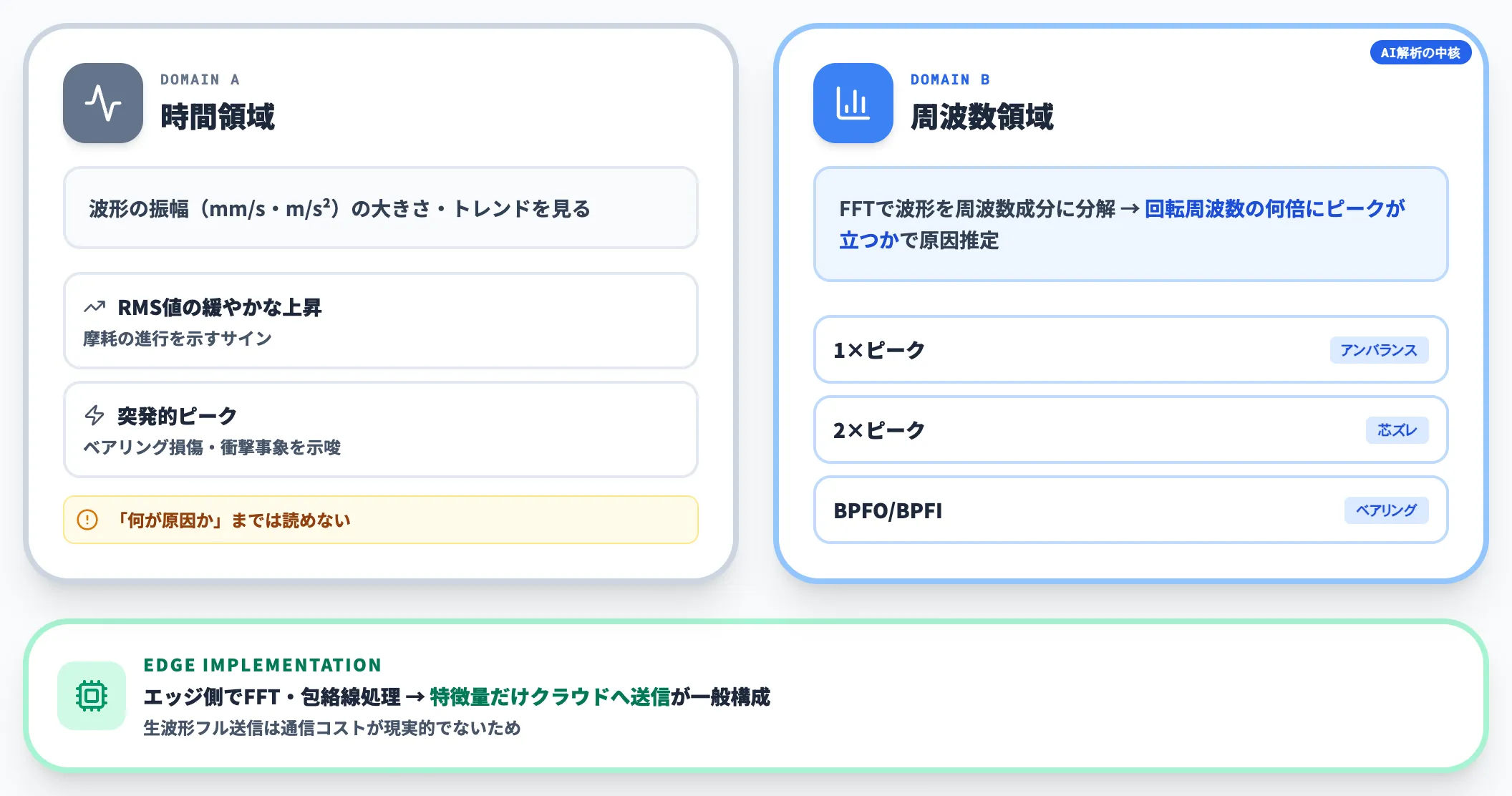
波形の振幅(mm/sやm/s²)の大きさ・トレンドを見る。RMS値(実効値)が緩やかに上昇していれば摩耗の進行を示し、突発的なピークが出ればベアリング損傷や衝撃事象を示唆する。
-
周波数領域
FFT(高速フーリエ変換)で波形を周波数成分に分解し、回転周波数(1×)の何倍の位置にピークが立つかで原因を推定する。例えば1×ピークの増大は質量アンバランス、2×ピークは芯ズレ、ベアリングの転動体周波数(BPFO/BPFI)は内輪/外輪損傷を示す。
時間領域だけ見ていると「振幅が大きくなった」までしか分からず、「何が原因で大きくなったか」が読めません。AIによる振動解析の中核は、この周波数領域の特徴量を人手では追えない大量のセンサーから24時間連続で抽出し続けられる点にあります。
実務的には、振動センサーで取得した加速度データに対し、エッジ側でFFT・包絡線処理を行ってから特徴量だけクラウドへ送る構成が一般的です。生波形をフル送信すると通信コストが現実的でなくなるためです。
TBM・定期巡回との違い——「故障前に動く」ための条件

従来の保全方式の主流は時間基準保全(TBM:Time-Based Maintenance)と定期巡回でした。これに対し振動解析AIによる予知保全は、状態基準保全(CBM:Condition-Based Maintenance)の発展形に位置づけられます。
以下の表で、TBM・定期巡回・振動解析AIの違いを整理しました。
| 方式 | 保全タイミングの決め方 | 強み | 弱み |
|---|---|---|---|
| TBM(時間基準) | 稼働時間・カレンダーで一律 | 計画立てやすい・運用シンプル | まだ使える部品を交換・故障前に間に合わない場合あり |
| 定期巡回 | 巡回担当者の目視・聴音・触診 | 暗黙知が効く・低コスト | 属人化・夜間休日に弱い・微小変化を見逃しやすい |
| 振動解析AI | 24時間連続データ+AI判定 | 早期検知・無人運用・履歴で根本原因が追える | 初期投資が必要・PoCで閾値調整が必要 |
この比較から重要なのは、振動解析AIは「TBMや定期巡回を完全に置き換える存在ではない」という点です。現場では巡回保全と並列で運用し、巡回頻度を落とすか、巡回不可能な時間帯(夜間・休日・無人ライン)を補完する役割で導入されるケースが多くなっています。
TBMの延長線にあたる予防保全と予知保全の違い、CBMの基本論点については別記事で整理しています。
【関連記事】
CBM(状態基準保全)ガイド|仕組み・AI活用・導入事例を解説
AIで識別できる4つの異常パターン
振動解析AIが識別する代表的な異常パターンは大きく4つに分類されます。それぞれ振動波形の周波数領域に固有の特徴を持つため、AIモデルでの分類精度が出やすい領域です。
-
質量アンバランス
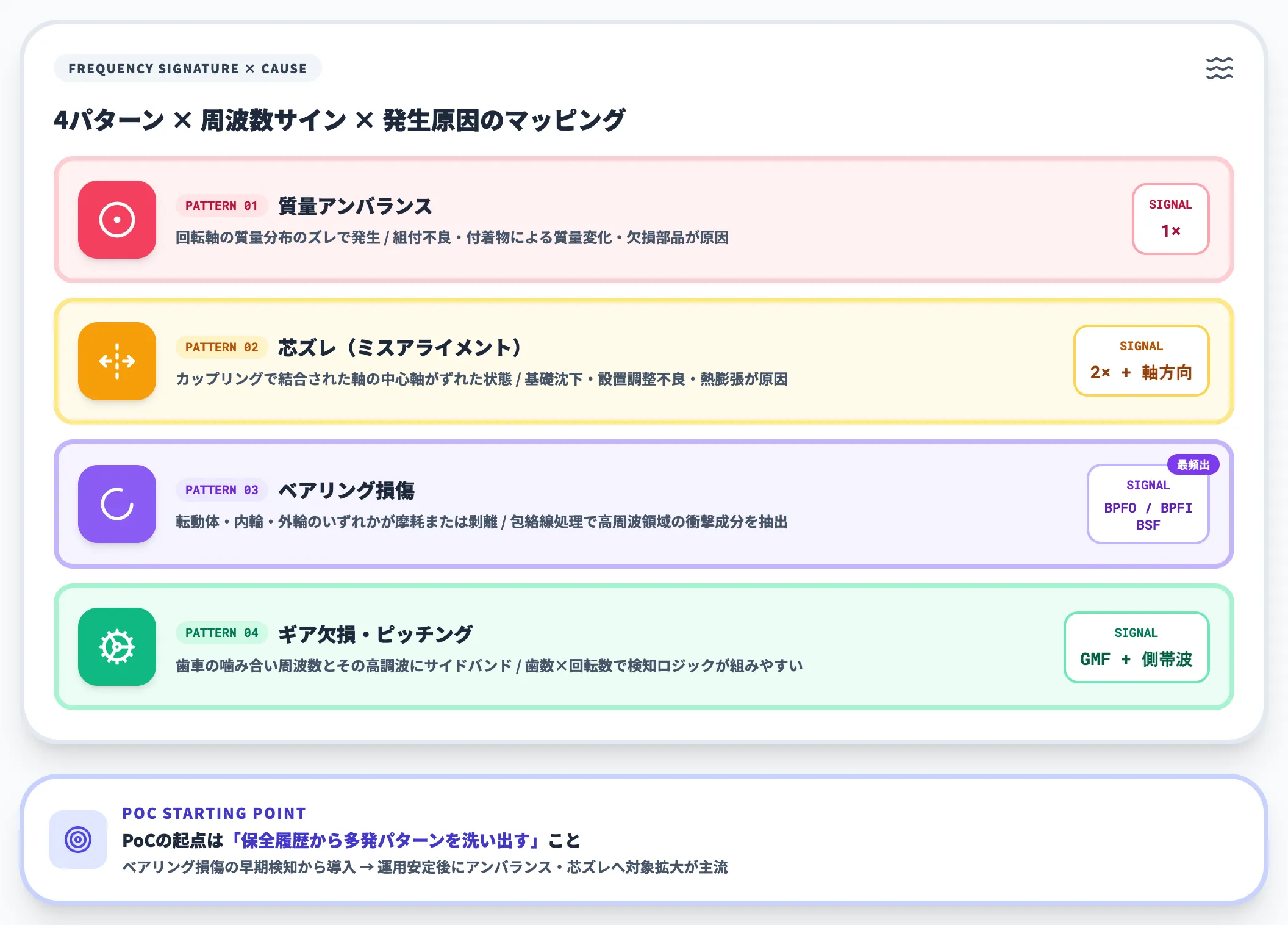
回転軸の質量分布のズレで発生。回転周波数の1倍成分(1×)が増大する。設置初期の組付不良、運転中の付着物による質量変化、欠損部品が原因。
-
芯ズレ(ミスアライメント)
カップリングで結合された軸の中心軸がずれた状態。回転周波数の2倍成分(2×)に加え、軸方向振動が増大する。基礎沈下、設置調整不良、熱膨張による経年変化が原因。
-
ベアリング損傷
転動体・内輪・外輪のいずれかが摩耗または剥離。BPFO(外輪通過周波数)・BPFI(内輪通過周波数)・BSF(転動体回転周波数)といった特性周波数にピークが立つ。包絡線処理で高周波領域の衝撃成分を抽出するのが定石。
-
ギア欠損・ピッチング
歯車の噛み合い周波数(GMF)とその高調波にサイドバンドが現れる。歯数と回転数の積で計算できるため、対象設備の仕様が分かれば検知ロジックを組みやすい。
これら4パターンは検知ロジックが確立されているため、振動解析AIのPoCではまず「自社の対象設備で、この4パターンのどれが多発しているか」を保全履歴から洗い出す作業が起点になります。現場では「ベアリング損傷の早期検知」を起点に導入し、運用が安定してからアンバランス・芯ズレへ対象を広げる進め方が主流です。
振動センサーの選び方|MEMS/ピエゾ/速度・変位の使い分け

振動センサーは方式・出力種別・設置方法で大きく性能と価格が変わります。「とりあえず加速度センサー」と決め打ちで進めると、低周波域の検知精度や設置の物理制約で躓くことが多い領域です。
本セクションでは、出力種別(加速度・速度・変位)・センサー方式(MEMS・ピエゾ)・設置方式(有線・無線・マグネット・接着)の3軸で選定基準を整理します。
加速度・速度・変位の違いと使い分け
振動の物理量は加速度・速度・変位の3種類があり、対象設備の回転数帯によって使い分けます。
以下の表で、3種類の物理量の特性と適用範囲を整理しました。
| 物理量 | 単位 | 適した周波数帯 | 主な用途 |
|---|---|---|---|
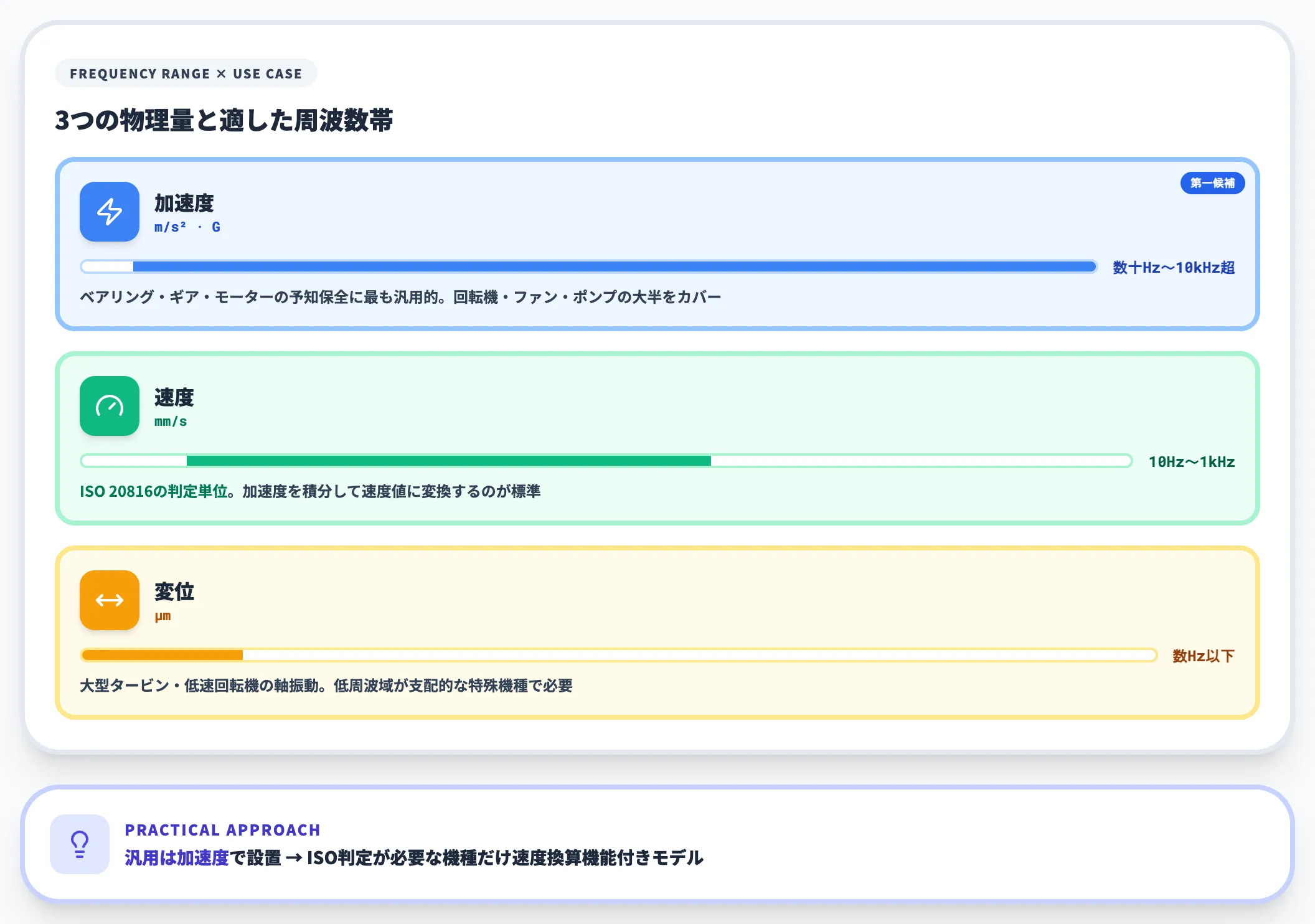
| 加速度 | m/s²、G | 中〜高周波数帯(数十Hz〜10kHz超) | ベアリング・ギア・モーターの予知保全(最も汎用的) |
| 速度 | mm/s | 中周波数帯(10Hz〜1kHz程度) | 大型回転機械の振動評価(ISO 20816の判定単位) |
| 変位 | μm | 低周波数帯(数Hz以下) | 大型タービン・低速回転機の軸振動 |
大半の保全現場で第一候補になるのは加速度センサーです。中〜高周波数帯でのベアリング異常検知(数kHz以上)に対応できる帯域幅を持つため、回転機・ファン・ポンプ・モーターの大半をカバーできます。一方、ISO 20816の判定はmm/s(速度)が基準なので、加速度センサーで取得したデータを積分して速度値に変換してから評価する流れが標準です。
実務的には、汎用的に加速度センサーを設置し、ISO判定が必要な機種だけ速度換算機能付きのモデルを選ぶ運用が現実的です。低速タービン・大型送風機など低周波域が支配的な特殊機種では変位センサーが必要になります。
MEMS加速度センサーとピエゾ式の使い分け
加速度センサーには大きく2方式あり、価格と性能の差が大きいため対象設備の重要度で使い分けます。
-
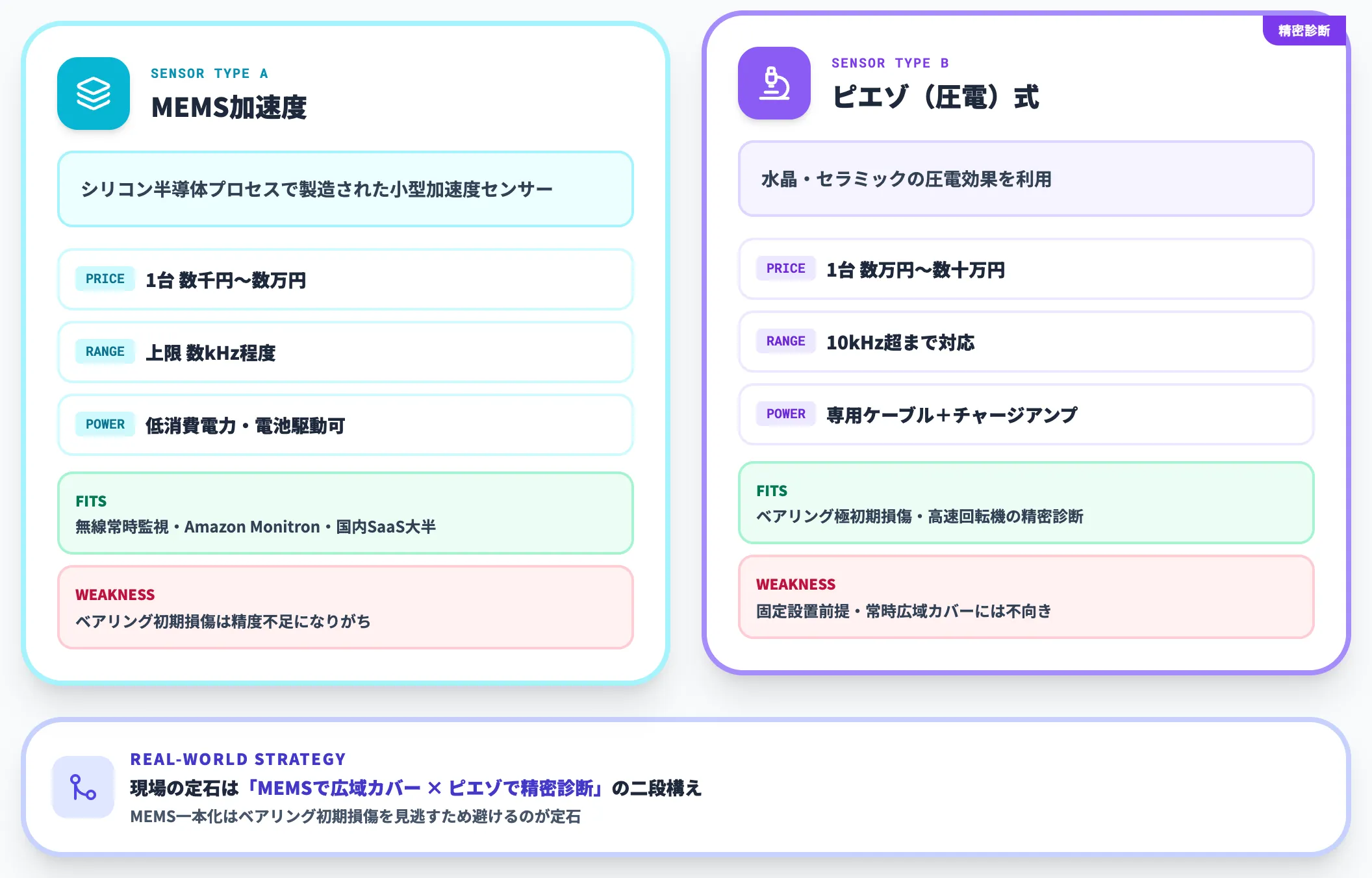
MEMS(Micro Electro Mechanical Systems)加速度センサー
シリコン半導体プロセスで製造された小型加速度センサー。1個あたり数千円〜数万円で導入可能。Amazon Monitronセンサーや国内SaaSの大半はこの方式。低消費電力で無線・電池駆動に向く一方、上限周波数は数kHz程度が多く、超高周波領域のベアリング初期損傷検知では精度が出にくい。
-
ピエゾ(圧電)式加速度センサー
水晶やセラミックの圧電効果を利用した方式。1個あたり数万円〜数十万円。10kHz超の高周波領域まで対応でき、ベアリングの極初期損傷や高速回転機の精密診断に向く。専用ケーブルとチャージアンプを必要とすることが多く、固定設置が前提。
現場では「常時監視の広域カバーはMEMS、精密診断や重要設備の追跡計測はピエゾ」という二段構えが定着しつつあります。MEMSだけで安いから全部置き換える、という判断はベアリング初期損傷を見逃す原因になるため避けるのが定石です。
設置方式(有線/無線/マグネット/接着)

センサーの設置方式は、初期コスト・運用負荷・データ信頼性のトレードオフで選びます。
-
有線(固定配線)
電源・通信ともケーブル接続。データ欠損が少なく重要設備に向くが、配線工事のコスト・既存ラインへの後付け難易度が高い。新設ライン向き。
-
無線(Bluetooth/LoRa/WiFi等)
電池駆動+無線通信。Amazon Monitron・村田製作所・国内SaaSの大半はこの構成。既存設備への後付けが容易で、PoC立ち上げや段階拡大に向く。電池寿命(数年)の管理が運用上の論点。
-
マグネット式
強力磁石で機械表面に固定。設置・取り外しが数秒で済むため、点検時の追加計測や移設前提のPoCに向く。長期常時監視では振動疲労で固定が緩むケースに注意。
-
接着・ネジ固定
エポキシ接着剤やスタッドボルトで完全固定。データ品質は最高水準だが、撤去時に塗装損傷や設備清掃の手間が発生する。重要設備の本格運用向け。
PoC段階ではマグネット式無線センサーで数台始め、運用が定着してから本番設置で接着・ネジ固定に切り替える流れが、初期投資を抑えつつデータ品質を担保できる進め方です。
振動解析に使われるAIモデルとアルゴリズム

振動解析AIで使われるアルゴリズムは大きく「特徴量抽出のための信号処理」と「判定を行うAIモデル」の2段構えです。
本セクションでは、振動データに対する代表的な信号処理(FFT・包絡線解析・MFCC)と、その上に乗るAIモデル(教師あり/教師なし/深層学習)の使い分けを整理します。
信号処理レイヤー——FFT・包絡線解析・MFCC
センサーから取得した振動波形は、生のままAIに入力するのではなく、目的に応じた信号処理で「異常を見つけやすい形」に変換します。
-
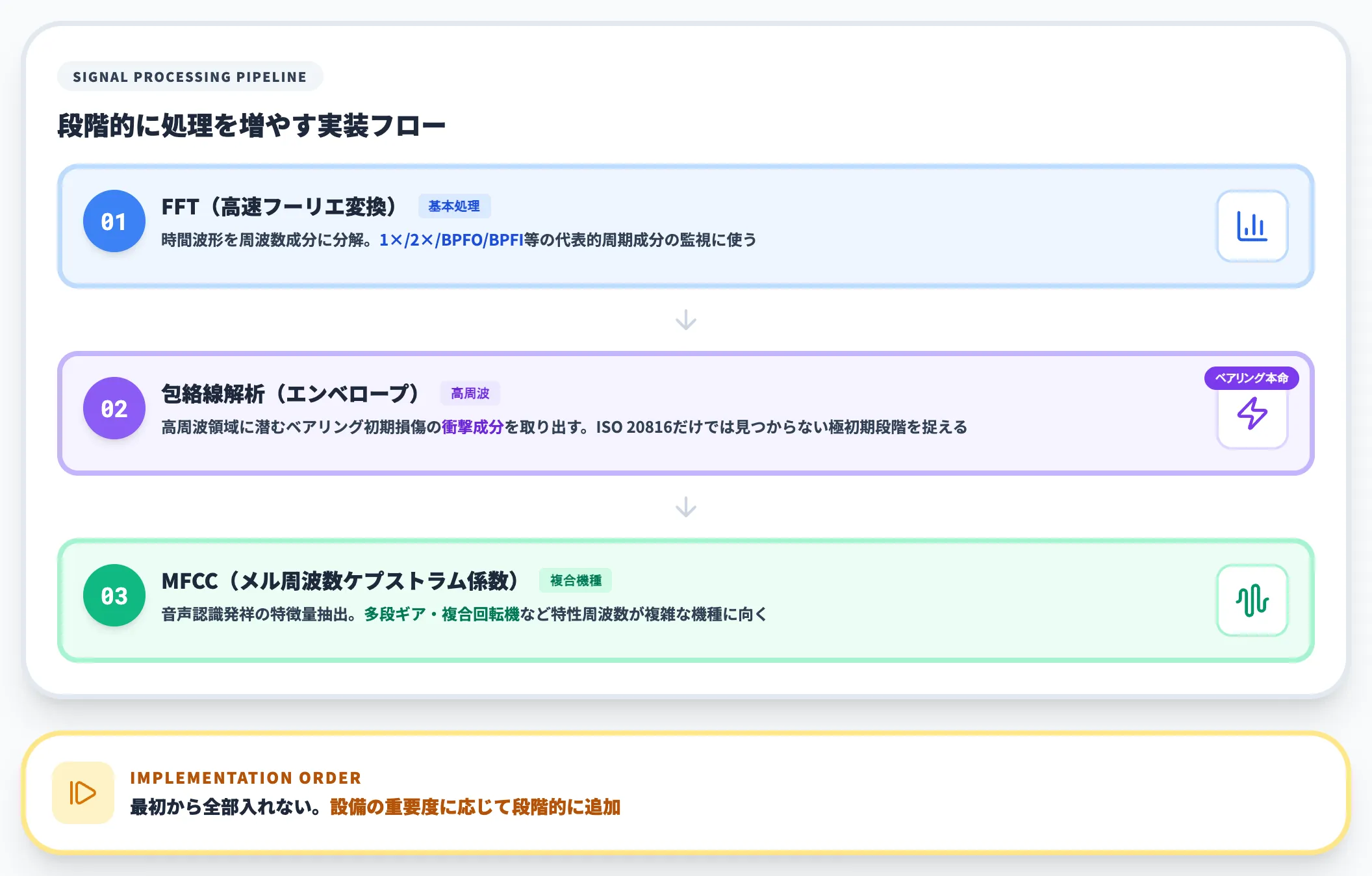
FFT(高速フーリエ変換)
時間波形を周波数成分に分解する基本処理。回転周波数の1×・2×・3×ピークやベアリング特性周波数(BPFO/BPFI/BSF)を抽出するのに用いる。FFT結果に対して固定閾値を設定するだけでも、代表的な周期成分の監視には使える。
-
包絡線解析(エンベロープ解析)
高周波領域に潜むベアリング初期損傷の衝撃成分を取り出す処理。生波形では振幅が小さくて検知できない異常が、包絡線処理を通すと明確なピークとして現れる。ベアリング異常検知の本命処理で、ISO 20816判定だけでは見つからない極初期段階を捉えるのに使う。
-
MFCC(メル周波数ケプストラム係数)
音声認識領域で発達した特徴量抽出手法だが、近年は振動・音響データの異常検知にも転用が進んでいる。人間の聴覚特性に近い周波数分解で、特性周波数が複雑な機種(多段ギア・複合回転機)に向く。
実務的には、設備の種類に応じて「FFTで基本監視→包絡線解析でベアリング監視→必要に応じてMFCC」と段階的に処理を増やしていく組み立てが現実的です。最初から全部入れる必要はありません。
AIモデルの3類型——教師あり/教師なし/深層学習

信号処理で抽出した特徴量を判定するAIモデルは、データの揃え方によって3類型に分かれます。
以下の表で、3類型の特徴と使い分けを整理しました。
| モデル類型 | 主なアルゴリズム | 必要なデータ | 向く用途 |
|---|---|---|---|
| 教師なし学習 | One-Class SVM、Isolation Forest、Autoencoder | 正常時データのみ | 故障事例が少ない・新規設備の異常検知 |
| 教師あり学習 | ランダムフォレスト、勾配ブースティング、SVM | 正常+異常の両方(ラベル付き) | 故障事例が蓄積されている・異常パターン分類 |
| 深層学習(DL) | CNN(スペクトログラム画像)、LSTM(時系列) | 大量データ(数万サンプル以上) | 大規模工場・多機種統合の高度解析 |
振動解析AIの大半のSaaSサービスは教師なし学習を主軸にしています。理由は、保全現場で「故障時のラベル付きデータ」を十分に揃えるのが現実的でないからです。1台のベアリング損傷で取得できる異常データは数時間〜数日分しかなく、教師ありモデルを学習させるには圧倒的に不足します。
一方、メーカー固有の機種で繰り返し同じパターンの故障が発生する用途(自動車部品の量産検査ライン等)では、教師ありモデルや深層学習が威力を発揮します。三菱電機エンジニアリングのVisibleWaveはウェーブレット変換による3次元可視化に加え、三菱電機のAI技術「Maisart」で判定閾値の自動生成を行う構成で、量産検査ライン用途に200社以上の納入実績を持ちます。
現場では「PoC段階は教師なし学習で始める→故障事例が3〜5件貯まったら教師ありモデルへ移行検討」というステップが現実的です。最初から深層学習を志向するとデータ量が足りずに頓挫しやすくなります。
異常検知精度の現実的な目安
振動解析AIの精度を語る際に「検知率99%」「誤報率5%」のような単一数値で論じるベンダー資料がありますが、実務的には運用条件で大きく変動する点に注意が必要です。
精度に影響する主な要因は以下のとおりです。
- ベースライン取得期間: 正常時データを最低でも2週間〜1か月(季節変動を加味するなら数か月)取得しないと、温度変化・季節変動を「異常」と誤判定する
- 設備の運用パターン: 連続運転設備は学習しやすく、起動・停止が頻繁な設備は誤報が出やすい
- 設置位置の安定性: 同じセンサーでも設置位置が数センチずれるだけで波形特性が変わるため、PoCと本番で同じ位置に固定する必要がある
- 対象異常パターン: 「全異常を1モデルで検知」より「ベアリング損傷限定」のような対象を絞ったモデルのほうが精度が出る
ベンダー提示の精度数値は、ベンダーが理想条件で測ったものです。自社のPoCで再現性を確認するまでは断定値として扱わず、傾向値として受け止めるのが安全です。
ISO 20816/10816で振動を評価する|2026年最新版の現在地
振動解析AIで取得した数値を「異常か正常か」と判定するための業界規格が、ISO 20816シリーズです。ベンダーの独自閾値だけで運用すると保全基準が属人化するため、公的規格をベースラインに置くのが現場の定石です。
本セクションでは、ISO 20816とISO 10816の関係、2026年6月時点の発行状況、4つの評価ゾーンと判定の運用論点を整理します。
ISO 20816とISO 10816の関係——統合と切り替えの現在地

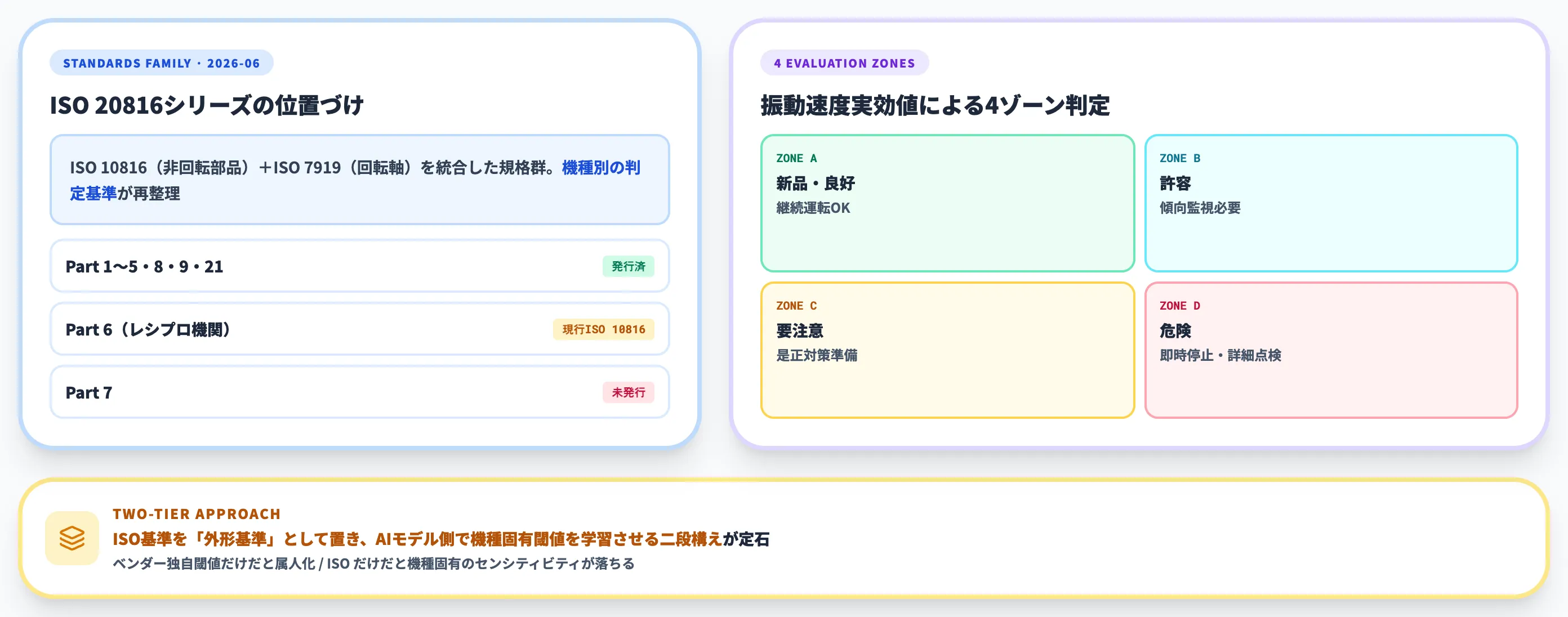
ISO 20816は、従来のISO 10816シリーズ(非回転部品の振動評価)とISO 7919シリーズ(回転軸の振動評価)を統合した規格群です。20年以上の運用知見を反映して、機種別の判定基準が再整理されています。
Industrial-Compliance社の解説およびISO公式に基づくと、2026年6月時点でPart 1〜5・Part 8・Part 9・**Part 21(ISO 20816-21:2025、2025年5月発行・旧ISO 10816-21:2015はWithdrawn)**がISO 20816として発行済みで、ISO 7919シリーズの全パートはISO 20816に統合され廃止されています。
未発行はPart 7、現行ISO 10816として残るのはPart 6(レシプロ機関)などです。
これが意味するのは、自社設備の評価規格を選ぶ際に「全部20816で揃える」のではなく、対象機種が属するPart番号を確認して規格を選ぶ必要があるという点です。例えば定格電力15kW以上・120〜30,000r/min の産業機械はISO 20816-3:2022が現行、レシプロエンジン関連のPart 6は引き続きISO 10816-6を参照します。
実務的には、保全基準書を整備する段階で「対象機種ごとの参照規格」をリスト化しておくのが、PoC後の本格運用に進むときの躓きを防ぐ準備になります。
4つの評価ゾーンと判定の運用論点

ISO 20816・10816の判定は、振動速度実効値(mm/s RMS)を機種カテゴリごとに4つのゾーンに分類する形で行います。
-
ゾーンA(新品・良好)
新設または整備直後の機械が示す典型的な振動レベル。継続運転に問題なし。
-
ゾーンB(許容)
長期連続運転に許容される振動レベル。継続使用OKだが、傾向監視は必要。
-
ゾーンC(要注意)
継続運転は可能だが、限定的な期間に留めるべきレベル。是正対策の準備が必要。
-
ゾーンD(危険)
機械損傷を引き起こす可能性が高いレベル。即時停止と詳細点検が必要。
ゾーン境界の具体的な数値(mm/s)は機種カテゴリと回転数で異なるため、対象機種のPart番号を確認したうえで境界値を引いてください。例えばISO 20816-3の中型機械では、ゾーンA/B境界が2.8mm/s、B/C境界が7.1mm/s、C/D境界が18mm/sあたりが目安として参照されます。
規格準拠で詰まりやすい論点
ISO 20816判定を運用に取り込もうとすると、現場では次の3点で詰まりやすくなります。
- 加速度センサー出力の速度換算: ISO判定はmm/s(速度)が単位なのに、PoCで導入する無線センサーの多くは加速度出力(m/s²)。エッジ側で積分して速度に換算する処理が必要で、ベンダー実装によって精度差が出る
- 測定点の選び方: 同一機械でも軸受ハウジングの水平・垂直・軸方向で値が変わる。ISO規格は「最も振動が大きい方向の値で判定」が原則だが、無線センサーは1台で1方向のみ計測する製品が多く、3方向必要なら3台設置が前提
- 境界値の自社カスタマイズ: ISOゾーン基準はあくまで一般指針で、自社設備の運用実績(過去5年間の故障履歴と振動値の関係)から自社基準を再設定したほうが現実的なケースが多い
ISO 20816準拠を保全基準書に書いておくことで、現場担当が変わっても同じ判定ロジックが継続できる利点があります。一方、AI解析の精度を上げたい場合は、ISO基準を「外形基準」として置きつつ、AIモデル側で機種固有の閾値を学習させる二段構えにするのが、属人化と精度の両立を狙う現実解です。
2026年版 振動解析AIの主要サービス比較
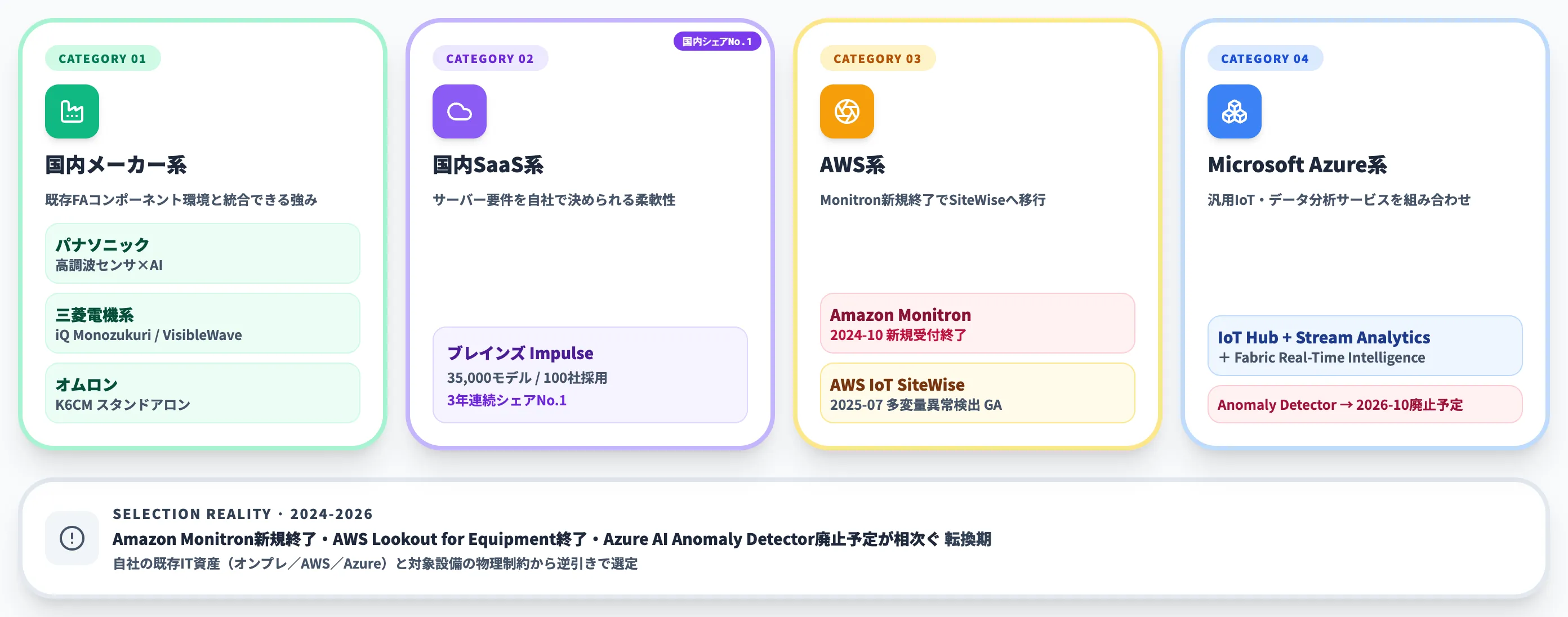
本セクションでは、2026年6月時点で振動解析AIに使える代表的なサービスを、国内メーカー系・国内SaaS系・AWS系・Microsoft Azure系の4カテゴリで整理します。
2024年〜2026年にかけてAmazon Monitron新規受付終了・AWS Lookout for Equipment終了・Azure AI Anomaly Detector廃止予定が相次ぎ、振動予知保全のサービス選定は転換期に入っています。自社の既存IT資産(オンプレ/AWS/Azure)と対象設備の物理制約から逆引きで候補を絞るのが現実的です。
パナソニック「AI設備診断サービス」——振動が測れない設備に効く高調波センサ方式
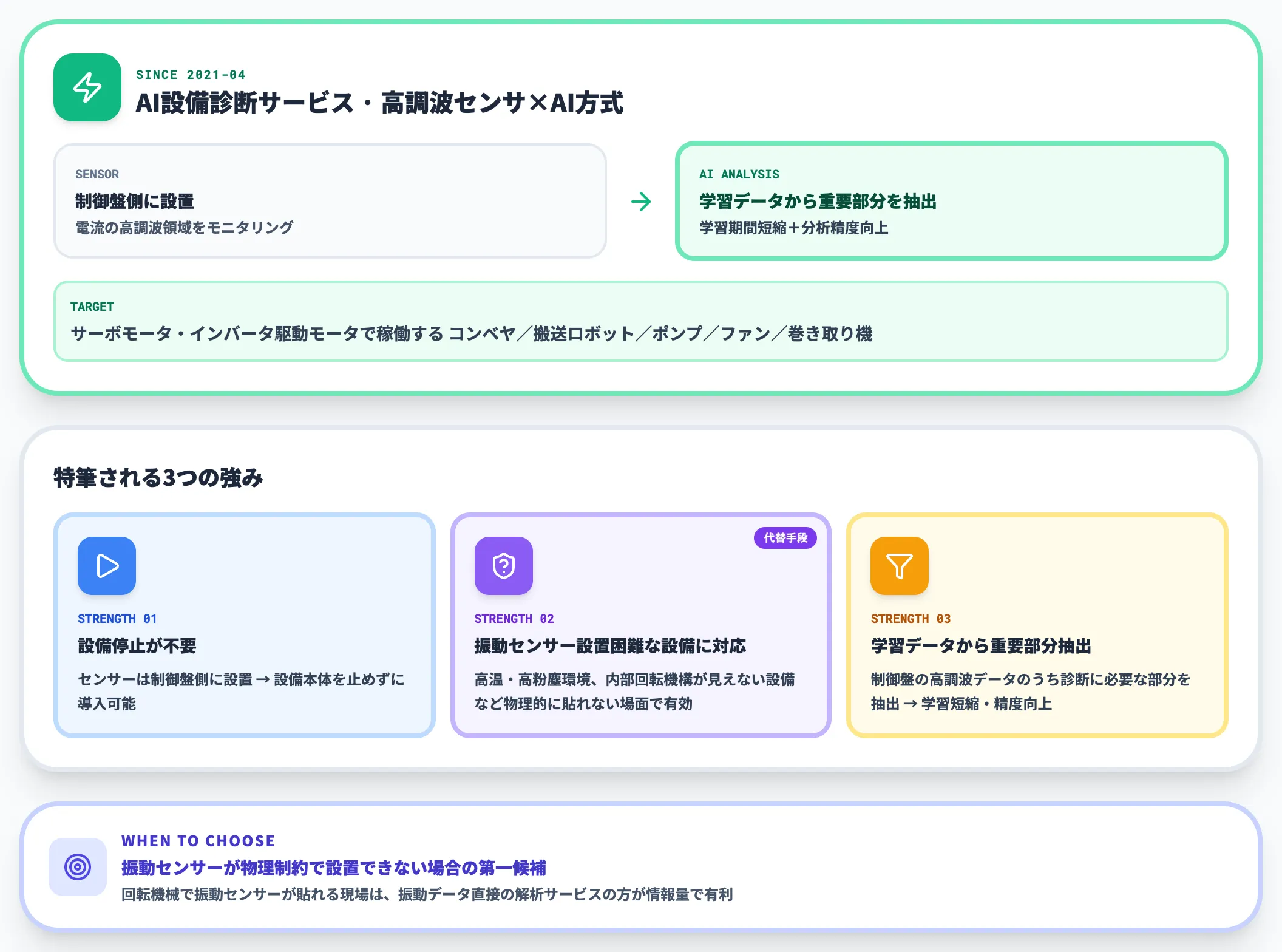
パナソニック インダストリーのAI設備診断サービスは、振動センサーを設置しにくい設備にも対応できる高調波センサー×AIの構成で、2021年4月から提供されています。

パナソニックインダストリーのAI設備診断サービス(出典:パナソニックグループ プレスリリース)
パナソニックグループのプレスリリースによれば、対象設備は「サーボモータ・インバータ駆動モータで稼働するコンベヤ・搬送ロボット・ポンプ・ファン・巻き取り機など」で、電流の高調波領域をモニタリングする方式を採用しています。
このサービスが特筆される点は次の3つです。
- 設備停止が不要: センサーは制御盤側に設置するため、設備本体を止めずに導入できる
- 振動センサー設置が困難な設備に対応: 高温・高粉塵環境、内部回転機構が見えない設備など、振動センサーを物理的に貼れない場合に有効
- 学習データから重要部分を抽出してAIへ: 制御盤で取得した高調波データのうち診断に必要な部分を抽出してから分析することで、学習期間短縮と分析精度向上を図る
EE Times Japanの解説記事では、従来の振動解析手法ではカバーが難しかったモーター駆動設備への展開が紹介されています。
振動センサーが現場の物理制約で設置できない場合、振動測定の代替手段としてパナソニックの高調波センサ方式を第一候補に検討する価値があります。逆に、回転機械で振動センサーが普通に貼れる現場では、振動データ直接の解析サービスのほうが情報量が多くなります。
三菱電機系——iQ Monozukuri 回転機振動診断・VisibleWave

三菱電機グループからは、回転機械の振動診断および異音検知AIに特化したサービスが2系統提供されています。
-
iQ Monozukuri 回転機振動診断(三菱電機FA):MT法(マハラノビス・タグチ法)で異常状態を検出する回転機向け振動診断システム。三菱電機シーケンサ環境(MELSEC)とのネイティブ統合が強み
-
音響・振動診断システム VisibleWave(三菱電機エンジニアリング):音や振動の計測解析評価から判定処理までを実行するアプリケーションソフトウェア。ウェーブレット変換による3次元可視化処理と、三菱電機のAI技術「Maisart」による判定閾値の自動生成が特徴。自動車産業を中心に200社以上の納入実績
三菱電機シーケンサや三菱FAコンポーネントで構築された既存生産ラインを持つ製造業では、データ取得部分から判定処理まで同じベンダーで揃えられる利点があります。VisibleWaveは特に量産検査ラインの異音検査自動化用途で実績が多く、検査品質の安定化に効きます。
オムロン K6CMシリーズ——モータ状態監視の軽量導入
オムロンのモータ状態監視機器K6CMは、振動・温度・絶縁抵抗を計測してモータの劣化状態を監視する機器です。K6CM-VBは振動・温度タイプで、ベアリング異常・芯ズレなどを早期検出します。
SaaS型ではなくスタンドアロン型機器として現場に組み込むため、クラウド連携を必須としない用途や、ネットワーク制約が厳しい工場での軽量導入に向きます。「クラウドに上げにくいけど振動監視は始めたい」という現場の最初の一歩として候補に挙がるサービスです。
ブレインズテクノロジー Impulse——国内SaaSの本命候補

ブレインズテクノロジー「Impulse」は、2014年にリリースされた国内製の異常検知ソリューションで、振動データを含むセンサーデータ全般に対応します。35,000以上のAIモデルが実運用中で、国内SaaSとして実績層の厚さが特徴です。
Impulseは予兆検知ソリューション解析サービス市場で3年連続シェアNo.1(2023年〜2025年見込/出典:ブレインズテクノロジー)
公式サイトで公開されている主要採用企業には、株式会社アイシン、サントリープロダクツ株式会社、株式会社荏原製作所、大阪ガス株式会社、JFEエンジニアリング株式会社、日東電工株式会社、ヤンマー株式会社、本田技研工業株式会社などの大手製造業が並びます。
特許第6315528号の「オートモデリング機能」により、データサイエンティスト不在でも分析モデルを自動導出できる設計です。料金は利用型と買取型の2種類、サーバースペックや判定間隔で個別見積となります。
国内SaaSの選定で「クラウド一択ではない」「導入実績を重視したい」「サーバー要件を自社環境で決めたい」というニーズがある場合の第一候補として検討する価値があります。
AWS系——Amazon Monitron(新規終了)と IoT SiteWise多変量異常検出GA

AWS環境で振動予知保全を組む選択肢は、2024年〜2026年で大きく入れ替わりました。

Amazon Monitron 製品ページ(出典:AWS)
Amazon Monitronは振動・温度センサー+ゲートウェイ+クラウド分析がセットになった予知保全パッケージで、AWS公式pricingページには「Amazon Monitron is no longer available to new customers as of October 31, 2024」と明記され、既存顧客はAWSの移行ガイダンスで示されているとおり5年保証で運用継続できるものの、新規導入の候補からは外れています。
AWS公式の移行ガイダンスでは、Monitron代替としてAWS Partner製品(Tactical Edge・IndustrAI・Factory AI等のIoT予知保全ソリューション)を主要候補として案内しています。加えてLookout for Equipmentの移行ガイダンスではAWS IoT SiteWiseの多変量異常検出機能が有力候補として示されており、**2025年7月28日に一般提供開始(GA)**が発表されています。複数センサー(振動・温度・電流)の相関で異常を判定する設計で、機械学習の専門知識なしで予知保全パイプラインが組めます。なお2026年10月7日にはAWS Lookout for Equipmentも終了します。

AWS IoT SiteWise 多変量異常検出のGA発表(2025年7月28日/出典:AWS)
2点ほど実務上の注意があります。SiteWise多変量異常検出のGAリージョンは米国東部・欧州・アジアパシフィック(シドニー)の3つで東京リージョン未対応、データレジデンシー要件のある現場では選定時に確認が必要です。また、Monitronのような専用センサー+ゲートウェイのハードウェアパッケージは提供されないため、振動センサー・エッジゲートウェイは別途調達する前提になります。
AWS既存資産があり、リージョン制約と自前ハード調達を許容できる現場ではSiteWiseが候補に挙がります。Monitron代替で「Monitron同等のハードウェア込みの体験」を求める場合は、AWS Partnerが提供するIoT予知保全ソリューション(Tactical Edge・IndustrAI・Factory AI等)も検討対象です。逆にAWSを基幹に持っていない現場で新規にAWS構築するコストメリットは限定的です。
Microsoft Azure系——IoT Hub+Stream Analytics+Microsoft Fabricで組むのが現役構成

Azure環境では「単一の振動予知保全SaaS」ではなく、汎用のIoT・データ分析サービスを組み合わせる構成が主流です。
主な構成要素は以下のとおりです。
- Azure IoT Hub:振動センサーやエッジゲートウェイからのデータを安全に収集・管理する基幹サービス
- Azure IoT Edge:設備近傍でFFT・包絡線処理を行うエッジ実行環境
- Azure Stream Analytics:取り込んだ時系列データをリアルタイム処理し、しきい値超過や異常パターンを検出
- Microsoft Fabric Real-Time Intelligence:Eventhouse/KQL で時系列の異常検知ロジックをノーコードで構築。後述のAnomaly Detector廃止後の推奨移行先
<bR>ここで重要な注意点があります。Azure AI Anomaly Detectorは2023年9月20日から新規リソース作成不可、2026年10月1日に正式廃止予定で、Microsoftは公式に「Microsoft Fabricへの移行」または「オープンソースのanomaly-detectorプロジェクトへの直接移行」を推奨しています。
Azureで振動予知保全を新規設計する場合、Anomaly Detectorを前提にした構成は組めません。
Azure既存資産(Microsoft 365・Power BI・Fabric等)を持つ製造業では、IoT Hub+Stream Analytics+Fabric Real-Time Intelligenceの組み合わせが現実解です。
一方、AzureもAWSもない現場でわざわざAzureを基幹に据えるコストメリットは限定的で、その場合は国内SaaSのほうが導入が早く済みます。
ベンダー選定の現実的な軸

ここまで紹介したサービスから、どれを選ぶかで迷う場面が多いセクションです。3つの判断軸でケース別の推奨を整理しておきます。
- AWS既存資産あり・グローバル展開も視野: AWS IoT SiteWise多変量異常検出を第一候補に評価。東京リージョン未対応の制約だけ確認
- 振動センサーが物理的に設置困難: パナソニック AI設備診断(高調波センサ方式)を候補に挙げる
- 国内大手の運用実績重視・サーバー要件自社管理: ブレインズテクノロジー Impulseを候補に挙げる
- 三菱FA環境の既存ライン: iQ Monozukuri回転機振動診断・VisibleWaveで統合的に検討
- 小規模・スタンドアロン: オムロン K6CM-VBで軽量に始める
「どれが第一候補」ではなく、自社の既存環境・対象設備の物理制約・運用体制から逆引きで選ぶのが現実的です。複数候補のPoC比較を初期投資の範囲で実施するのも、ベンダーロックインを避ける有効な進め方です。
振動解析AIの国内導入事例

ベンダー比較だけで終わると「どこで効いているか」が見えなくなります。
本セクションでは、振動データ・センサーデータを使った国内の予知保全・設備診断AI事例を、企業名・採用時期・公式出典・定量効果のセットで整理します。
ENEOSマテリアル×横河電機——強化学習AIで化学プラント蒸留塔のCO2を40%削減

横河電機の公式プレスリリース(2023年3月30日付)によれば、ENEOSマテリアルと横河電機は、奈良先端科学技術大学院大学と横河電機が共同開発した強化学習AI「FKDPP」を、ENEOSマテリアル四日市工場の化学プラント蒸留塔に世界初の強化学習AIによる化学プラント直接制御として正式採用しました。

FKDPP導入対象となったENEOSマテリアル化学プラント(出典:横河電機 プレスリリース)
導入の経過は以下のとおりです。
- 2022年1月17日〜2月21日:実稼働プラントで35日間の連続自動稼働実証に成功
- その後約1年間:高いパフォーマンスでの自律制御を確認
- 2023年3月30日:正式採用を発表
定量効果として、蒸気使用量とCO2排出量が手動制御に比べて約40%削減されたと公表されています(出典:ENEOSマテリアル公式リリース)。
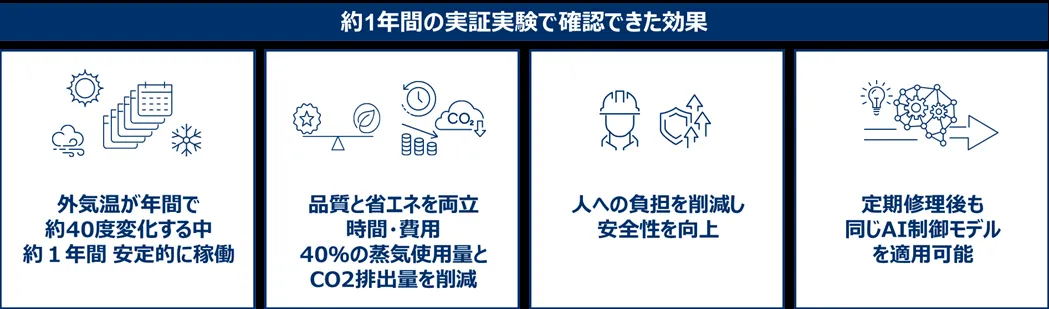
FKDPPが約1年間の実証実験で確認した4つの効果(出典:横河電機 プレスリリース)
公式図に示されている4効果は「外気温が年間で約40度変化する中、約1年間安定的に稼働」「品質と省エネを両立しつつ蒸気使用量とCO2排出量を40%削減」「人への負担削減と安全性向上」「定期修理後も同じAI制御モデルを適用可能」で、化学プラントの自律制御で従来手動運転と並列に成立する水準まで品質を担保できた点が読み取れます。
直接の「振動解析」事例ではなく自律制御AIの事例ですが、化学プラントのような複雑系設備でAIが従来手動運転に対して2桁%の改善を出した実装は、振動センサーを起点とする予知保全プロジェクトの投資判断にも参照される国内代表事例です。
ブレインズテクノロジー Impulse——3年連続シェアNo.1の国内SaaS
ブレインズテクノロジー Impulseは、デロイト トーマツ ミック経済研究所「予兆検知ソリューション市場の実態と将来展望」の解析サービス市場で、2023年度から2025年度見込まで3年連続シェアNo.1を獲得しています。
公式サイトで公開されている運用規模は次のとおりです。
- 100社以上の採用実績
- 35,000を超える機械学習モデルが実運用中
- 主要採用企業:アイシン、サントリープロダクツ、荏原製作所、大阪ガス、JFEエンジニアリング、日東電工、ヤンマー、本田技研工業 ほか
振動データ・温度・音響・画像を含むセンサーデータ全般に対応し、特許第6315528号のオートモデリング機能で、データサイエンティストが不在でも分析モデルを自動導出できる設計です。
具体的な顧客別の定量効果は個別事例ページ(Impulse 事例一覧)に掲載されています。国内大手製造業の運用実績重視で選定する場合、Impulseはまず候補に挙がるSaaSです。
三菱電機エンジニアリング VisibleWave——自動車200社以上の異音検査自動化実績
三菱電機エンジニアリング VisibleWaveは、量産検査ラインでの異音検査自動化を主用途に展開され、自動車産業を中心に200社以上の納入実績を持ちます。

音響・振動診断システム VisibleWave 公式ページ(出典:三菱電機エンジニアリング)
特徴は次の2点です。
- ウェーブレット変換を応用した音や振動の3次元可視化処理
- 三菱電機のAI技術「Maisart」による判定閾値の自動生成
検査品質の安定化と判定基準の属人化解消が主な導入効果として位置づけられており、量産検査ラインのように「同一製品の同一検査を高頻度で繰り返す」用途で実績が積み上がっています。
異常検知一般ではなく、検査ライン特化の自動化用途では国内ではVisibleWaveが代表的選択肢です。
JFEプラントエンジ「神童君Next」——製鉄所由来の振動解析ノウハウを機器化

JFEプラントエンジ株式会社は、JFEスチール製鉄所内の膨大な数の回転機械診断ノウハウを民間向けに展開している設備診断専門企業です。

ポータブル振動診断計「神童君Next」の現場利用イメージ(出典:JFEプラントエンジ)
ポータブル振動診断計「神童君Next」の主な仕様は以下のとおりです。
- 周波数範囲:1〜10,000Hz
- 最大測定加速度:410m/s²
- 構成:タブレットPC+USBセンサのシンプル構造
- ノウハウ:製鉄所での回転機械診断実績を解析エンジンに搭載
ポータブル計測機器なので常時監視SaaSとは性格が異なりますが、「無線センサーで常時監視を始める前に、まず現場で振動値を測れるようにしたい」「精密診断時の追加計測ツールが欲しい」という現場の最初の一歩として国内では定番です。
国内事例から読み取れる3つのパターン

振動以外も含めた製造業の異常検知AI活用事例を整理した別記事もあわせて参照すると、自社展開の参考になります。国内事例を整理すると、振動・センサーデータを使った予知保全AIには3つの導入パターンが見えてきます。
- 大規模プラント自律制御型: ENEOSマテリアル×横河電機のように、複雑系設備の運転制御そのものをAIに任せる構成。投資規模・効果ともに大きいが、対象設備が限定的
- 多拠点・多設備の常時監視型: ブレインズImpulseのように、複数設備のセンサーデータをクラウドで一元管理しAIで判定する構成。製造業大手の標準パターン
- 量産検査ライン特化型: 三菱電機エンジニアリング VisibleWaveのように、特定検査工程の自動化に絞った構成。検査品質安定化と人手削減が主目的
自社の出発点が「全社展開」なのか「特定設備の運転改善」なのか「特定検査ラインの自動化」なのかで、選ぶべきベンダーが変わります。事例を見るときは「どのパターンに該当する事例か」を意識すると、自社への適用可能性が判断しやすくなります。
振動解析AIの導入ステップとPoC前チェックリスト

振動解析AIの導入は、センサーを設置すれば自動で精度が出るものではありません。ベースライン取得・閾値チューニング・運用ルール定義の3ステップで6か月程度を見込むのが現場の実感に近い進め方です。
本セクションでは、振動解析AI導入を4フェーズに分割した実務スケジュールと、PoC着手前に必ず潰しておくべき5論点のチェックリストを整理します。
フェーズ別の導入スケジュール(4フェーズ・5〜6か月)
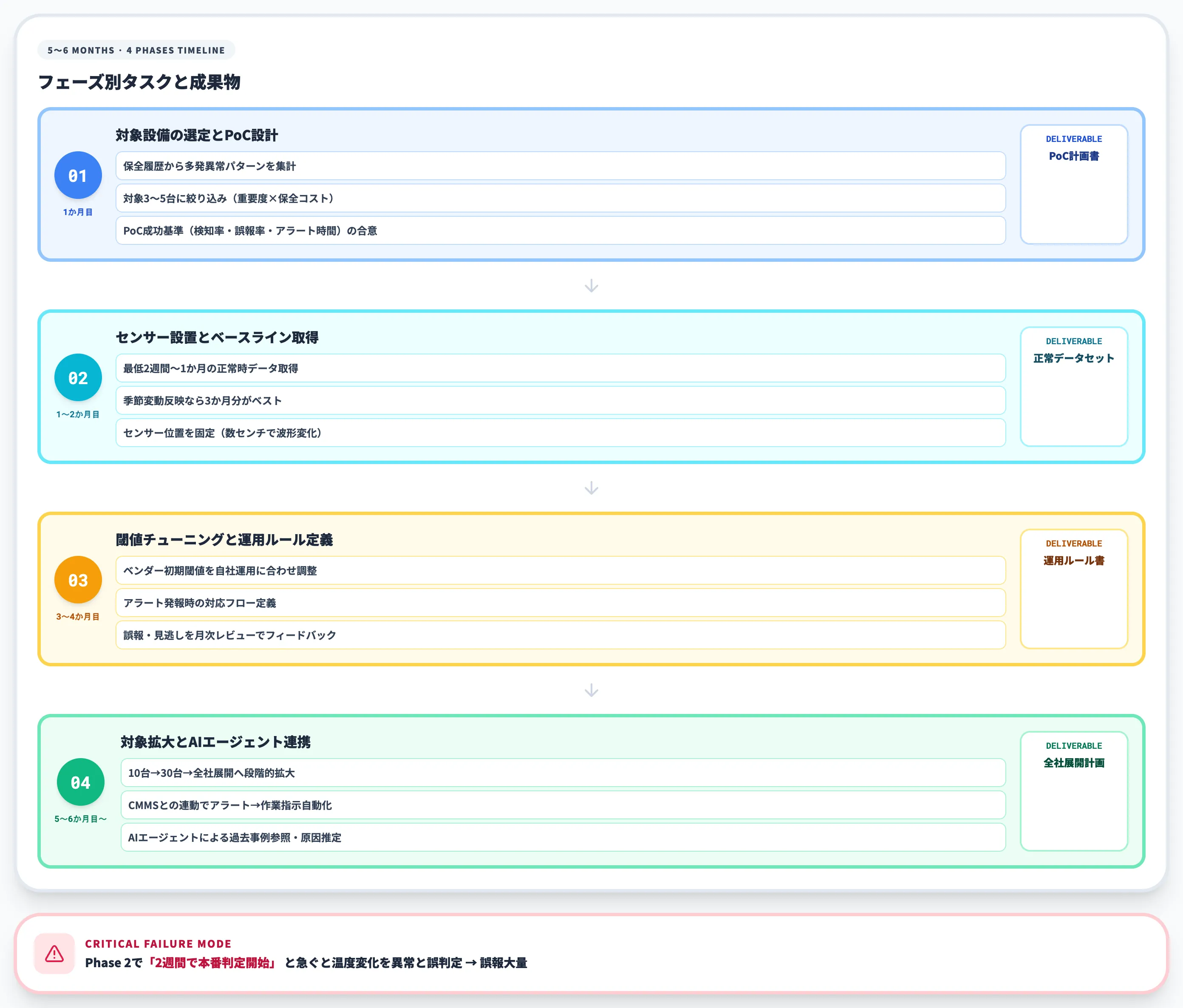
導入は対象設備の選定から始まり、AIエージェント連携まで段階的に進めます。
Phase 1: 対象設備の選定とPoC設計(1か月目)
最初のフェーズでは、PoC対象設備の絞り込みと、評価指標の合意形成を行います。
具体的なタスクは次のとおりです。
- 保全履歴から「ベアリング損傷・芯ズレ・アンバランスのうち、過去3年で発生件数が多い異常パターン」を集計
- 対象設備を3〜5台に絞り込み(重要度高×現状の保全コスト高で優先)
- PoC成功基準を「検知率○%以上」「誤報率○%以下」「異常発生からアラート発報までの時間○時間以内」のいずれかで合意
成功基準を決めずにPoCに入ると、ベンダー提示の精度数値と現場の実感がズレたまま「効果が出ているか分からない」状態になります。
Phase 2: センサー設置とベースライン取得(1〜2か月目)
設置工事完了後、AIが正常時の振動パターンを学習するためのデータ取得期間が必要です。
- 最低2週間、できれば1か月以上の正常時データを取得
- 季節変動や昼夜温度差を反映するため、3か月分のデータが取れるとベスト
- センサー位置を必ず固定(数センチのズレで波形特性が変わる)
このフェーズで急いで「2週間で本番判定開始」と進めると、温度変化を「異常」と誤判定するモデルになって誤報が大量に出ます。
Phase 3: 閾値チューニングと運用ルール定義(3〜4か月目)
ベースラインができたら、検知ロジックの閾値を実運用に合わせて調整します。
- ベンダー初期設定の閾値を、自社設備の運用実績に合わせて調整
- アラート発報時の対応フローを定義(誰がいつ確認・誰が判断・誰が現場確認)
- 誤報・見逃しの記録ルールを定め、月次レビューでフィードバック
「閾値はAIが自動最適化するから不要」とベンダーが説明する場合でも、最初の3か月は人手で誤報・見逃しを記録してフィードバックする工程が必須です。
Phase 4: 対象拡大とAIエージェント連携(5〜6か月目以降)
PoC設備で運用が安定したら、対象設備を拡大しつつ、保全業務との連動を進めます。
- 対象設備を10台→30台→全社展開へ段階的に拡大
- CMMS(保全管理システム)との連動で、アラートから作業指示の自動発行
- AIエージェントによる過去事例参照・原因推定の自動化
CMMS連動については保全管理システムの選び方を別記事で整理しています。
【関連記事】
保全管理システム(CMMS)比較ガイド|AI連携対応を徹底解説
PoC前に必ず潰す5つのチェック論点

振動解析AIのPoCで成果が出ない原因の大半は、データ品質に関わる前提条件の事前確認不足です。着手前に以下5論点を保全担当・IT担当・ベンダーの三者で確認しておくと、PoC期間中の手戻りを大きく減らせます。
- データ取得の歪み: 古いセンサーや既存スキャナで取得した過去データを使う場合、振動値の絶対値が現在のセンサーと一致しない可能性。比較不能データを学習させない
- 季節変動・温度変動: 夏冬で振動レベルが変わる設備、起動直後と定常運転で振動が違う設備は、ベースライン取得期間を最低3か月確保するか、温度・運転状態別にモデルを分ける
- 複数機種混在: 同一センサー型番でも、対象機械の設計が違えば波形特性が異なる。1モデルで複数機種を学習させると精度が出ないため、機種ごとに別モデルにする
- 左右対称・型番違いの混在: 同じ「ベアリング」でも左右で型番が違うケース、過去に部品交換で型番が変わったケースがある。台帳との突合を事前に行う
- ベースライン取得期間の合意: PoC期間が3か月だと「ベースライン1か月+本番判定2か月」になり、判定期間が短すぎて統計的判断ができない。半年〜1年のPoC期間を確保する
これらは「データを取り始めてから気づく」と修正コストが大きい論点です。PoC計画書段階で必ず確認しておくのが、初年度のROIを毀損しないための前提です。
振動解析AIの料金体系とROI試算
料金体系を比較する際は「センサー単価」「月額サブスク」「初期設定費用」「対象設備拡大時の追加コスト」の4要素で見る必要があります。月額単価だけで安いと判断すると、3年運用時の総額で逆転するケースがあります。
本セクションでは、クラウド従量型・国内SaaS・自社構築型の3軸でコスト構造を整理し、ROI試算で見落としやすい「隠れコスト4項目」を扱います。

クラウド従量型のコスト構造(AWS/Azure)

クラウドベンダーの予知保全サービスは、データ取り込み量・分析処理量・ストレージ量に応じた従量課金が基本です。
AWS系の単価感を把握するベンチマークとして、新規受付は終了したもののAmazon Monitron公式pricingの既存顧客向け数値が業界の参照値になります。1,000センサー運用時で初年度約$172,000〜$174,000(センサー・ゲートウェイ初期費含む)、2〜5年目は月額$4.17/センサー(年額$50/センサー)の常時課金で年間$50,000(1ドル150円換算で約750万円)。1,000センサー規模のクラウド利用料が常時このレンジで走るイメージです。
AWS IoT SiteWise多変量異常検出は専用ハードを含まないため、コスト構造は「データ取り込み(IoT Core/SiteWise)+分析処理(Anomaly Detection)+ストレージ」の従量。Azure IoT Hub+Stream Analytics+Microsoft Fabricも同様に「IoT Hubメッセージ数+Stream Analyticsストリーミングユニット+Fabric Eventhouseストレージ」の従量構造で、対象設備数・データ取得頻度・保存期間で総額が変動します。
クラウド従量型の特徴は「設備が増えると線形にコストが増える」点です。1,000センサー規模なら年間数百万円、10,000センサー規模なら年間数千万円のレンジに乗ります。代わりにハードウェア調達・データ基盤構築の初期投資は最小限で済みます。
国内SaaSの見積もり前提
国内振動解析SaaSの料金は、ベンダーが「対象設備数」「契約期間」「サーバー要件」によって個別見積もりするケースが大半です。
ブレインズテクノロジー Impulseの場合、ライセンス形態は利用型と買取型の2種類、サーバースペックと判定間隔(リアルタイム/数分単位/時間単位)で変動します。三菱電機エンジニアリング VisibleWaveやパナソニックAI設備診断サービスも、対象機械数とオプション機能(センサー連携・帳票連携など)の構成で見積もりが変わります。
国内SaaSの特徴は「設備が増えても従量で線形には伸びにくく、ライセンス区切りで段階的に上がる」点です。100〜500設備規模ならクラウド従量型より総額を抑えやすい一方、対象設備が1,000を超えるとライセンス追加で総額が跳ねる構造のものもあります。
実務的には、3社程度に同一条件(対象設備数・契約年数・希望機能)の見積もり依頼を出して、年間総額を比較するのが現実的です。月額単価だけ比較すると、初期費用や追加オプションで総額が逆転するケースが頻繁にあります。
自社構築型のコスト構造(センサー+エッジ+クラウド)

SaaSを使わず、自社で振動センサー+エッジゲートウェイ+クラウドデータ基盤を組む選択肢もあります。
ざっくりの構造は次のとおりです。
- センサー初期費用: MEMS無線型なら1台あたり数万円〜十万円台、ピエゾ式なら1桁高い水準
- エッジゲートウェイ: 1拠点あたり数十万円(電源・通信・耐環境性能による)
- クラウドデータ基盤: AWS/Azure/GCPの汎用構成。データ取り込み+ストレージ+分析の従量
- AIモデル開発・運用: 内製チームの工数 or 外部SIerへの委託費用(PoCで数百万円〜本番運用で年数千万円)
自社構築型の特徴は「初期投資が大きい代わりに、設備数が増えても限界費用が小さい」点です。10,000センサー超の規模で全社展開する場合、SaaSや従量課金よりも総額が下がるケースがあります。逆に1,000未満の規模ではSaaSのほうが早く・安く済むことが多いです。
投資対効果——隠れコスト4項目を含めた試算が必須

ROI試算でベンダー資料に多いのは「保全コスト削減○%」「ダウンタイム削減○時間」のような効果サイドだけの数値です。実務的にROI判断するには、ライセンス費用以外の隠れコスト4項目を試算に含める必要があります。
-
(a) 初期セットアップ・既存システム接続の構築工数: PLM/ERP/生産管理/CMMSとの連携、SSO設定、権限設計。SI費用として中規模で数百万円〜千万円規模
-
(b) 既存設備データの取り込み・前処理: 過去の保全履歴のデジタル化、設備台帳の整備、機種別ベースライン取得期間(最低3か月)の段階運用
-
(c) 現場メンバーへの教育・利用ガイド整備: 操作研修、社内ドキュメント、保全部・生産技術部それぞれの利用ガイド作成。専任担当者1名×3か月程度を見込む
-
(d) 運用担当者の継続的なフィードバック工数: 検知精度のチューニング、誤報対応、新規対象設備の追加運用。月20〜40時間程度
ROI試算で「ライセンス費用vs 保全コスト削減効果」だけで判断すると、運用2年目以降に隠れコストの累積で実質ROIが半減するケースが珍しくありません。隠れコストを含めた3年ROIで判断するのが実態に近い試算です。
支援現場の感覚としては、振動解析AIで明確なROIが出やすいのは「重要回転機械(年間故障コスト数千万円以上)に対するベアリング異常の早期検知」のような特定ターゲット用途です。最初から全社展開でROIを語ろうとすると、隠れコストの吸収に時間がかかります。
2026年の振動予知保全|生成AI・AIエージェント連携の最前線
2025年から2026年にかけて、振動予知保全の領域は「振動データの異常検知」単独のフェーズから、生成AIとAIエージェントが組み合わさる新フェーズに移りつつあります。
本セクションでは、(1) 生成AIによる合成データでの故障シナリオ補完、(2) AIエージェントによる保全業務の自動化、(3) Edge AI/Edge-Cloud連携/高速ネットワーク連携による応答時間短縮、の3つの動きを整理します。
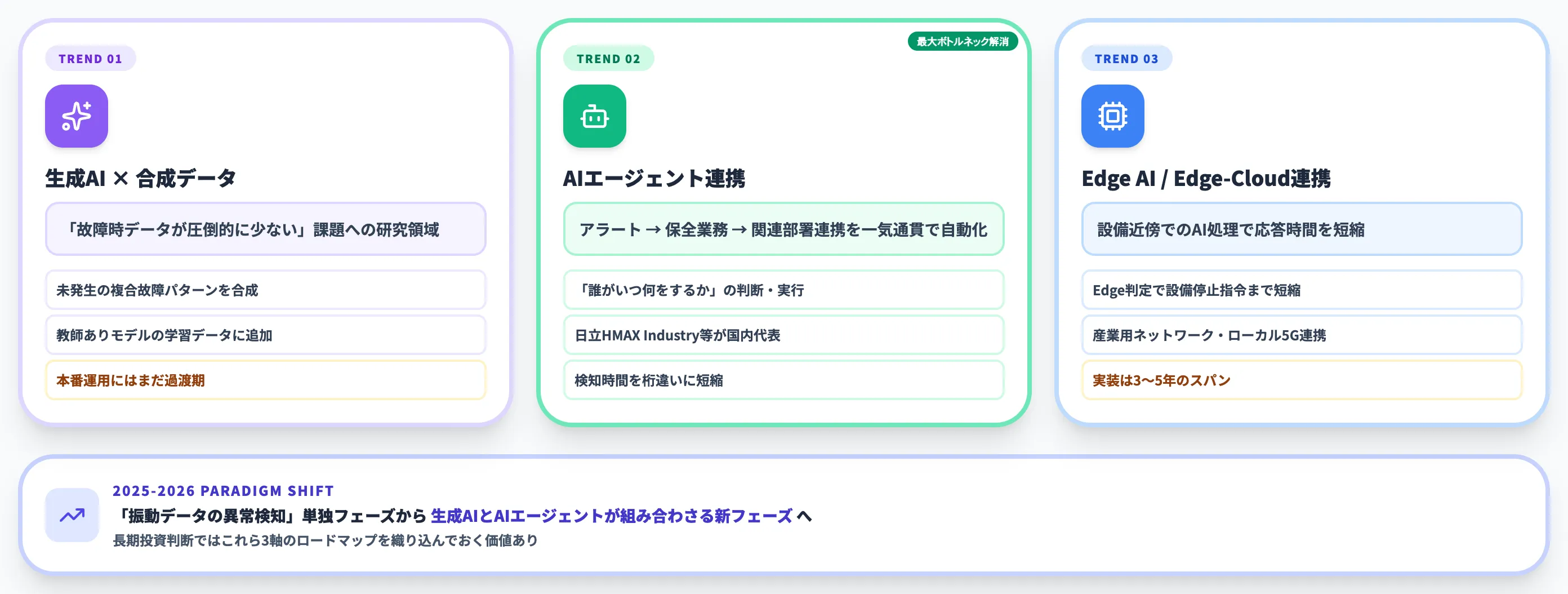
生成AI×振動予知保全——合成データで「稀な故障」を扱う研究領域

予知保全AIで長年の課題だったのが「故障時のラベル付きデータが圧倒的に少ない」という前提です。1台のベアリング損傷で取得できる異常データは数時間〜数日分しかなく、教師あり学習で十分な精度を出すのは困難でした。
この課題に対する研究領域として、生成モデルを使って合成データセットで稀な故障シナリオを再現するアプローチが学術界で進んでいます。正常時データと既知の故障パターンを学習した生成モデルが、まだ発生していない複合故障パターン(ベアリング摩耗+芯ズレ同時発生など)の振動波形を合成し、教師ありモデルの学習データに加える発想です。状態監視・構造ヘルスモニタリング領域での深層生成モデル活用は、arXiv 2507.15026などのサーベイ論文で機会と限界が整理されています。
国内SaaSの本番運用にはまだ過渡期です。ベンダー資料で「合成データ対応」を訴求する製品が今後増えるかは要観察ですが、データ希少性問題は予知保全AIの本質的論点であるため、選定時にベンダーへ研究動向への対応スタンスを確認する価値はあります。
AIエージェント連携——アラートから保全業務までを自動展開

振動センサーが「異常」を検知しても、現場の保全担当が「誰がいつ何をするか」を判断・実行できなければ、アラートが鳴るだけで実害は防げません。これが2026年の振動予知保全における最大のボトルネックになっています。
これを解消する動きとして、AIエージェントによる保全業務自動化が広がりつつあります。例えば日立製作所は2026年6月4日に発表・2026年4月より提供開始した製造業向けAIエージェントで、品質保証業務の効率化に向けて検査結果から品質判定・原因推定・対応指示までを一気通貫で扱う構成を打ち出しています。

日立「HMAX Industry」製造業向けAIエージェント(2026年6月4日発表/出典:日立製作所 プレスリリース)
公式リリースでは熟練ノウハウを形式知化し、品質保証業務でのトラブル対応事例の検索時間を約9割、対応レポートの作成時間と不具合原因の分析時間をそれぞれ8割以上削減できる構成として位置づけられており、振動解析AIで検知された異常の対応フローを設計する際の参考になります。
AIエージェントの典型的なフロー設計は次のとおりです。
- 振動センサーが閾値超のアラートを発報
- AIエージェントが過去の類似事例を検索し、推定故障パターンと推奨対応を提示
- 担当保全エンジニアへの通知+作業指示の自動発行
- 部品調達・代替設備の手配を関連システム(ERP・CMMS)に自動連携
- 対応完了後のフィードバックを学習データに反映
振動解析AI単体で完結させずに、保全業務全体のオーケストレーションをAIエージェントに任せる構成へ移行することで、検知精度の向上だけでなく「検知してから動くまでの時間」を桁違いに短縮できるのがこのアプローチの本質的な価値です。
Edge AI/Edge-Cloud連携で応答時間を短縮する流れ

予知保全のもう1つの大きな動きとして、Edge AI(設備近傍でのAI処理)の活用範囲拡大が挙げられます。従来のクラウド型予知保全は、センサーデータをクラウドに送ってAI判定し、結果を現場に返すまでにラウンドトリップが発生する構造でした。
Edge AIで設備近傍のゲートウェイ側で判定するアプローチでは、振動異常を検知してから設備停止指令を出すまでの応答時間が短縮できる可能性があります。製造業のAIoT基盤動向としては、AIoTを活用した次世代予知保全のサーベイ論文(MDPI Sensors 2025)でEdge処理とEdge-Cloud連携の研究動向が整理されています。
実装ハードルとしては、Edge AIのモデル軽量化、Edge-Cloud連携を支えるネットワーク基盤(産業用ネットワーク・ローカル5G・有線高速化等の選択)の整備、自動停止の安全工学的検証など多岐にわたるため、現時点では実証フェーズの組み合わせが多い段階です。3〜5年のスパンで自社の予知保全アーキテクチャを設計するなら、Edge AIと高速ネットワーク対応のロードマップを織り込んでおく価値があります。
振動アラートから保全業務の自動実行までを設計する
振動解析AIでセンサーが異常を検知できる時代になっても、現場の負担を本質的に下げるのは「アラートが鳴った瞬間から、保全部・生産技術部・調達部に必要な情報と作業指示が自動で流れる仕組み」を設計できているかどうかです。
ここでつまずく企業は多く、「センサー設置までは進んだが、誰がアラートを見るか決まっていない」「異常検知から作業指示までExcelとメールで回している」という運用が珍しくありません。
AI Agent Hubの製造業向けエージェント12種+共通13種では、振動解析AIで検知された異常を起点に、設備保全Agent・リアルタイム分析Agent・図面検索Agent・在庫最適化Agentが連携して、「アラート→過去事例参照→保全計画への自動展開→関連部署への通知→部品手配の連動」までを一気通貫で運用するシナリオが組めます。AI研修もあわせて、現場が新しい運用に乗り換えるための研修プログラムも用意しています。
振動アラートから保全業務の自動実行までを設計する

AI Agent Hub「設備保全Agent」で予知保全を業務に定着させる
振動センサーが鳴ってから「誰がいつ何をするか」までを設計しないと、予知保全はアラート対応の負担が増えるだけで終わります。AI Agent Hubの「設備保全Agent」「リアルタイム分析Agent」を組み合わせると、振動データの異常検知から保全計画への自動展開、関係部門への通知、過去事例の参照までを一気通貫で運用できます。製造業向けエージェント12種+共通13種のラインナップと導入事例をまとめた資料を無料でご覧いただけます。
まとめ
本記事では、振動解析AIについて、振動診断×AIで設備異常を予知する仕組み、検知できる4つの異常パターン、振動センサーの選び方、AIモデルとアルゴリズム、ISO 20816/10816の2026年最新版の現在地、主要サービス比較、国内導入事例、導入ステップとPoC前チェックリスト、料金体系とROI試算、生成AI・AIエージェント連携の最前線まで、2026年6月時点の最新情報で解説しました。要点を改めて整理します。
-
振動解析AIは「常時測定×自動学習×閾値自動最適化」で従来TBM・定期巡回を補完する予知保全手法。回転機械のアンバランス/芯ズレ/ベアリング損傷/ギア欠損は周波数領域の特徴量から識別できる
-
センサー選定はMEMS(広域カバー)×ピエゾ(精密診断)の二段構え、設置方式はPoC段階のマグネット式→本番の接着・ネジ固定が現実的
-
AIモデルはPoC段階の教師なし学習から、故障事例が貯まった段階で教師ありモデルへの移行を検討。精度数値はベンダー資料を傾向値として受け取り、自社PoCで再確認する
-
ISO 20816シリーズは2026年6月時点でPart 1〜5・8・9・21が発行済み(Part 21はISO 20816-21:2025・2025年5月発行)、未発行はPart 7、現行ISO 10816として残るのはPart 6(レシプロ機関)など。対象機種ごとの参照規格をリスト化したうえで、AIモデル側で機種固有閾値を学習させる二段構えが定石
-
主要サービスは終了・廃止が相次ぐ転換期。国内メーカー系(パナソニック高調波/三菱VisibleWave/オムロンK6CM)・国内SaaS(ブレインズImpulse)・クラウド型(AWS IoT SiteWise/Azure IoT Hub+Stream Analytics+Microsoft Fabric)の4カテゴリから、自社の既存IT資産・対象設備の物理制約・規模感の3軸で逆引き選定する
-
国内事例はENEOSマテリアル×横河電機 FKDPP(CO2 40%削減)、ブレインズImpulse(3年連続シェアNo.1)、三菱電機エンジニアリング VisibleWave(自動車200社以上)、JFEプラントエンジ(製鉄所由来の解析ノウハウ)など、用途別に選択肢が成熟
-
導入は4フェーズ・5〜6か月のスケジュールで、PoC前に「データ取得歪み/季節変動/複数機種混在/左右型番違い/ベースライン取得期間」の5論点を必ず潰す
-
料金はクラウド従量型・国内SaaS(買切+月額)・自社構築(センサー+エッジ+クラウド)の3軸で構造が大きく異なるため、複数候補に同一条件で見積もりを取って総額比較する。ライセンス費用以外の「初期セットアップ/既存データ前処理/教育/継続フィードバック」の隠れコスト4項目を含めた3年ROIで判断する
-
2025〜2026年は生成AIでの合成データ学習・AIエージェント連携・Edge AI/Edge-Cloud連携 の3軸で技術が進化中。長期投資判断ではこれらのロードマップを織り込んでおく
振動解析AIの導入で最終的に効くのは、センサーやAIモデルの性能差ではなく、「アラートから保全業務の自動実行までを業務設計として組めるかどうか」です。まずは重要回転機械数台でPoCを始めつつ、CMMSやAIエージェントとの連動シナリオを並行で設計することが、初年度から効果を出すための現実的な第一歩になります。