この記事のポイント
 検査・分析・改善の3工程に分けて整理することで「どの業務からAIを入れるか」の判断が早まる
検査・分析・改善の3工程に分けて整理することで「どの業務からAIを入れるか」の判断が早まる- 品質管理AIは検査だけでなく、SPC×AI・生成AI×なぜなぜ分析・製造条件の最適化提案まで領域が広がっている
- 国内事例の定量効果は照合97%削減・検査年180時間短縮・CO2 40%削減など部門レベルで成立する
- ベンダー選定では「対応形式・規模・既存システム連携・コスト・運用人材」の5軸でケース別に第一候補が変わる
- 隠れコストは初期セットアップ・データ前処理・現場教育・継続フィードバックの4項目で、ライセンス費用以上に膨らみやすい

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
AIで実現する品質管理は、目視検査の自動化にとどまらず、不良の根本原因分析や製造条件の最適化提案までを一気通貫で支える業務基盤に変わりつつあります。
背景には、VLM(Vision Language Model)搭載の外観検査システム・生成AIによる検査レポートとなぜなぜ分析の自動化・エッジAIカメラの低価格化・AIエージェントによる工程横断連携といった、直近1年で起きた複数のパラダイム転換があります。
本記事では、品質管理の業務工程を「検査・分析・改善」の3区分で整理し、各工程のAI活用パターン・国内事例(実名8社+業界横断パターン2件=計10例)・どの業務から始めるかの判断軸・主要ベンダーの選び方・ROIと隠れコスト・PoCで詰まる論点までを、2026年6月時点の最新情報で体系的に解説します。
目次
トヨタ車体 × CTC(品質予測+ナレッジ検索Agent共同研究)
キリンビバレッジ × キリンホールディングス(アセスメントAI)
AIで品質管理を高度化する全体像と業務工程3区分

AIで品質管理を高度化する最初の整理軸は、業務を「検査・分析・改善」の3工程に分けて見ることです。
3工程に分けて整理すると、自社のどこに人手の限界があり、AI導入の費用対効果が最も大きいのはどこか、という判断が早まります。
本セクションでは、3工程マップ・直近1年の業界変化・経営層が動くシグナル・読者ごとの読み方を整理します。

検査・分析・改善の3工程マップ
品質管理の業務は工程ごとにAIの担当範囲が異なります。以下の表で、3工程×主なAI技術×典型成果を整理しました。
| 工程 | 主な業務 | 主なAI技術 | 典型成果 |
|---|---|---|---|
| 検査 | 目視検査の自動化・寸法精度確認・印字や刻印の照合 | 画像認識AI(CNN)・VLM・合成データ生成 | 検査員工数の削減・見逃し率低減・24時間稼働 |
| 分析 | 不良原因の特定・SPC(統計的工程管理)・トレンド分析 | 機械学習による異常検知・生成AI×なぜなぜ分析・LLMによる検査ログ要約 | 原因特定リードタイムの短縮・属人化解消 |
| 改善 | 製造条件最適化・予防保全連携・改善提案 | 強化学習・最適化AI・AIエージェント | 不良率低減・歩留まり改善・自律制御 |
表の3区分は独立して動くものではなく、検査で集まったデータが分析の入力になり、分析で得た知見が改善のフィードバックループに流れる構造です。
つまり「検査だけAI化したが、データが活用されていない」というケースは、3工程の分担が描けていない兆候だと考えてよいでしょう。
実務的には、3工程のうち最も人手の限界が見えている領域から着手し、データの流れを後段にも伸ばしていく順序が現実的です。検査員不足が顕著なら検査から、不良の原因究明に時間がかかっているなら分析から、製造条件のばらつきが課題なら改善から入る——という判断軸になります。
直近1年で起きた4つのパラダイム転換
品質管理AIの選択肢は、2025年後半から2026年にかけて大きく広がりました。以下4つの動きは、3工程いずれの設計にも影響します。

-
VLM搭載の外観検査システムの実証拡大
2025年以降、Vision Language Model(画像と言語を同時に扱うモデル)を搭載した外観検査の実証や採用事例が増えてきています。
多品種少量生産でも学習工数を従来比で削減できる構成が選択肢として出てきており、「教師データを集める負担」を別の方向から軽減できるケースが報告されています。
-
合成データによる教師データ不要化
富士通研究所などが、人工的に異常を付加した製品画像を自動生成し、不良品の実画像なしで学習する技術を発表しました。新規ライン立ち上げ初期の「不良品サンプルがそもそも足りない」課題に効きます。
-
エッジAIカメラの価格下落
従来は1台あたり高額だった産業用AIカメラの価格帯が下がり、ラインナップも増えてきました。中小製造業でも工程単位のAI検査が現実的な選択肢に入りやすくなっています。
-
AIエージェントによる工程横断連携
検査→分析→改善のループを単一ツールで完結させるのではなく、AIエージェント同士が連携して工程横断の意思決定を支援する設計が広がっています。
設備保全・設計変更・調達などの隣接領域と検査データを束ねることで、改善提案の質が上がります。
これら4つは独立して進んでいるわけではなく、組み合わせることで「中小規模でも実用的な品質管理AI」のハードルが下がりました。
直近6か月で導入検討を始めるなら、過去2〜3年の事例だけで判断せず、現時点の選択肢を再評価する価値があります。
経営層が動くシグナル——不良率1%改善の財務インパクト

品質管理AIの投資判断を経営層に上申する場面では、抽象的な「品質向上」ではなく、不良率改善の財務インパクトで語ると意思決定が進みやすくなります。
たとえば年間生産額100億円規模の製造業で、不良率を3.0%から2.0%に改善できれば、単純計算で年間1億円のコスト削減になります。さらに、検査員の人手不足が解消されれば、年間1人あたり600万円×削減人数の人件費インパクトが上乗せされます。
2026年版ものづくり白書(2026年5月29日閣議決定)でも、製造プロセスでデータを取得している事業者は約7割に達する一方、活用して効果を得ているのは約4割にとどまるギャップが引き続き指摘されています。すでに集めているデータをAIで活用すれば、追加のセンサー投資なしで不良率低減に踏み込めるケースが少なくありません。
経営層に上申する際は、「AIで品質を上げる」よりも、「集めているデータの活用率を40%→80%に引き上げ、不良率を1%改善する」という形で具体化した方が、投資の意義が伝わりやすくなります。
「検査」工程のAI活用パターン
「検査」工程は、品質管理AIで最も導入が進んでいる領域です。目視検査の自動化を起点に、画像認識AI・VLM・合成データの3つが現場の選択肢を広げています。
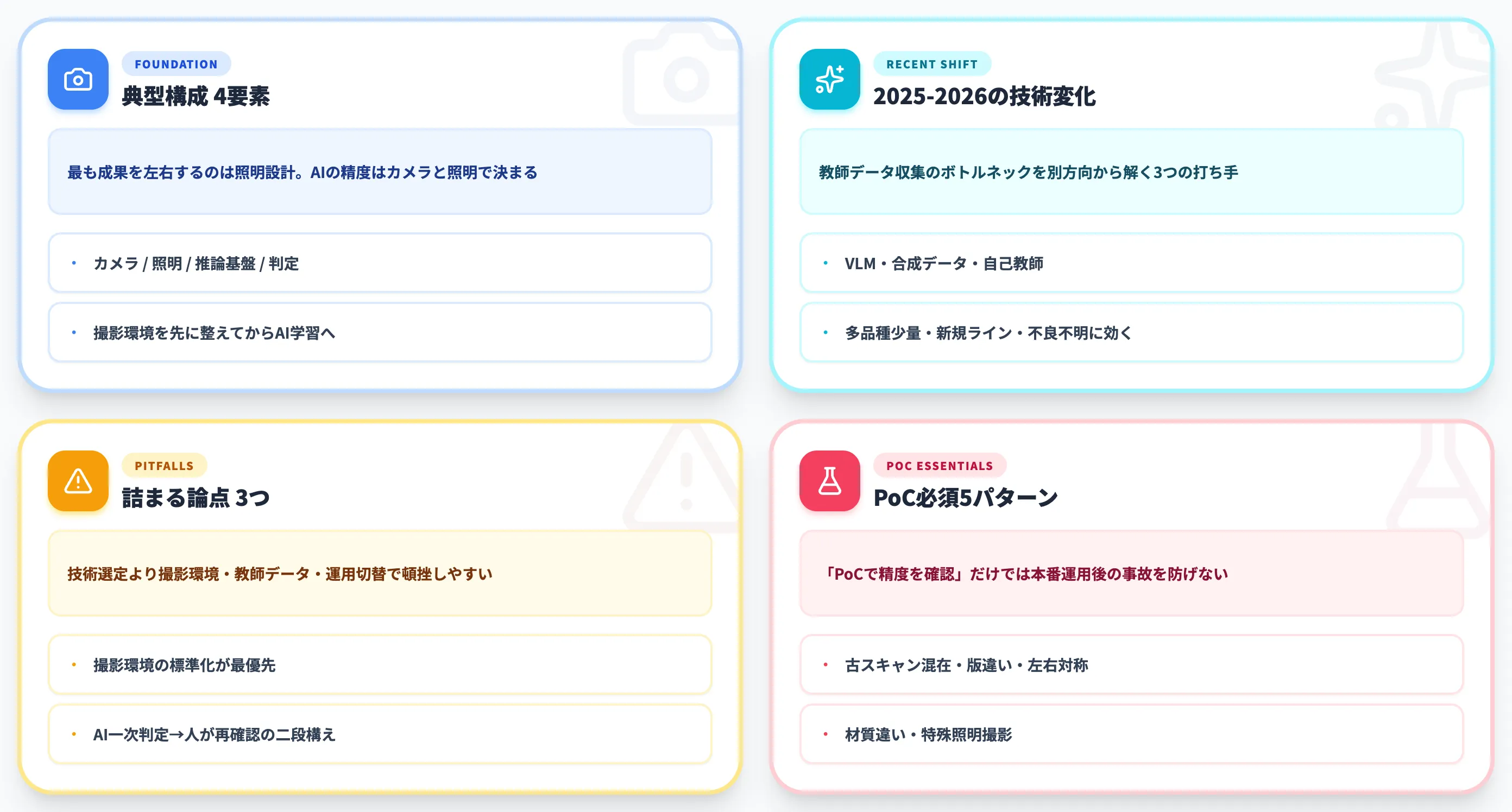
本セクションでは、画像認識AIの典型構成・直近の技術変化・検査AIで詰まる論点・PoCで必ず試すべきパターンの4つを整理します。
画像認識AIによる外観検査の典型構成
画像認識AIによる外観検査は、カメラ・照明・推論基盤・判定アルゴリズムの4要素で構成されます。以下の表で、各要素の典型構成と選定ポイントを整理しました。

| 構成要素 | 典型例 | 選定ポイント |
|---|---|---|
| カメラ | エリアカメラ・ラインスキャンカメラ・3Dカメラ | 検査対象の動きとサイズで決まる。微細な傷を見るなら高解像度、流動ラインならラインスキャン |
| 照明 | 同軸落射・リング照明・透過照明 | 検出したい欠陥のタイプ(凹凸・色・透過)で決まる |
| 推論基盤 | エッジAIサーバー・産業用PC・クラウド推論 | レイテンシー要件と既存ネットワーク制約で決まる |
| 判定アルゴリズム | CNN(畳み込みニューラルネットワーク)・異常検知モデル・VLM | 不良品データ量・多品種対応・説明性要件で決まる |
4要素のうち、最も成果を左右するのは照明設計です。AIアルゴリズムが優秀でも、撮影画像で欠陥が判別できなければモデルは学習できません。
外観検査AIとは?仕組みや導入事例、おすすめツールを比較で外観検査AIの全体仕組みを掘り下げているため、検査工程をAI化する際の基礎理解として併読をおすすめします。
実務的には、PoC段階で「カメラ・照明・撮影環境」を先に整えてからAIモデルの学習に進む順序が安全です。AIモデルから先に決めて撮影環境が後追いになると、現場稼働後に「思ったほど精度が出ない」課題が必ず出ます。
VLM・合成データ・自己教師あり学習がもたらす変化
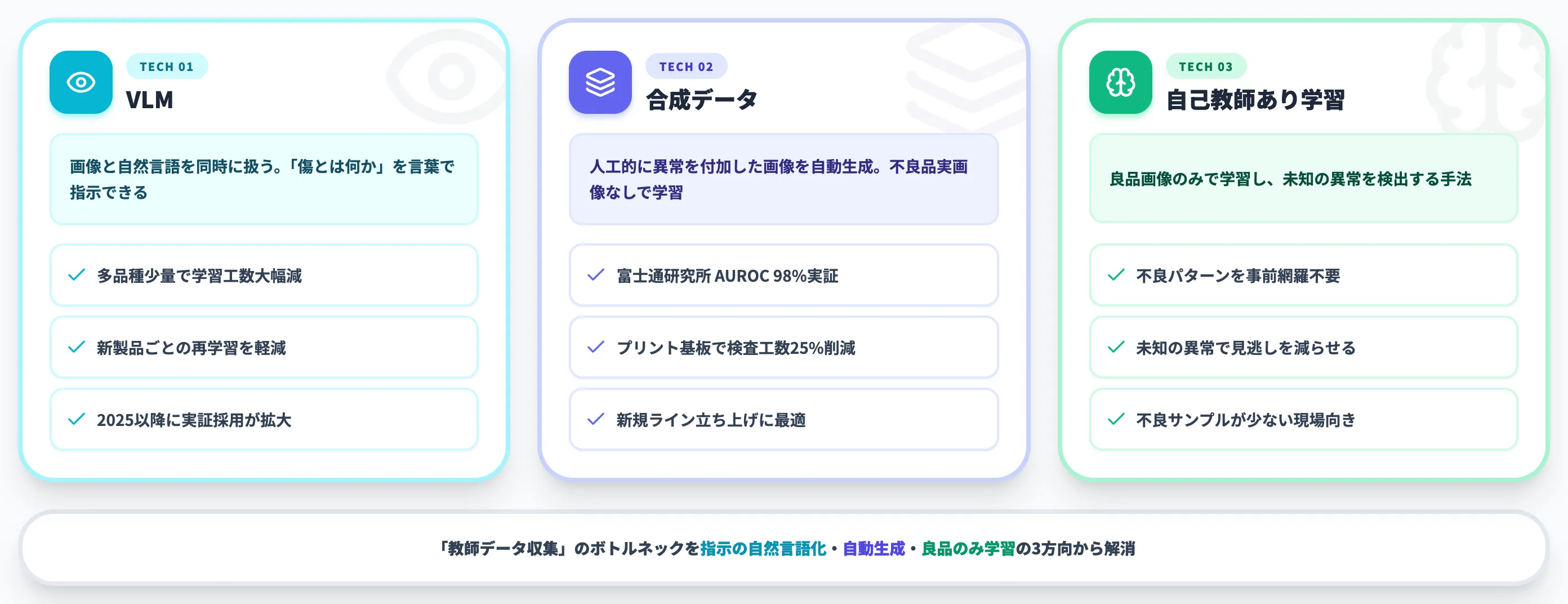
2025年から2026年にかけて、外観検査AIの選択肢には3つの技術が加わりました。
-
VLM(Vision Language Model)
画像と自然言語を同時に扱うモデルで、「傷とは何か」「異物の定義」を言葉で指示できる。多品種少量生産でも、新製品ごとに学習し直す工数が大幅に減る。
-
合成データによる教師データ不要化
富士通研究所が2021年3月に発表した、人工的に異常を付加した製品画像を自動生成する技術。プリント基板の検証でAUROC 98%・検査工数25%削減と報告されており、不良品サンプルが不足する新規ライン立ち上げに効く。
-
自己教師あり学習による異常検知
良品画像のみで学習し、未知の異常を検出する手法。不良パターンを事前に網羅できない領域で、見逃しを減らせる。
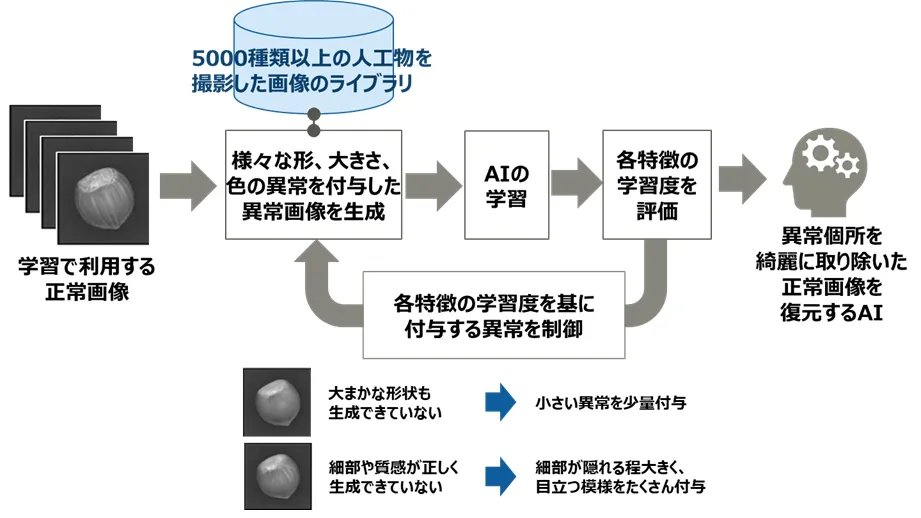
富士通研究所の合成データAI外観検査の学習フロー(出典:富士通)
学習フローの肝は、正常画像と「5000種類以上の人工物を撮影した画像ライブラリ」を組み合わせて異常画像を自動生成し、付与する異常の特徴をAIの学習度に応じて自動制御する点です。「大まかな形状も生成できていない」状態では小さい異常を少量付与し、「細部や質感が正しく生成できていない」状態では細部が隠れる程度の異常を多く付与する、というように学習段階に応じてデータ生成を変えていきます。
これら3つは、「教師データ収集」というボトルネックを別の方向から解く打ち手です。多品種少量・新規ライン・不良パターン不明という3条件のどれかに該当するなら、従来型のCNNに加えて検討する価値があります。
ただし、新技術ほどPoCで「思った精度が出ない」リスクも残ります。導入前の検証では、後述するPoC必須5パターンで現場図面と照合することが重要です。
検査AIで詰まる論点——撮影環境・教師データ・運用切替
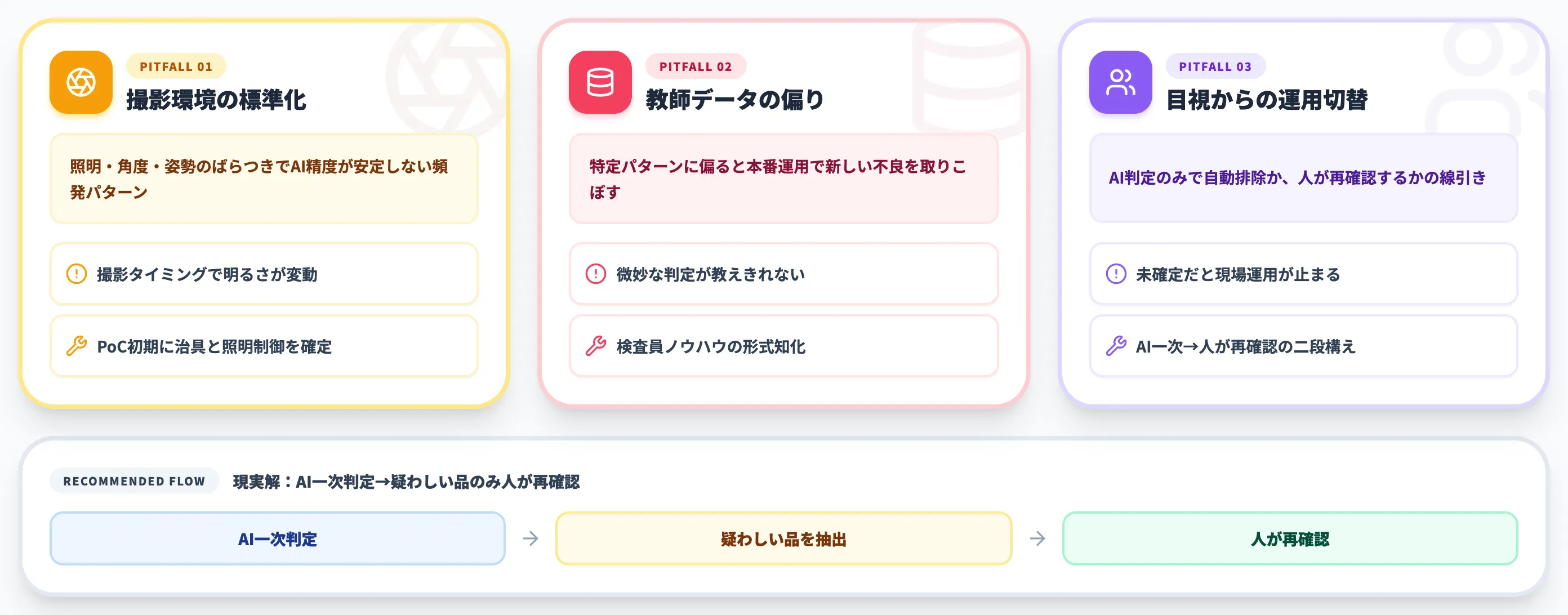
検査AIのPoCで実際に詰まりやすい論点は、技術選定そのものよりも撮影環境・教師データ・運用切替の3点に集約されます。
-
撮影環境の標準化
照明の明るさ・カメラ角度・対象物の姿勢が撮影ごとに揺らぐと、AIモデルの精度が安定しません。現場では「同じ製品でも撮影タイミングで明るさが違う」状況が頻発します。PoCの初期段階で照明制御と治具設計を確定させる必要があります。
-
教師データの偏り
学習データが「特定の不良パターンに偏っている」と、本番運用で新しいパターンを取りこぼします。検査員が経験的に「これも不良」と判定していた微妙なケースを、AIに教えきれていない事例が多く見られます。
-
目視検査からの運用切替
AIが検出した不良品を、最終的に人が再確認するワークフローを設けるか、AI判定のみで自動排除するか——この線引きが定まらないと、現場の運用が止まります。多くの場合、「AIで一次判定→疑わしい品のみ人が再確認」の二段構えから始めるのが現実的です。
PoC段階で必ず試すべき5パターン

外観検査AIのPoCでは、現場で実際に発生する以下5パターンを必ず検証データに含めることをおすすめします。抽象的に「PoCで精度を確認」と書くだけでは、本番運用後の事故を防げません。
-
古いスキャン画像と新規撮影画像の混在
紙図面や旧設備の画像が混じる現場では、スキャン由来の歪み・ノイズ・解像度ばらつきで精度が割れます。
-
版違い・改訂版の微差
同じ部品の改訂版で寸法や形状が部分的に変わるケース。AIが「別品種」と誤認する確率を測定します。
-
左右対称部品の鏡像識別
形状は同一だが部番が別の左右対称部品。AIが「同じ」と判定して取り違えるリスクを確認します。
-
材質違いで形状が同じ部品
表面処理・材質指示だけが違うケース。AIが画像情報だけで判別できるか確認します。
-
特殊照明での撮影
標準照明では検出できない欠陥(微細クラック・内部欠陥)がある場合、別途特殊照明を併用する必要があるかを検証します。
これら5パターンで精度が出ない場合、本番運用に持っていく前にカメラ・照明・モデルのいずれかの追加投資が必要になります。費用感を含めた検討はAI外観検査の費用は?実装方式別の相場・PoC・ROIを解説を併読してください。
「分析」工程のAI活用パターン
「分析」工程は、検査で集まったデータと製造現場の各種ログを組み合わせて、不良の根本原因を特定する領域です。検査AIに比べて導入の歴史は浅いものの、生成AIの登場で手間がかかっていた原因分析が一気に高速化しています。
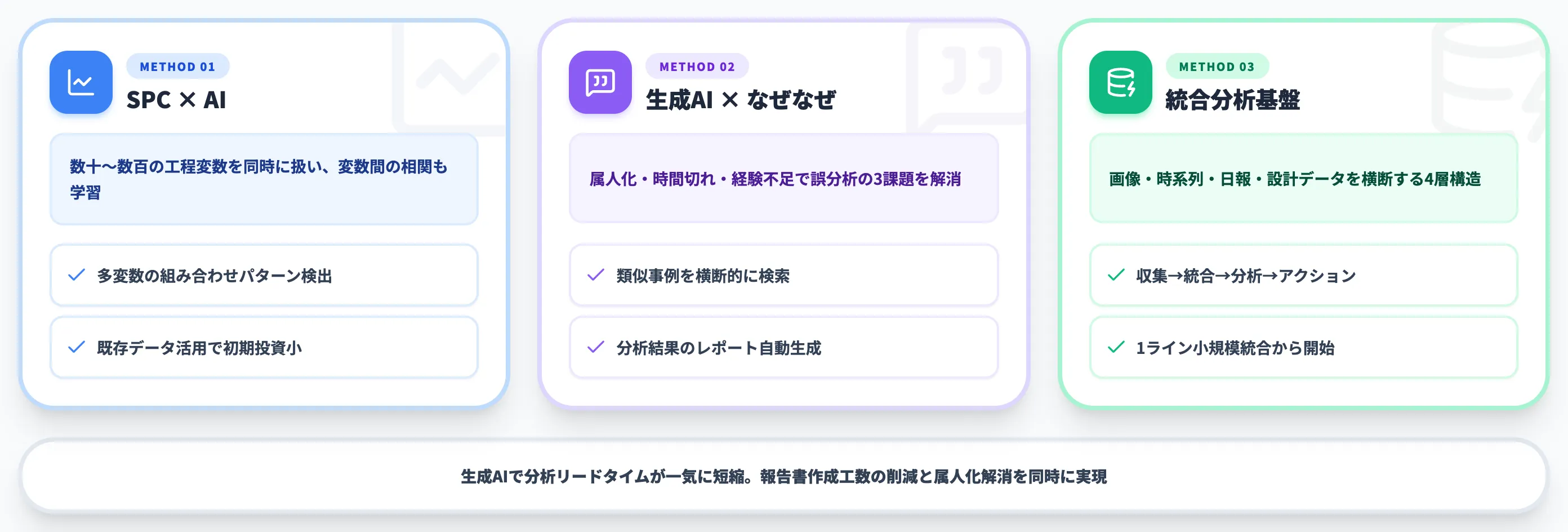
本セクションでは、SPC×AI・生成AI×なぜなぜ分析・統合分析基盤の3つを整理します。
SPC×AIで不良の根本原因を特定する
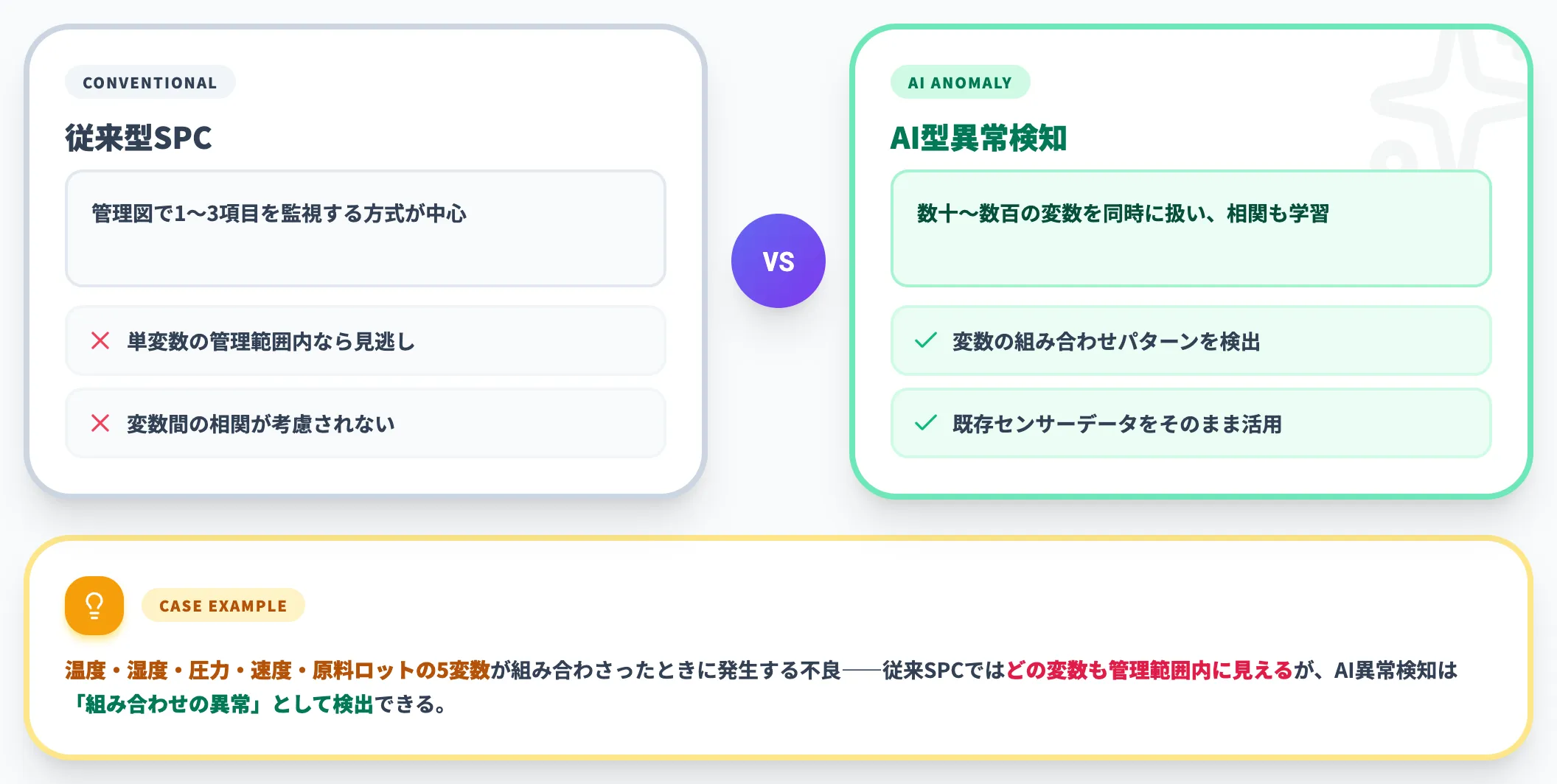
SPC(Statistical Process Control:統計的工程管理)は、製造現場で長く使われてきた品質管理手法です。AIを組み合わせると、人手では難しかった「多変数を同時に扱う異常パターン検出」が現実的になります。
従来のSPCは、製品寸法や工程パラメータの1〜3項目を管理図で監視する方式が中心でした。AI型の異常検知では、数十〜数百の工程変数を同時に扱い、変数間の相関も学習できます。
たとえば、温度・湿度・圧力・速度・原料ロットの5変数が組み合わさったときにのみ発生する不良があったとして、従来SPCでは「どの変数も管理範囲内」に見えて見逃すケースが、AI異常検知では「変数の組み合わせパターン」として検出できます。
異常検知AIとは|製造業の設備監視・品質管理を変える5領域と2026年の構造変化で異常検知AIの仕組み・主要手法を整理しているため、分析工程をAI化する基礎として併読を推奨します。
実務的には、すでに収集している工程データの活用率を上げる施策として、SPC×AIは初期投資が比較的小さい打ち手です。新規センサー設置よりも、既存データの分析高度化から着手するケースが増えています。
生成AIによる「なぜなぜ分析」のサポート
不良が発生したときの根本原因分析として、製造業では「なぜなぜ分析」(why-why analysis)が広く使われています。
担当者が「なぜ?」を5回繰り返して根本原因に辿り着く手法ですが、属人化・時間切れ・経験不足での誤分析という3つの課題がありました。
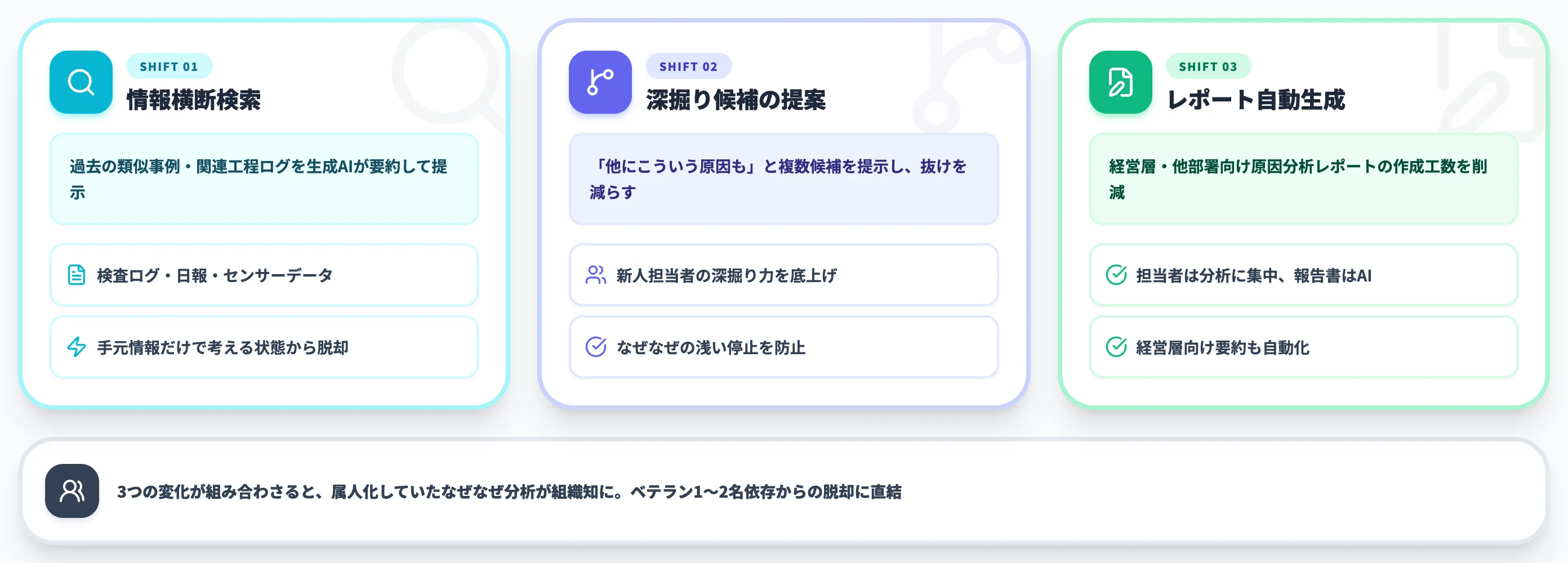
生成AIをサポート役として組み込むと、以下の変化が起きます。
-
検査ログ・作業日報・センサーデータを横断的に検索
担当者が手元の情報だけで「なぜ?」を考えていた状態から、過去の類似事例・関連工程のログを生成AIが要約・提示する状態へ。
-
深掘り候補の提案
分析の浅いところで止まりがちな新人担当者でも、生成AIが「他にこういう原因も考えられます」と複数候補を提示することで、なぜなぜ深掘りの抜けが減ります。
-
分析結果のレポート自動生成
原因分析の結果を経営層・他部署向けにまとめる工数が大幅に減ります。担当者は「分析する」ことに集中でき、報告書作成は生成AIに任せる分担が成立します。
生成AIによる原因分析の補強は、報告書作成工数の削減と原因分析リードタイム短縮の双方で効果が報告されています。属人化解消の打ち手としても有効です。
製造業の属人化をAIで解消!暗黙知を形式知化する3手法を解説で、生成AIによる暗黙知の形式知化を掘り下げています。
検査ログ+センサーデータ統合の分析基盤
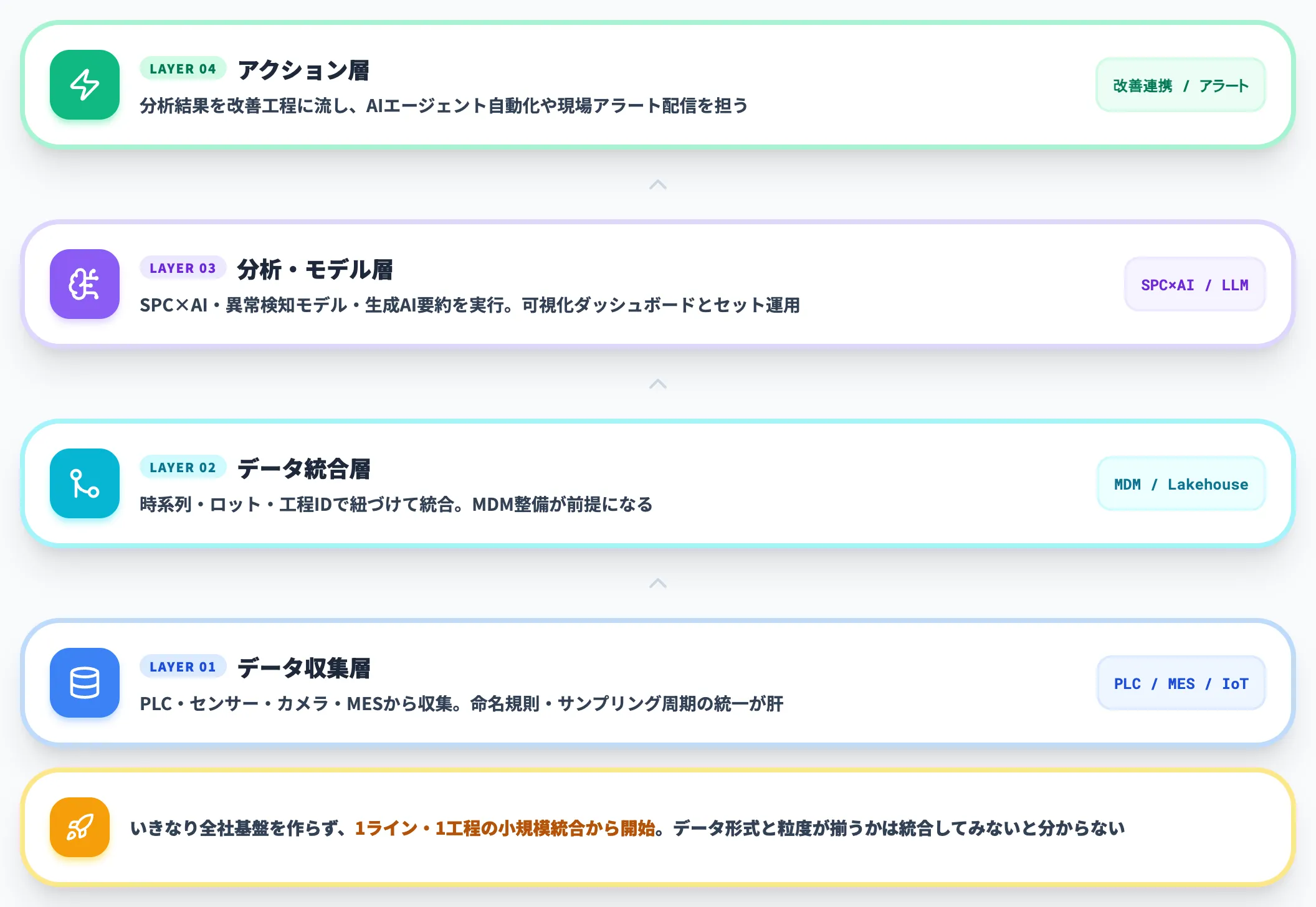
分析工程をスケールさせるには、検査画像・センサー時系列データ・作業日報・設計データを横断的に扱える統合分析基盤が必要になります。
統合分析基盤の典型構成は、以下の4層です。
-
データ収集層
PLC・センサー・カメラ・MESから各種データを収集。データソースの命名規則・サンプリング周期を統一する設計が肝心。
-
データ統合層
収集したデータを時系列・製造ロット・工程IDで紐づけて統合。マスターデータ管理(MDM)の整備が前提になる。
-
分析・モデル層
SPC×AI・異常検知モデル・生成AIによるログ要約を実行。可視化ダッシュボードとセットで運用する。
-
アクション層
分析結果を改善工程に流す。AIエージェントによる自動化や、現場へのアラート配信を担う。
分析基盤の構築は規模が大きく、いきなり全社基盤を作るより、1ライン・1工程の小規模統合から始めることを推奨します。データの形式と粒度がそろっているかどうかは、実際に統合してみないと分かりません。
AIを活用したBOM管理とは?部品表自動化と設計連携で工数削減を解説やマスターデータ管理(MDM)とは?AIで実現する名寄せ・標準化の3アプローチと主要6製品比較では、品質データを統合する前提となるマスター整備を扱っています。
「改善」工程のAI活用パターン
「改善」工程は、検査と分析で得た知見を製造条件にフィードバックし、不良率そのものを下げる領域です。AIの担当範囲が最も新しく広がっている領域で、強化学習と最適化AI・AIエージェント連携が中心になります。
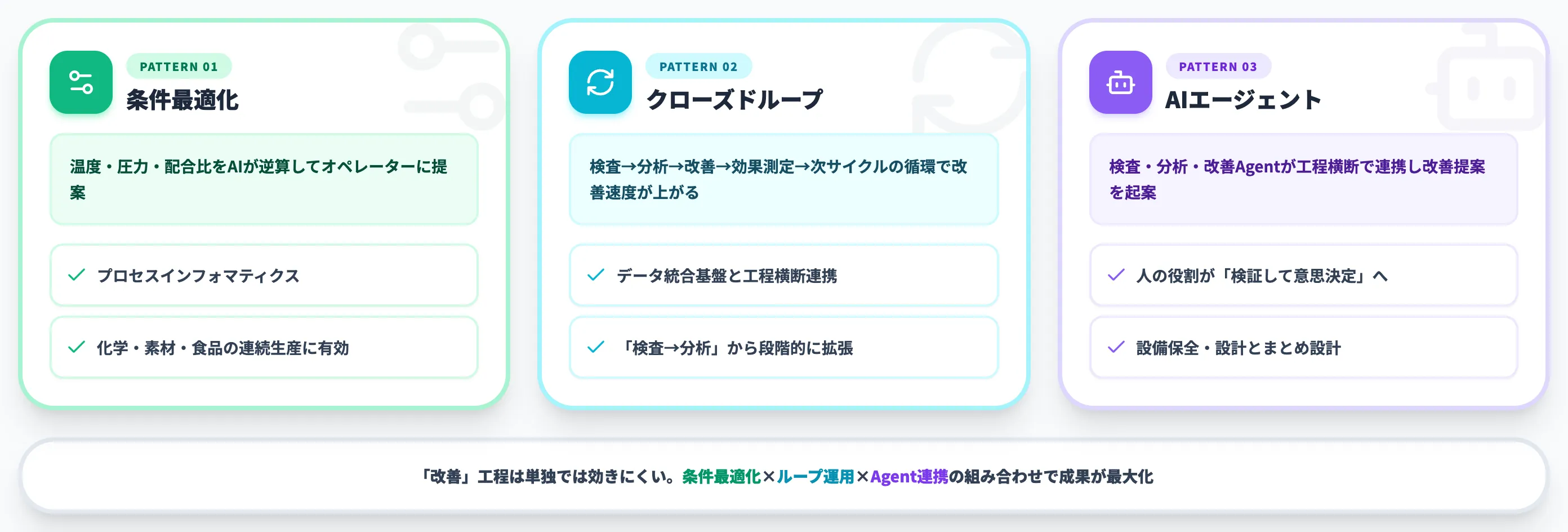
本セクションでは、製造条件最適化・クローズドループ運用・AIエージェントによる改善提案の3つを整理します。
製造条件の自動最適化提案(プロセスインフォマティクス)

製造現場では、温度・圧力・速度・配合比などの製造条件を変えると不良率や歩留まりが変動します。従来は熟練オペレーターの経験で条件設定していましたが、近年は「プロセスインフォマティクス」と呼ばれる、AIによる条件最適化が広がっています。
プロセスインフォマティクスは、以下の3ステップで動きます。
-
過去データから条件と結果の関係を学習
温度・圧力・配合比などの製造条件と、生産量・不良率・歩留まりの関係をAIモデルで学習。
-
目標達成のための最適条件を探索
「不良率を最小化したい」「歩留まりを最大化したい」という目標に対して、AIが最適な条件を逆算して提案。
-
オペレーターの承認後に自動適用
AIの提案をオペレーターが確認・承認したうえで、製造装置の制御に反映。完全自動制御ではなく「AI提案+人承認」の二段構えが主流。
この領域で注目される事例が、化学プラントの自律制御です。後述する国内事例セクションで詳述するENEOSマテリアル×横河電機のFKDPP事例は、AI提案による完全自律制御を世界で初めて実現し、CO2排出量を約40%削減しました。
実務的には、化学・素材・食品など連続生産プロセスで効果が出やすい領域です。組立加工系では、製造条件の変数が複雑で因果関係が複数経路にまたがるため、自律制御よりも「条件提案+オペレーター判断」の補助に留めるケースが多いと考えてよいでしょう。
検査→分析→改善のクローズドループ運用

検査・分析・改善が独立した工程として動いている状態から、データを循環させるクローズドループ運用に進化させると、改善のスピードが大きく上がります。
クローズドループ運用の典型は、以下の流れです。
- 検査AIで不良品を検出
- 不良品のログと製造条件をデータ統合層に蓄積
- 分析AIで根本原因を特定し、改善候補を提案
- 製造条件にフィードバック(自動 or オペレーター承認)
- 改善後の検査結果でフィードバック効果を測定
- 次のサイクルへ
この循環を回すには、データ統合基盤と工程横断の連携が不可欠です。1工程だけのAI化では成立しません。
実務的には、まず「検査→分析」のループだけ確立してから、「分析→改善」のフィードバックを後付けする順序が安全です。最初から全工程ループを目指すと、改善側で結果が出る前に検査・分析側のデータ品質課題が表面化して頓挫します。
AIエージェントによる改善提案と人の意思決定

2026年に入って急速に広がっているのが、複数のAIエージェントが工程横断で連携して改善提案を行う設計です。検査AIが不良を検出し、分析エージェントが原因を特定し、改善エージェントが製造条件の修正案を起案し、最終判断を人が行う、という分業が成立しつつあります。
この設計のポイントは、人の役割が「現場で判断する」から「AIの提案を検証して意思決定する」にシフトすることです。検査員・生産技術者・品証担当が、AI提案の妥当性を評価する能力を持つ必要があります。
AI Agent Hubの製造業展開では、設備保全Agent・設計変更Agent・図面検索Agentなど、品質管理の隣接領域を支えるAgent群を提供しています。検査・分析・改善のループに、設備保全や設計変更の判断を組み込みたい場面で、Agent連携の選択肢として検討できます。
実務的には、AIエージェント連携は「品質管理単独」では効果が出にくく、設備保全・調達・設計の隣接領域とまとめて設計する方が成果が大きくなります。AI Agent Hubのようなプラットフォーム型サービスで、Agent群を一括導入する選択肢が現実的になっています。
国内事例で見るAI品質管理の成功パターン

ここまで整理した検査・分析・改善の3工程について、国内製造業の事例を計10例(実名事例8社+業界横断パターン2件)まとめます。実名事例8社では、企業名・採用日/発表日・公式URL・定量効果の4要素を可能な限り揃え、業界横断の2パターンは個社特定のない傾向情報として整理しています。加えて、これらの個別事例を補完する業界全体のデータを公的統計(ものづくり白書)から引用しています。
事例から見える共通パターンは、単一工程の自動化から始めて隣接工程に展開する流れ・人の判断と組み合わせる二段構え・定量効果を不良率ではなく業務時間やコストで先に語る型の3つです。
ENEOSマテリアル × 横河電機(化学プラント自律制御)
ENEOSマテリアルと横河電機は、2023年3月30日に強化学習AI「FKDPP」(Factorial Kernel Dynamic Policy Programming)の正式採用を発表しました。
採用対象は四日市工場の蒸留塔の液面制御と排熱利用制御で、約1年間の連続稼働を実現しています。蒸気使用量とCO2排出量を従来比約40%削減したと報告されており、化学プラントへの強化学習AI正式採用は世界初の事例です。
季節によって外気温が約40℃変動する環境下でも、AIが安定的に制御を継続している点が、改善工程AIの「人手では難しい複雑条件への対応」という強みを示しています。
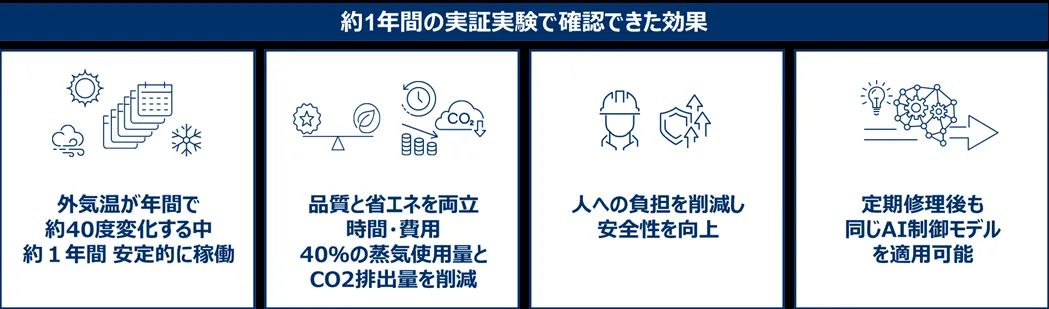
FKDPP正式採用1年実証で確認できた4つの効果(出典:横河電機)
実証で確認された効果は、外気温40℃変動下での安定稼働・蒸気とCO2の40%削減・人員負担の軽減・定期修理後の同モデル再適用可否の4点で、運用コストと環境影響の両軸でROIが揃った内容になっています。
化学プラントの「品質と省エネを両立する制御」は熟練オペレーターでも難度が高く、改善工程AIが効きやすい領域として参照されています。
JSR × 横河電機(化学プラント35日連続制御の実証)
JSRと横河電機は、2022年3月22日に化学プラントの実証実験結果を発表しました。
蒸留塔の制御を対象に35日間にわたる連続自律制御を実現し、AIによる完全自律制御として世界初となります。前述のENEOSマテリアル事例は、この35日間実証を踏まえて約1年の正式運用に進んだものです。
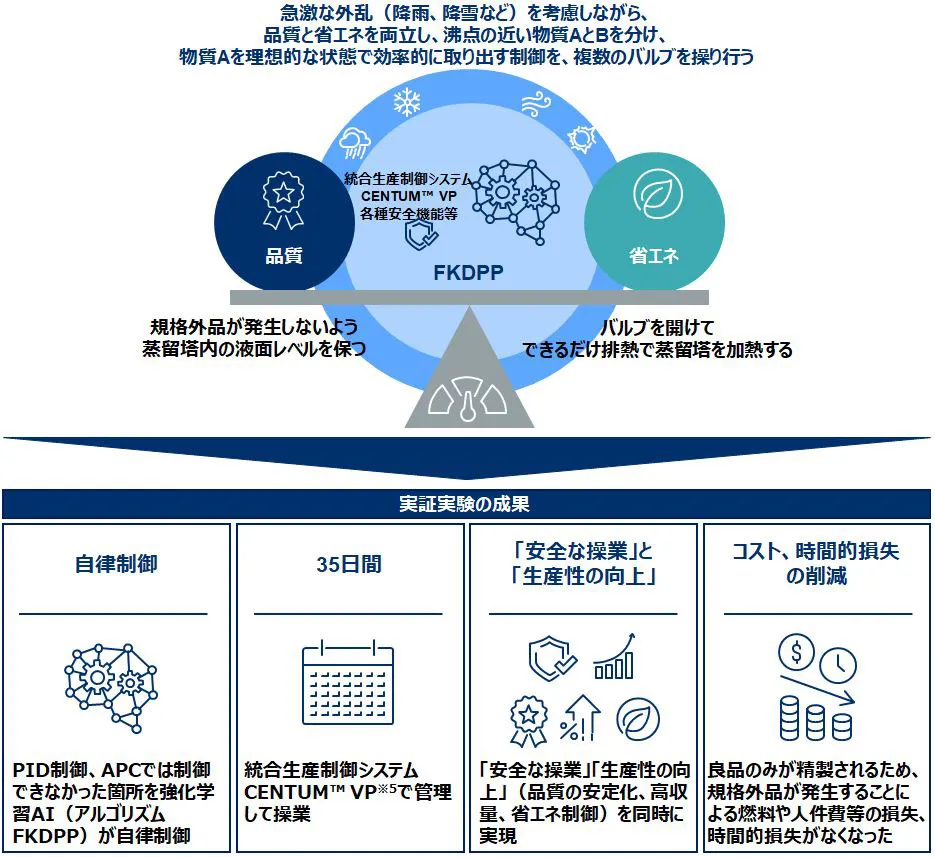
JSR化学プラントの蒸留塔自律制御の制御点と実証成果(出典:横河電機)
制御の核心は、品質(蒸留塔の液面レベル維持で規格外品を抑制)と省エネ(バルブを開けて排熱で蒸留塔を加熱)の両立で、降雨・降雪などの急激な外乱を考慮しながらバルブを操る必要があります。
既存のPID制御・APC(高度制御)では制御しきれなかった箇所をFKDPPが自律的に補う設計で、35日間実証→約1年の正式採用というステップは、重い制御領域でAI自律制御が段階的に実用化されてきた好例として参照できます。
トヨタ車体 × CTC(品質予測+ナレッジ検索Agent共同研究)
トヨタ車体と伊藤忠テクノソリューションズ(CTC)は、2025年12月2日にマルチモーダルAIエージェントを活用した品質管理の共同研究開始を発表しました。
研究期間は2025年10月1日〜2026年3月31日で、品質予測エージェントとナレッジ検索エージェントの2種類を開発し、技能伝承と品質管理向上への有効性を検証しています。
トヨタ車体が提供する作業記録・温度・圧力・振動などの数値データ・外観検査の画像/動画を組み合わせ、熟練技能者のノウハウを再現する点が特徴です。検査・分析・改善の3工程をエージェント化して連携させる、AIエージェント時代の品質管理の典型例といえます。
アサヒ飲料(FLOX-AI 微生物検査)
アサヒ飲料は、出荷前の飲料の品質検査にAIを活用した「FLOX-AI」を運用しています。
蛍光染色法とディープラーニング画像処理を融合させ、カビなどの混入物の有無をAIが自動判別する仕組みで、従来の方法と比べて作業時間を年間180時間短縮、コストを最大85%削減しました(2021年12月発表の公式リリースで公表)。
2022年に群馬工場で運用試験を開始、2023年7月から岡山工場で本格運用、2023年11月から明石工場・富士山工場へ展開、2024年1月からは外部販売も開始しています。「単一工場でPoC→複数工場展開→外部販売」の拡張パターンは、検査AIの社内技術を事業化した好例です。
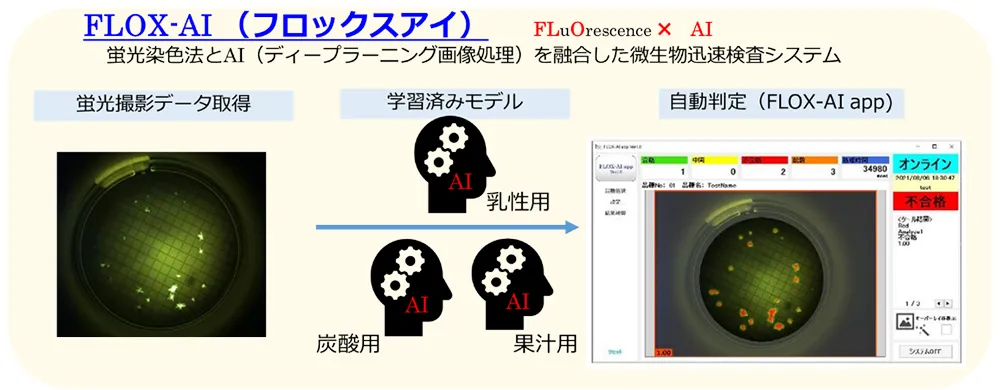
FLOX-AIシステム構成図——蛍光染色とAI画像処理の融合(出典:アサヒ飲料)
注目したいのは、学習済みモデルが乳性用・炭酸用・果汁用と飲料カテゴリ別に分離されている点です。微生物検出は飲料の色・濁度・気泡の有無で検査特性が大きく変わるため、単一モデルではなくカテゴリ別の専用モデルを束ねる設計が現場の検査要件に合っています。検査AIをカテゴリ横断で展開する際の参考形になります。
キリンビバレッジ × キリンホールディングス(アセスメントAI)
キリンビバレッジとキリンホールディングスは、2022年4月から「アセスメントAI」の試験運用を開始しました。
飲料の商品開発段階で行う品質アセスメント業務をAIがサポートし、開発者がレシピ開発に集中できる時間を確保する設計です。検査工程に限らず、「品質設計の上流段階」にAIを組み込む事例として注目されます。
検査AIが「製品が出てきた後の品質確認」を担うのに対し、アセスメントAIは「製品を設計する段階で品質予測」を担います。両者を組み合わせると、不良発生後の対処から不良発生の予防へと、品質管理の重心がシフトしていきます。
パナソニック コネクト(Manufacturing AIエージェント)
パナソニック コネクトは、2026年2月19日に「Manufacturing AIエージェント」の利用開始を発表しました。
設計・開発部門での図面と設計仕様の照合業務に独自開発のAIエージェントを適用し、**従来50分〜340分かかっていた照合業務を10分まで短縮(最大97%削減)**しています。
PDF形式の図面からテキスト情報を自動抽出し、材質・仕上げなどの項目をAIで半自動照合する仕組みで、結果を一覧表示することで担当者の確認工数を最小化しました。検査AIの応用としては、組立後の外観検査ではなく「設計段階の図面照合」という上流工程をAI化した事例として位置づけられます。
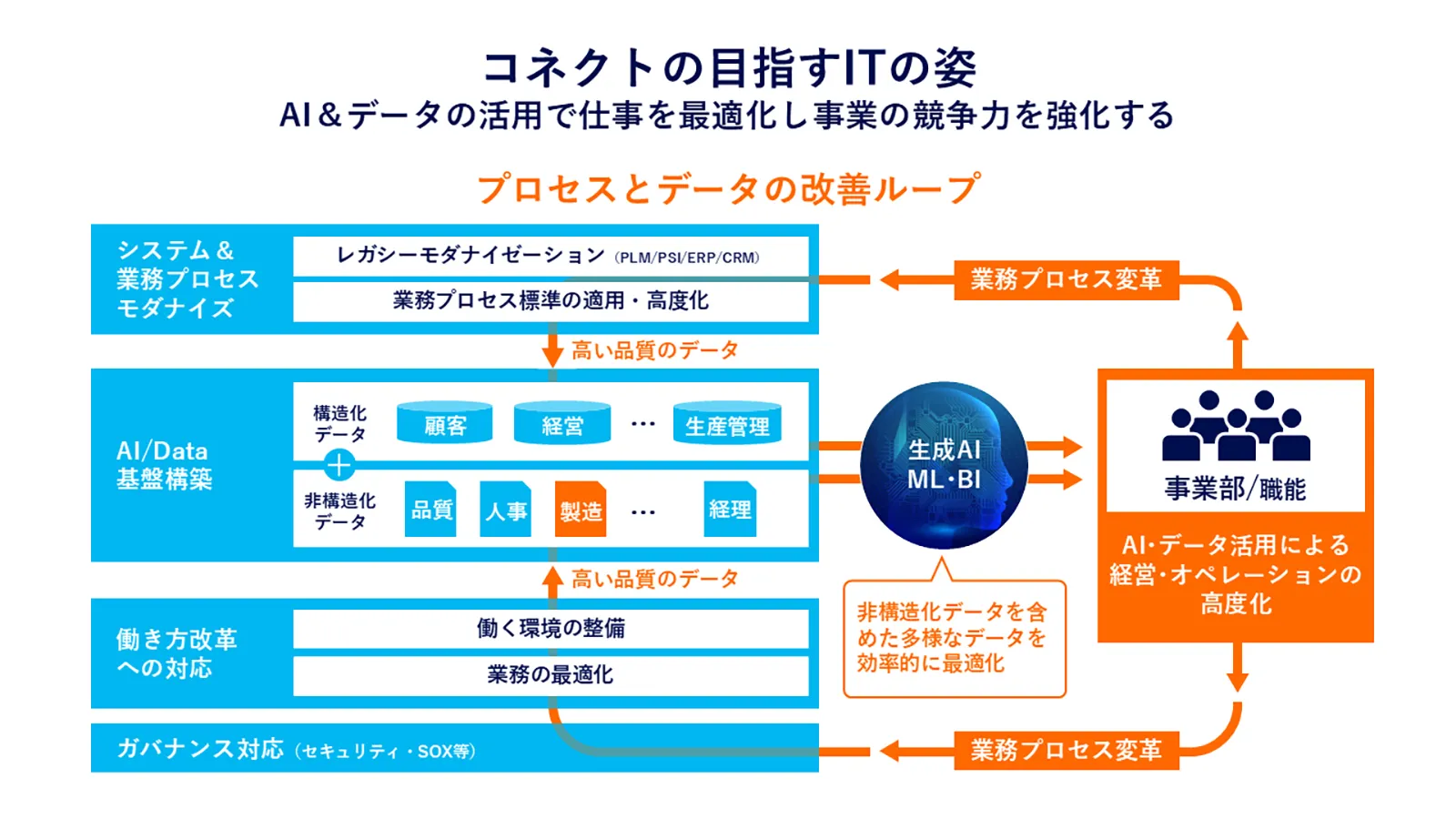
Manufacturing AIエージェントが組み込まれる「プロセスとデータの改善ループ」(出典:パナソニック コネクト)
同社はManufacturing AIエージェントを単独機能としてではなく、システム&業務プロセスのモダナイズ→AI/Data基盤構築→働き方改革→ガバナンス対応の4層で構成される改善ループに位置づけています。
図面照合の自動化は、その入り口にあたる業務プロセス最適化の事例として導入されており、品質管理AIを単発の検査ツールではなく業務プロセス全体の改善ループの一部として組み込む設計思想が見て取れます。
トヨタ自動車(AT部品目視検査の見逃し率改善)
トヨタ自動車では、AT(オートマチックトランスミッション)部品の目視検査にAI画像検査システム「WiseImaging」を導入し、見逃し率を32%から0%、過検出率を35%から8%に改善したとCECの導入事例で報告されています。
ATのような精密部品では、人の目視では微細な傷や寸法ズレを見落としやすく、見逃しが市場品質問題に直結します。AI画像検査の「24時間一定の精度」が、ヒューマンエラー削減と市場品質向上を両立させた事例として、自動車業界では先行的に展開が進んでいます。
トヨタグループでは、衣浦工場でも調和技研の良品学習型異常検知AIが採用されており、良品画像のみで学習可能なアルゴリズムで不良品の少ない現場でもAI検査を成立させています。
JR西日本(新幹線走行音AI異常検知)
JR西日本は、NTTデータ関西と共同で列車走行音をAIで聞き分けて事故を未然に防ぐ仕組みを構築しています。
列車走行音を収集してAIが異常音を検出し、台車異常など人の耳では判別が難しい予兆を保守担当に通知する仕組みです。「目視検査では検出できない異音」を捉える点で、検査工程AIの応用範囲を音響データに広げた事例として参照できます。
加えてJR西日本は、車両異常挙動検知システム(VABDS)も運用しており、列車の加速度をもとに脱線・転覆・衝突を自動検知して列車を緊急停止させる仕組みも展開しています。AIによる異音検知とは別系統ですが、検知結果を緊急停止アクションにつなげる安全システムの例として参照できます。
公的データで見る業界全体の現在地——ものづくり白書
個別事例の集積に加えて、業界全体の現在地を把握するうえで参考になるのが、経済産業省「2026年版ものづくり白書」(2026年5月29日閣議決定)の調査データです。
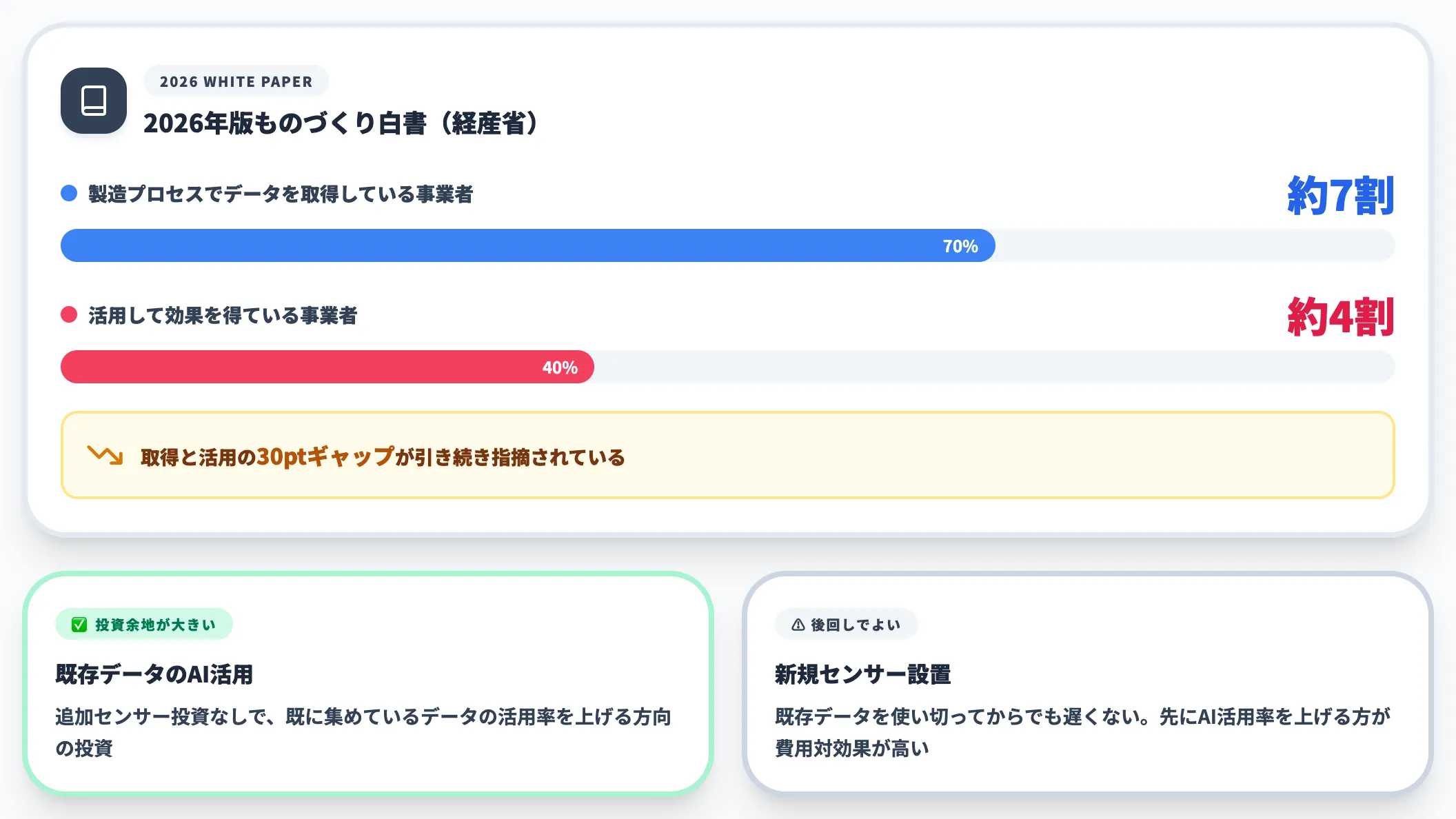
2026年版白書では、製造業のうち製造プロセスでデータを取得している事業者は約7割に達する一方、活用して効果を得ているのは約4割にとどまるギャップが報告されています。
さらに、企業間データ連携は2年前からほぼ進展しておらず、製造現場の加工・稼働データを収集してAIモデルを実装する「製造AX拠点」構想が政策として打ち出されています。
このギャップが意味するのは、品質管理AIの導入余地が「新規にデータを集める投資」より「既に集めているデータを活用する投資」のほうが大きいということです。
多くの製造業で、追加センサーを設置する前に、既存データのAI活用から着手するほうが費用対効果が高くなります。
業界横断パターン1——食品/医薬での「全数検査」需要
事例から見える業界横断の典型パターンとして、食品・医薬品分野での全数検査需要があります。
製薬メーカーでは、錠剤の欠け・割れ・異物付着を全数検査する工程にAIを導入し、人の目視では難しい刻印の微妙なズレや色ムラも検出可能になっています。
HACCP・GMP対応で求められる「全数の品質記録保持」を、AI検査と自動ログ保存で同時に満たす設計が広がっています。
検査員の人件費負担が大きい食品・医薬分野では、AI導入のROIが他業種より早く現れる傾向があります。
業界横断パターン2——中小製造業での低コスト導入
エッジAIカメラの価格下落により、中小製造業でも工程単位のAI検査が現実的になってきました。
業界レポートでは、中小規模の精密加工部品メーカーで不良率を大幅に削減した事例が報告されています。
エッジAIカメラとノーコード型の検査AIを組み合わせれば、従来より低い初期投資でPoCを始めやすい構成が選択肢として広がってきています(具体額はベンダー・構成により大きく変動するため、後段のROIセクションで相場を整理します)。
中小企業が品質管理AIに着手する際は、「全社展開」ではなく「1工程・1ライン」のPoCから始め、効果を測定してから横展開する順序が現実的です。
自社で「どこから始めるか」業務別の判断軸

品質管理AIの導入で最も悩むのが「検査・分析・改善のどこから始めるか」という着手判断です。本セクションでは、自社の状況からどの工程に最初の投資を当てるべきか、ケース別に整理します。
判断軸は「現場の人手限界がどこにあるか」「既存データの整備状況」「投資余力と回収期間」の3つです。
検査から入るケース——人手限界が見えている現場
検査工程から着手するのが第一候補になるのは、以下の条件に該当する企業です。
-
検査員の確保が年々厳しくなっている
人手不足が経営課題になっており、外国人技能実習生・派遣社員に依存している。
-
目視検査で見逃しが定期的に発生
市場クレームや出荷後の品質問題のうち、検査工程の見逃しが原因となるケースが年数回以上ある。
-
多品種少量生産で検査基準が複雑
製品ごとに検査項目が異なり、検査員の習熟に時間がかかっている。
-
不良品サンプルが十分にある
過去の不良品画像が500点以上、または良品画像が数万点以上蓄積されている。
これらに該当するなら、検査AIへの投資が最も早くROIを出します。前述のトヨタAT部品事例のように、見逃し率の改善は市場クレーム削減という形で財務インパクトが見えやすい領域です。
分析から入るケース——原因究明に時間がかかっている
分析工程から着手するのが向くのは、以下の条件に該当する企業です。
-
不良発生時の原因究明に1案件1週間以上かかる
熟練担当者でないと根本原因に辿り着けず、案件が滞留している。
-
既に多変数の工程データを収集している
温度・圧力・速度・原料ロットなどの工程変数を、すでにPLCやMESで記録している。
-
なぜなぜ分析が形骸化している
報告書作成が目的化しており、本質的な原因究明に進めていない。
-
属人化が深刻
ベテラン1〜2名に原因分析が集中しており、退職リスクが顕在化している。
これらに該当するなら、SPC×AIと生成AI×なぜなぜ分析の組み合わせが効きます。検査AIに比べて初期投資が小さく、既存データ活用なので追加センサーも不要です。
改善から入るケース——製造条件のばらつきが課題
改善工程から着手するのは、以下のような連続生産プロセスを持つ企業に向きます。
-
化学・素材・食品など連続生産プロセスが主体
バッチ生産ではなく、連続的に製造条件を制御する工程がある。
-
熟練オペレーターの経験で条件設定している
最適条件が文書化されておらず、ベテランの感覚に依存している。
-
エネルギー使用量・歩留まり改善が経営課題
CO2削減・電力コスト削減が経営目標に組み込まれている。
-
改善PDCAのデータ基盤がすでにある
工程データの収集と分析環境が整っており、AI提案を受け入れるインフラがある。
これらに該当するなら、ENEOSマテリアル×横河電機のような自律制御AIが選択肢に入ります。
ただし、改善工程AIは投資規模が大きく、検査・分析の基盤整備が前提になるため、いきなり改善から入るのではなく「検査・分析で基盤を作ってから改善に進む」順序が安全です。
既存システム・データ整備状況での分岐
3工程のどこから入るかとは別軸で、自社の既存システム・データ整備状況が選定に影響します。
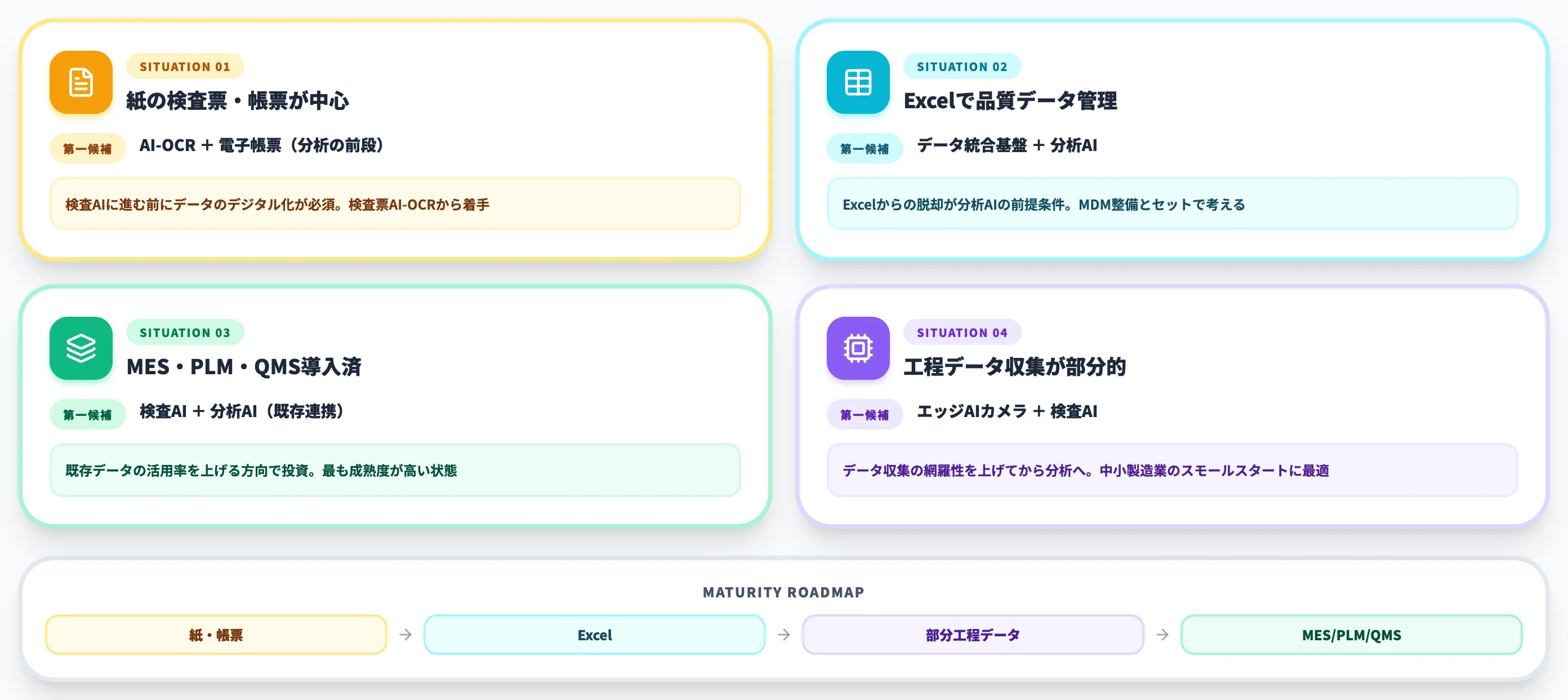
| 状況 | 第一候補 | 補足 |
|---|---|---|
| 紙の検査票・帳票が中心 | AI-OCR+電子帳票(分析の前段) | 検査AIに進む前に、データのデジタル化が必須 |
| Excelで品質データ管理 | データ統合基盤+分析AI | Excelからの脱却が分析AIの前提条件 |
| MES・PLM・QMSが導入済み | 検査AI+分析AI(既存システム連携) | 既存データの活用率を上げる方向で投資 |
| 工程データ収集が部分的 | エッジAIカメラ+検査AI(追加収集) | データ収集の網羅性を上げてから分析へ |
表が示すように、既存システムの成熟度によって第一候補が変わります。
実務的には、紙・Excelが残っている現場では、いきなり検査AIに進むよりも、まずデータのデジタル化と整備から着手する方が、後工程の選択肢が広がります。
【関連記事】
製造業の紙書類をAIでデジタル化!効率化事例と導入方法を解説
検査票のAI読み取り!手書き帳票をデジタル化する方法を解説
主要ベンダーと選定軸——条件付き推奨で第一候補が変わる

品質管理AIの主要ベンダーは、特化型と統合型に大別されます。本セクションでは、主要ベンダーの俯瞰と、選定の5軸を整理します。
製品ごとの詳細比較は今後別記事で扱う予定ですが、ここでは「どのケースでどのベンダーが第一候補になるか」というケース別判断軸を整理します。
外観検査特化型の主要ベンダー
外観検査に特化した主要ベンダーは、以下の4種類に分類できます。
-
海外大手ハードウェア系
Cognex(VisionPro Deep Learning)・Keyence(XGシリーズ)など、カメラ・センサーから検査ソフトまでをワンストップで提供。エンタープライズ向け・大量生産ラインで主流。
-
国内特化型ソフトウェア系
ブレインズテクノロジー(Impulse)・MatrixFlowなど、既存カメラと組み合わせて検査AIを提供。ノーコード対応で中小規模に強い。
-
中小製造業向け低コスト型
フツパー(Hutzper)・フューチャーアーティザン(SearchMaru)など、エッジAIカメラと検査AIをパッケージで提供。中小製造業でもスモールスタートしやすい価格帯のサービスが増えてきている(具体額は個別見積もりが基本)。
-
特定用途特化型
富士電機(MainGATE/MSPC)(製造業を中心に550件以上の導入実績)・Horus AI(車載半導体)など、特定業界・特定用途に深く入り込んだ製品群。
4分類のうち、最初の絞り込みは「自社の生産規模と既存設備」で決まります。
大量生産で既存ラインに統合するなら海外大手、中小規模で柔軟に始めたいならソフトウェア型、低コストで試したいなら中小製造業向けパッケージという順序になります。
統合型品質管理AIプラットフォーム
検査だけでなく、分析・改善まで一気通貫で扱う統合型プラットフォームも増えています。
-
AI Agent Hub(製造業展開)
LinkX Japanが提供する、部門別12種類のAgent群。設計・生産技術・品質保証・調達・管理の各部門に対応。検査AIだけでなく、設備保全Agent・設計変更Agent・需給予測Agentなど隣接領域も含めて導入できる。
-
国内SIer系統合プラットフォーム
ブレインズテクノロジーのImpulse・MatrixFlow・スカイディスクなど、検査AIと異常検知・予知保全を統合した製品群。
-
クラウド大手のAIサービス
AWS(Amazon SageMaker)・Azure ML・Google Vertex AIなどの汎用AIプラットフォームで、自社で検査・分析モデルを構築する選択肢。
統合型を選ぶ判断は、「3工程のうち2つ以上をAI化する計画があるか」「自社にAIエンジニアがいるか」の2点で決まります。
検査AIだけで完結する規模なら特化型、複数工程をまたぐなら統合型、自社エンジニアが強ければクラウド大手のサービスが向きます。
選定軸5項目——対応形式・規模・連携・コスト・運用
主要ベンダーから自社に合う候補を絞り込む際は、以下5軸での評価をおすすめします。

-
対応形式・データ種類
扱える画像フォーマット(jpg/png/tiff/raw)、3Dカメラ対応、動画対応、センサーデータ対応の範囲。
-
生産規模・スループット
1日あたりの検査点数、1秒あたりの推論速度、複数ライン同時運用の可否。
-
既存システム連携
MES・PLM・QMS・ERPとのAPI連携、PLC直接連携、可視化ダッシュボード提供の範囲。
-
コスト構造
初期費用・月額/年額ライセンス・カメラ等ハードウェア・データ前処理工数・カスタマイズ費用の内訳。
-
運用人材要件
ノーコード対応の有無、社内データサイエンティスト必要性、ベンダー側の運用支援範囲。
5軸の優先順位は企業ごとに異なります。中小製造業ならコストと運用人材要件が最優先、大手なら既存システム連携が最優先、というように、自社の制約条件で重み付けを変えるのが現実的です。
「全ベンダーが第一候補」という記事になりがちな比較セクションですが、実態としてケース別に第一候補は変わります。化学プラントの自律制御を狙うならFKDPP系の自律制御AIが候補、半導体製造の微細欠陥検出ならCognex系のハードウェア統合型が候補、中小製造業のスモールスタートなら国内特化型ソフトウェアが候補——という条件付きの第一候補表現で書き分けるのが、購買判断に効きます。
AI品質管理導入のROIと隠れコスト

品質管理AIのROI試算では、ライセンス費用だけを積み上げると現場での投資判断を見誤ります。本セクションでは、初期費用・ランニングコストの相場と、見落とされやすい隠れコスト4項目、ROI試算モデルを整理します。
本セクションの数値は、AI総研の導入支援案件で観測された実勢の目安として整理したものです。公開された統一価格ではなく、ベンダー・要件・既存システム連携の有無で大きく変動するため、自社の数字に置き換えて試算してください。
初期費用とランニングコストの相場(AI総研試算の目安)
品質管理AIの導入費用は、規模・方式・自社開発か外注かで大きく変動します。以下の表で、典型的な3パターンを整理しました(AI総研案件実績ベースの目安)。

| 導入方式 | 初期費用相場(目安) | ランニングコスト(目安) | 期間目安 |
|---|---|---|---|
| 中小規模・パッケージ型 | 数百万〜1,000万円規模 | 月額10万〜30万円規模 | 3〜6か月で本稼働 |
| 中規模・特化型ソフトウェア+既存カメラ | 1,000万〜3,000万円規模 | 月額30万〜100万円規模 | 6〜12か月で本稼働 |
| 大規模・統合プラットフォーム | 3,000万〜1億円超規模 | 月額100万円〜数百万円規模 | 12〜24か月で全社展開 |
初期費用の差は、主に「カメラ・照明等のハードウェア追加投資」「既存システム連携の開発工数」「カスタマイズ範囲」で生じます。同じ「品質管理AI導入」でも、1工程のスモールスタートと全社統合では桁が変わると考えてよいでしょう。
外観検査AIに絞った費用感は、AI外観検査の費用は?実装方式別の相場・PoC・ROIを解説で実装方式別に詳述しています。
隠れコスト4項目——ライセンス費用以上に膨らみやすい
ROI試算で最も見落とされやすいのが、ライセンス費用以外の以下4項目です。
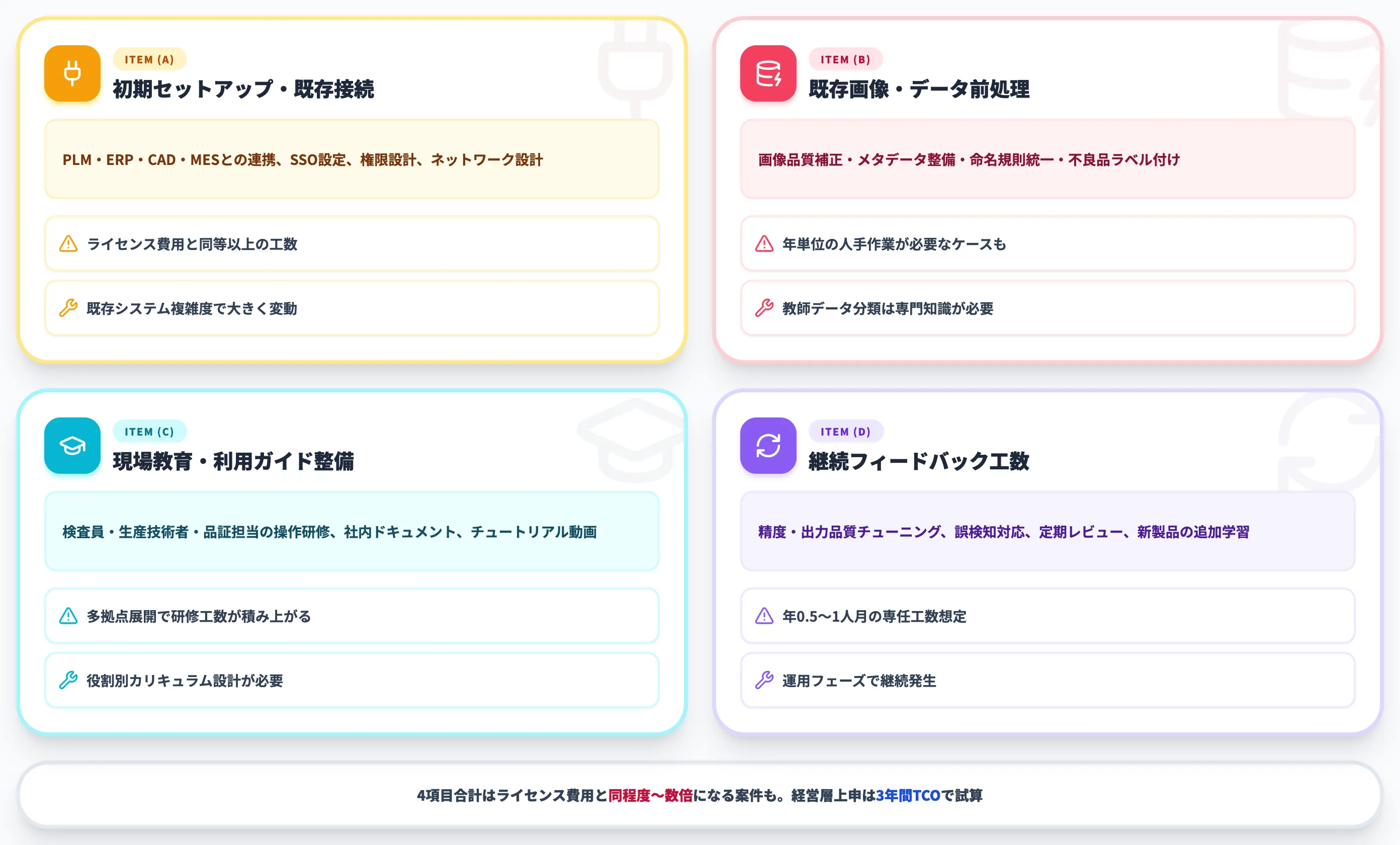
-
(a) 初期セットアップ・既存システム接続の構築工数
PLM・ERP・CAD・MESとの連携、SSO設定、権限設計、ネットワーク設計など。ライセンス費用と同等以上の工数がかかるケースもある。
-
(b) 既存画像・データの取り込み・前処理
検査画像の品質補正、メタデータ整備、命名規則統一、不良品ラベル付け、教師データの分類など。年単位で人手作業が必要なケースもある。
-
(c) 現場メンバーへの教育・利用ガイド整備
検査員・生産技術者・品証担当者それぞれの操作研修、社内ドキュメント、チュートリアル動画。多拠点展開では研修工数が積み上がる。
-
(d) 運用担当者の継続的なフィードバック工数
精度・出力品質のチューニング、誤検知対応、定期レビュー、新製品の追加学習。年間ベースで0.5〜1人月程度の専任工数を見込む案件が多い(AI総研支援実績ベース)。
これら4項目の合計は、案件によってはライセンス費用と同程度〜数倍に膨らむことがあります。経営層に上申する際は、ライセンス費用だけでなく「3年間の総保有コスト」で試算するのが安全です。
ROI試算モデル——3パターンの試算例(AI総研試算)
3工程のうちどこに投資するかで、ROIの出方が変わります。以下の表は、AI総研の導入支援案件をもとに作成した試算モデルの一例で、実際の数値は業界・規模・既存システム整備状況で大きく変動します。

| 投資領域 | 初期投資例 | 年間効果例 | 投資回収期間(試算) |
|---|---|---|---|
| 検査AI(人件費削減+見逃し改善) | 1,000万円 | 検査員2名削減(1,200万円)+市場クレーム削減(300万円) | 約8か月 |
| 分析AI(属人化解消+原因究明高速化) | 500万円 | 原因究明工数50%削減(500万円)+クレーム再発防止(200万円) | 約9か月 |
| 改善AI(製造条件最適化) | 5,000万円 | 不良率1%改善(年間2,000万円)+エネルギーコスト10%削減(1,500万円) | 約17か月 |
表が示すように、検査AI・分析AIは比較的早期に回収できるのに対し、改善AIは初期投資が大きいため回収期間が長くなります。
実務的には、検査AIから着手して試算ベースで8〜12か月で回収→分析AIへ展開して原因究明力を高める→改善AIへ進むという順序が、リスクと回収のバランスが取れた進め方です。
ROIの数字は業界・規模で大きく変動するため、上記はあくまで典型例です。自社の数字に置き換えて試算するには、まず現状の検査員人件費・市場クレーム年額・不良率改善余地を整理することから始めます。
PoCから本番化までの実装ステップと詰まる論点
品質管理AIの導入で頓挫するパターンの多くは、PoCの設計段階で予防できます。本セクションでは、5ステップのロードマップ・PoCで詰まる典型パターン・現場合意の取り方を整理します。
5ステップのロードマップ
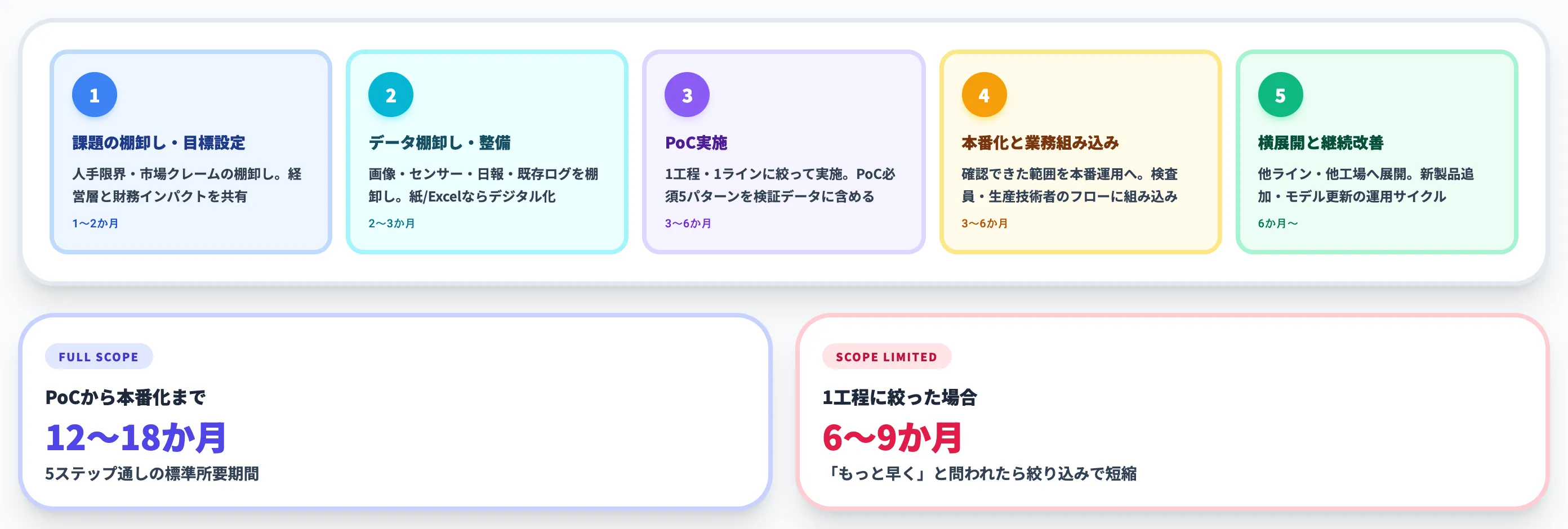
品質管理AI導入の標準的なロードマップは、以下の5ステップです。
-
ステップ1: 課題の棚卸しと目標設定(1〜2か月)
3工程のどこに人手限界があるか、どの不良が市場クレームに直結しているかを棚卸し。経営層が動くシグナル(不良率1%改善の財務インパクト)を経営層と共有。
-
ステップ2: データの棚卸しと整備(2〜3か月)
検査画像・センサーデータ・作業日報・既存システムログを棚卸し。データ品質・粒度・統合可否を評価。紙・Excel中心ならデジタル化から着手。
-
ステップ3: PoC実施(3〜6か月)
1工程・1ラインに絞ってPoCを実施。後述のPoC必須5パターンを含む検証データで精度を測定。
-
ステップ4: 本番化と業務組み込み(3〜6か月)
PoCで効果が確認できた範囲を本番運用に移行。検査員・生産技術者の業務フローに組み込み、運用ルールを文書化。
-
ステップ5: 横展開と継続改善(6か月〜)
他ライン・他工場・他工程への横展開。並行して新製品追加・モデル更新の運用サイクルを回す。
5ステップの所要期間は規模で変動しますが、PoCから本番化までで12〜18か月が目安です。経営層から「もっと早くできないか」と問われた場合は、スコープを1工程に絞ることで6〜9か月に短縮可能です。
PoCで詰まる典型パターン
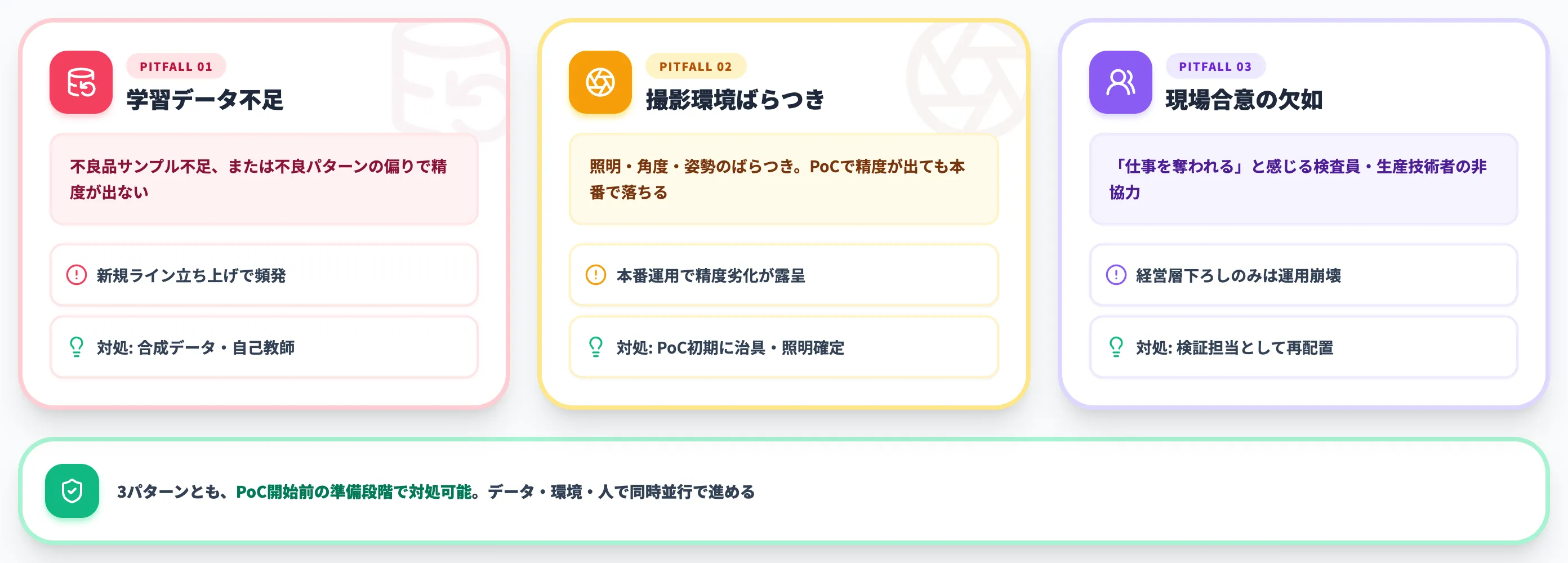
PoCで実際に詰まりやすいパターンは、以下の3つに集約されます。
-
学習データ不足で精度が出ない
不良品サンプルが不足、または不良パターンが偏っている。新規ライン立ち上げで「不良品がそもそも少ない」ケースに頻発。
-
撮影環境が標準化されていない
照明・カメラ角度・対象物姿勢のばらつきで、AIモデルの精度が安定しない。PoCでは精度が出たが本番運用で精度が落ちるパターン。
-
現場の理解と協力が得られない
検査員・生産技術者が「AIで仕事を奪われる」と感じて協力的でない。経営層から下ろしただけのプロジェクトでは現場稼働後に運用が崩れる。
これら3つは、いずれもPoC開始前の準備段階で対処可能です。
学習データは合成データや自己教師あり学習で補い、撮影環境はPoC初期に治具と照明制御を確定させ、現場合意は検査員・生産技術者を「AI提案の検証担当」として位置づけ直すアプローチが効きます。
現場合意・人材育成の進め方
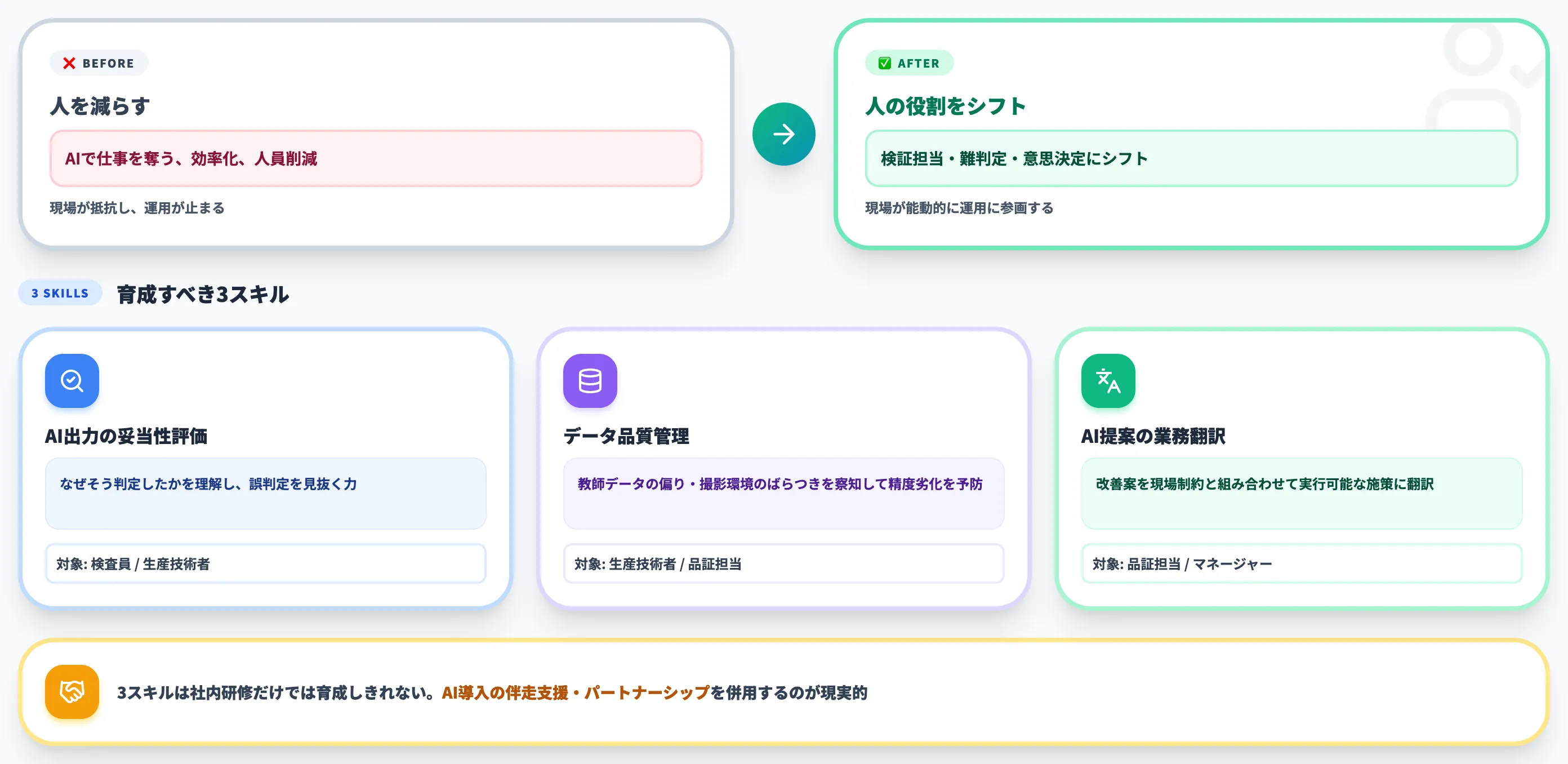
現場合意を取るうえで重要なのは、AI導入の目的を「人を減らす」ではなく「人の役割をシフトする」と打ち出すことです。
検査員にとっての役割シフトは、「不良品を見つける」から「AI判定の妥当性を検証し、難判定の最終判断を担う」への変化です。生産技術者にとっては、「現場で経験的に判断する」から「AI提案を評価して意思決定する」への変化になります。
人材育成の観点では、検査員・生産技術者・品証担当者に対して、以下3つのスキルを段階的に育成する計画が必要です。
-
AI出力の妥当性を評価するスキル
AI判定の結果を、なぜそう判定したのかを理解し、誤判定を見抜く力。
-
データ品質を管理するスキル
学習データの偏り、撮影環境のばらつきを察知して、AIモデルの精度劣化を予防する力。
-
AI提案を業務に翻訳するスキル
AI提案の改善案を、現場の制約条件と組み合わせて実行可能な施策に翻訳する力。
これら3スキルは、社内研修だけでは育成しきれないケースが多く、AI導入の伴走支援やパートナーシップを併用するのが現実的です。
AI Agent Hubで品質管理AIを実装する選択肢
ここまで整理した検査・分析・改善の3工程をAI化する際、最も悩むのが「自社で内製するか、外部サービスを使うか、複数ベンダーを組み合わせるか」という構成判断です。
AI Agent Hubの製造業展開では、品質管理の隣接領域を含めたAgent群を一括導入できる選択肢を提供しています。検査AI単体だけでなく、設備保全Agent・設計変更Agent・需給予測Agent・図面検索Agentなど、品質管理のクローズドループに必要なAgentを組み合わせて運用する設計が可能です。
PoCから全社展開までの進め方、検査・分析・改善のどこから着手するかのケース別設計、現場合意の取り方、既存システム連携の構築まで、製造業の品質管理AI導入を一気通貫で支援します。
品質管理AIの導入をPoCから全社展開まで設計する

製造業向けAI Agent Hubで品質管理の自動化を支援
AI Agent Hubの製造業展開では、設備保全Agent・設計変更Agent・図面検索Agentなど品質管理の隣接領域を支えるAgent群を提供しています。PoCから本番運用への進め方、検査・分析・改善のどこから着手するかのケース別設計、現場合意の取り方まで個別にご相談いただけます。
まとめ
本記事では、AIで実現する品質管理について、検査・分析・改善の3工程に分けた活用パターンと国内事例(実名8社+公的データ+業界横断パターン)を、2026年6月時点の最新情報で整理しました。要点を改めて整理します。
-
品質管理AIは「検査・分析・改善」の3工程に分けて整理することで、自社の人手限界がどこにあるか・どの工程から着手すべきかの判断が早まる
-
直近1年でVLM・合成データ・エッジAIカメラ低価格化・AIエージェント連携の4つのパラダイム転換が起き、中小規模でも実用的な品質管理AIのハードルが下がった
-
国内事例ではENEOSマテリアル×横河電機(CO2 40%削減)・アサヒ飲料FLOX-AI(年180時間短縮)・パナソニック コネクトManufacturing AIエージェント(照合97%削減)など、定量効果が部門レベルで成立する事例が増えている
-
業務別の判断軸は「人手限界・既存データ・投資余力」の3つで、検査から入るケース・分析から入るケース・改善から入るケースで第一候補のベンダーと費用感が変わる
-
ROI試算ではライセンス費用以上に隠れコスト4項目(初期セットアップ・データ前処理・現場教育・継続フィードバック)が膨らみやすく、3年間の総保有コストで試算するのが安全
-
PoCで詰まる典型は学習データ不足・撮影環境ばらつき・現場合意の3つで、いずれもPoC開始前の準備段階で対処可能。検査AI→分析AI→改善AIの順序でリスクと回収のバランスを取る進め方が現実的
品質管理AIの導入は、もはや「外観検査の自動化」だけの話ではありません。検査で集めたデータを分析に活かし、分析で得た知見を改善にフィードバックするクローズドループを、AIエージェントが工程横断で支援する時代に入っています。自社のどの工程に最初の投資を当てるか——その判断軸を、検査・分析・改善の3区分と業務別の判断軸で整理することから始めるのが、最も実用的な第一歩になります。