この記事のポイント
 プロセスウィンドウは「プロセス変数・許容範囲・歩留まり感度・装置ばらつき」の4軸で規定される
プロセスウィンドウは「プロセス変数・許容範囲・歩留まり感度・装置ばらつき」の4軸で規定される- DoEは因子効果の把握とスクリーニング、ベイズ最適化は試作枚数の最小化に効く
- BoTorch・Ax(Meta)はOSSの第一候補、Coventor SEMulator3DのPWOは半導体仮想空間の代表的な選択肢
- 横河電機×ENEOSマテリアルのFKDPPは蒸気・CO2を40%削減し世界初の正式採用に到達
- PoC前にデータ取得期間・装置ばらつき・評価指標を事前合意していないと本番化で詰まる

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
プロセスウィンドウとは、製品が許容仕様内に収まるプロセスパラメータの範囲を指す概念で、半導体・化学・材料開発・医薬品などの製造現場で歩留まりと設備稼働率を左右する中核指標です。
従来は実験計画法(DoE)で取得した試作データを使い、人手で安全な運転点を決めていましたが、変数が増えるほど試作枚数とコストが指数的に膨らむ問題が長く残ってきました。
本記事では、プロセスウィンドウを規定する4軸、DoEとベイズ最適化の選び分け、BoTorch・Ax・Coventor SEMulator3Dなどのツール群、半導体・化学プラント・材料開発での適用事例、PoC前に確認すべき条件まで、2026年版の実務知見で整理します。
目次
プロセスウィンドウとは?ベイズ最適化・DoEで扱う範囲と全体像
半導体専用シミュレーション系(Coventor SEMulator3D PWO)
検査・レビュー工程のAIプロセス制御(Applied Materials ExtractAI等)
半導体プロセスへの適用(リソグラフィー・エッチング・FDC/APC)
プロセスウィンドウとは?ベイズ最適化・DoEで扱う範囲と全体像

プロセスウィンドウとは、製品仕様や歩留まり目標を満たすために許容できるプロセスパラメータの範囲のことです。
半導体のリソグラフィーであれば露光量とフォーカス、化学プラントなら蒸留塔の温度・圧力・還流比、電池製造なら塗工速度と乾燥温度。これら複数のプロセス変数が同時に許容範囲内に収まる領域を、ウィンドウ(窓)として描いて運転点を決めるのが基本的な考え方です。
このウィンドウが広いほど装置ばらつきや原材料変動に強くなり、歩留まりと稼働率が安定します。逆に狭ければ、わずかなドリフトで不良が出ます。プロセスウィンドウを広げる/正確に把握することは、製造業のコスト構造を直接決める論点です。

プロセスウィンドウの定義と歩留まり・コストへの影響

プロセスウィンドウが狭いほど、装置の微小な変動でロットが歩留まりを割ります。半導体では「プロセスマージン」とも呼ばれ、ウィンドウの幅が次世代ノード移行のボトルネックとして長く議論されてきた論点です。
Semiconductor Engineeringの解説では、最適なプロセスパラメータを設定するために必要な試作ウェーハ数を削減することが、半導体技術開発のコストとリスクを大きく下げると整理されています。
1ロットの試作ウェーハ実行は装置時間・人件費・材料費が同時に乗るため非常に高コストで、試作回数を半減できれば、その分が直接キャッシュインパクトとして効きます。
化学プラントや電池製造でも同じ構造です。蒸気・電力の消費量、原材料ロット間ばらつき、装置のスケール差により、ラボから量産までの「ウィンドウ再探索」のたびにコストが乗ります。
プロセスウィンドウ探索の高速化は、製造コストを下げると同時に、新製品の市場投入までのリードタイムを短縮する手段です。
ベイズ最適化・DoEで扱う範囲(従来DoEとの違い)
DoE(実験計画法)
20世紀初頭にR.A.フィッシャーが農学実験で体系化して以来、製造業の品質工学・タグチメソッドの中核として使われてきた手法です。
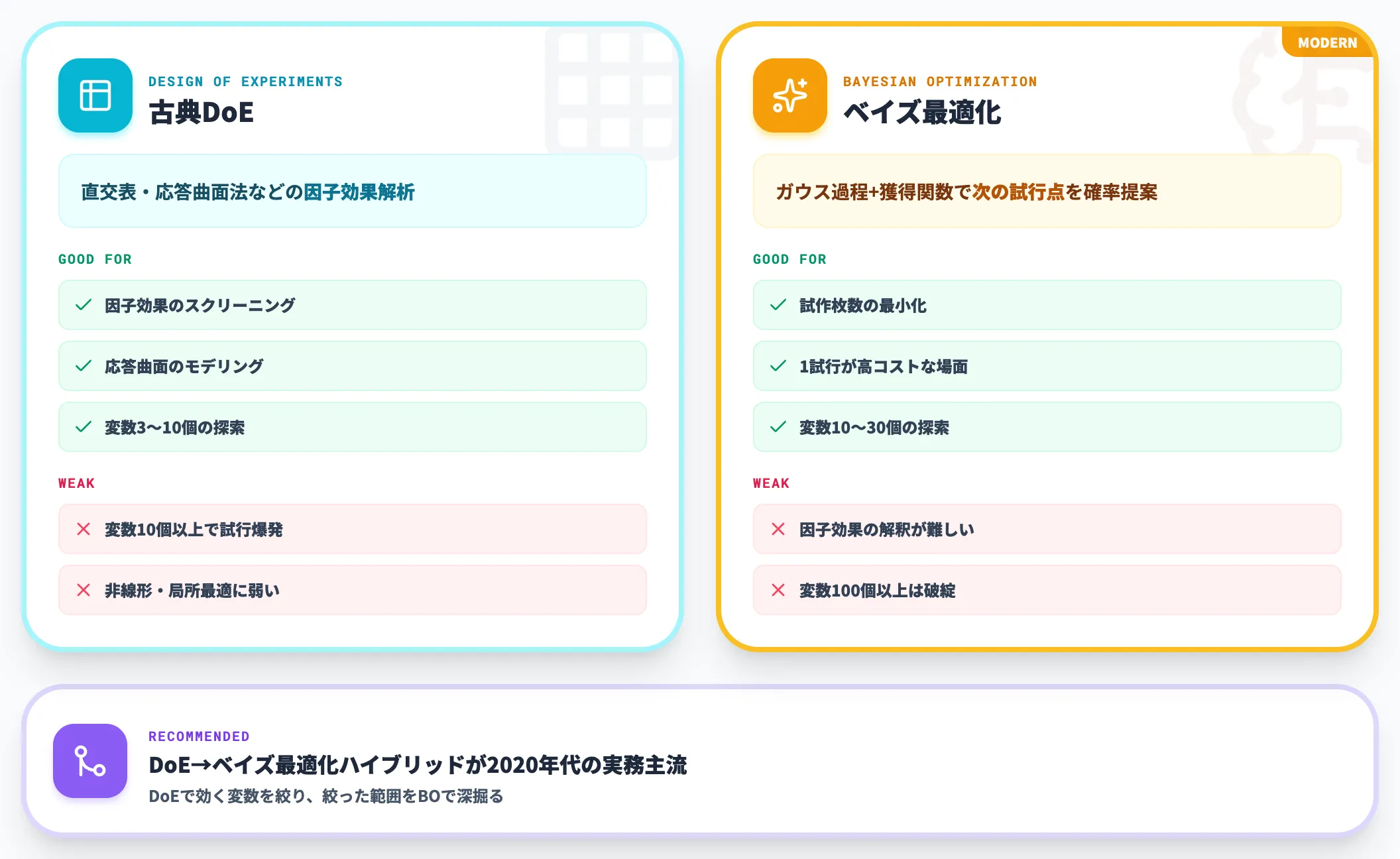
要因配置法・直交表・応答曲面法といった古典的なDoEは、因子効果のスクリーニング(どの変数が結果に効くか)と応答曲面のモデリング(変数の組み合わせで結果がどう変わるか)が得意です。
ベイズ最適化(Bayesian Optimization)
2000年代以降に機械学習分野で発展した手法で、「次にどこを試すべきか」を確率モデルで提案するのが特徴です。
ガウス過程(Gaussian Process)で応答関数の不確実性を保ちながら、獲得関数(Expected Improvement・Upper Confidence Bound等)で次の試行点を選びます。
試行ごとに結果をフィードバックして探索領域を絞っていくため、試作回数を最小化したい場面で効きます。
両者の関係を整理すると、次の通りです。
| 手法 | 得意な場面 | 弱い場面 |
|---|---|---|
| 古典DoE(直交表・応答曲面法) | 因子効果のスクリーニング/応答曲面の理解/変数3〜5個まで | 変数が10個以上/応答が非線形で局所最適多数 |
| ベイズ最適化 | 試作1回が高コスト/探索回数を最小化/変数10個前後 | 因子効果の解釈/変数100個以上 |
| ハイブリッド(DoE→ベイズ最適化) | DoEで因子を絞り込み、絞った変数空間をベイズ最適化で深掘り | 実装の複雑さ |
この比較から分かるのは、「どちらが優れているか」ではなく「探索の段階で使い分ける」のが実務的な選び方だという点です。
最初に古典DoEで効く変数を絞り、絞った範囲をベイズ最適化で深掘る、というハイブリッドが2020年代以降の主流です。
プロセスウィンドウ探索の業務サイクル

プロセスウィンドウ探索は、単発の実験ではなくサイクルとして回します。実務的な流れは次の通りです。
- 目標歩留まり・許容仕様の定義 — 製品の品質要求と歩留まりKPIから許容範囲を確定
- プロセス変数の洗い出し — 装置側で操作できる変数(温度・圧力・時間・流量等)を列挙
- DoEで因子効果のスクリーニング — 直交表・要因配置法で「効く変数」と「効かない変数」を切り分け
- ベイズ最適化で探索深掘り — スクリーニングで残った変数の組み合わせを少ない試行で攻める
- モデル検証と本番化 — 安定運転点の確認、装置ドリフトへの対応設計、運用引き渡し
各ステップで使うツールと担当者は後段で詳述しますが、1サイクル回すごとに「次に試すべきパラメータ点」が確率的に出てくるのが、AIを使う実務フローの本質です。
プロセスウィンドウを規定する4軸

プロセスウィンドウは「広い/狭い」の一次元で語られがちですが、実務では4つの軸で測定します。
これを区別しないと、後段のDoE設計でも、ベイズ最適化のモデリングでも、正しい変数設定ができません。
| 軸 | 定義 | 測定の典型例 |
|---|---|---|
| プロセス変数 | 装置側で操作可能な独立変数 | リソグラフィーの露光量・フォーカス/蒸留塔の還流比・温度 |
| 許容範囲 | 製品仕様・歩留まり目標から逆算される変数の上下限 | CD(線幅)±5nm/純度95%以上 |
| 歩留まり感度 | 各変数を1単位動かしたときの歩留まり変化量 | 露光量1mJ/cm²の変動で歩留まり0.3%低下 |
| 装置ばらつき | 同一装置・複数装置間で生じる変数の自然ばらつき | チャンバー間の温度差±0.5℃/ロット間の塗布厚みばらつき2σ |
この4軸を一枚の表で揃えて初めて、「どのプロセス変数のどの範囲で、装置ばらつきを考慮しても歩留まり目標を満たせるか」が議論できる状態になります。逆に、装置ばらつきを定量化せずに「許容範囲」だけ議論すると、ラボでは通っても量産で歩留まりが落ちる典型パターンに落ちます。
プロセス変数(操作可能な独立変数)
プロセス変数は、装置側で運転員またはレシピで操作できる変数を指します。重要なのは「直接操作できる変数」と「結果として観測される変数」を区別することです。
たとえば半導体エッチングなら、操作変数は「ガス流量」「RFパワー」「圧力」「時間」など。観測変数は「エッチング深さ」「側壁角度」「均一性」など。プロセスウィンドウを議論する際は、操作変数の組み合わせ空間に対して、観測変数で定義された製品仕様を満たす領域を描きます。
操作変数の数が増えるほど、後段の探索コストが指数関数的に増えます。
1ロット20変数を扱うエッチング工程と、5変数で済むウェット洗浄では、必要な試行回数が桁違いです。スクリーニングの段階で「実は効いていない変数」を切り落とすことが、後段のベイズ最適化の効率を決めます。
許容範囲(仕様から逆算される上下限)
許容範囲は、製品仕様と歩留まり目標から逆算します。半導体のリソグラフィーであれば、最終チップが要求する線幅(CD)から、各レイヤーの露光プロセスにおける許容CD範囲が決まります。
ここでよく起きる失敗が、「上工程の許容範囲を、下工程と独立に決めてしまう」ことです。リソ工程のCDだけを単独で最適化しても、後段のエッチング工程で食われる量を考慮しなければ、最終CDが仕様外に落ちる。化学プラントでも同じで、蒸留塔の純度だけを上げても、後段の反応器の制約を満たさなければ意味がない。
許容範囲の設定は工程連鎖を通したロスバジェットとして行う必要があります。これはDoEやベイズ最適化の前の、品質工学の基本的な考え方です。
歩留まり感度(変数1単位あたりの歩留まり変化)

歩留まり感度は、各プロセス変数を1単位動かしたときに歩留まりがどれだけ変化するかを示します。これが「効く変数」と「効かない変数」を切り分ける尺度です。
実務では、過去ロットの操業データから感度を逆算するアプローチと、DoEで意図的に変数を振って測定するアプローチの両方を使います。過去データだけでは「変動が小さかった変数」の感度がわからないため、DoEで広く振った試作データが補完として必要になります。
ここで得た感度マップは、後段のベイズ最適化で**獲得関数(次にどこを試すか)**の重み付けに使えます。感度が高い変数を優先的に攻める、感度が低い変数は固定する、といった判断が機械的に組めるようになります。
装置ばらつき(自然ばらつきの定量化)

装置ばらつきは、ラボ実験で得たプロセスウィンドウが量産で機能するかを決定的に左右します。
同じ装置でもチャンバー間で温度に±0.5℃の差があり、同じレシピでもロット間で結果が2σばらつく。この自然ばらつきを考慮せずにラボ最適点を量産投入すると、ばらつきの裾が許容範囲を割って歩留まりが落ちます。
実務では、ばらつきを差し引いたうえで「中央値が許容範囲の中心」になるように運転点を選びます。これを「ロバスト最適化」と呼び、ベイズ最適化のなかでも近年研究が活発な領域です。装置ばらつきは月次・季節要因でも変動するため、運用フェーズで継続的に再測定が必要です。
DoEとベイズ最適化の選び分けと、実験設計の進め方

DoEとベイズ最適化は対立する手法ではなく、探索フェーズに応じた使い分けが実務の答えです。本セクションで、両者の前提・使い分け・実験設計のステップを整理します。
ベイズ統計の基本は本セクションでも前提知識として扱いますが、本記事ではプロセスウィンドウ探索に絞った実装の話に進みます。
DoE(古典的実験計画法)の前提と適用範囲
DoEは、因子効果のスクリーニングと応答曲面のモデリングの2段階で使います。

| 段階 | 手法 | 目的 |
|---|---|---|
| スクリーニング | 部分実施要因計画/Plackett-Burman | 多数の変数から「効く変数」を絞り込む |
| 応答曲面 | 中心複合計画(CCD)/Box-Behnken | 絞った変数で応答関数を2次式モデリング |
スクリーニング段階では、変数を「水準2」(高低2点)で振り、影響の大きい変数を統計的に抽出します。20変数のうち効くのが5〜7変数だったら、後段はその7変数だけ深掘ります。
応答曲面段階では、絞った変数を「水準3」以上で振り、非線形性(二乗項・交互作用項)を含めた2次モデルを当てます。最適点はこのモデル上で勾配を見て探します。
DoEが効くのは、変数が3〜10個程度で、応答関数が滑らかな場合です。変数が20個以上、応答が局所最適を多数持つ非線形関数の場合、DoEだけでは試行回数が爆発します。
ベイズ最適化の前提と適用範囲

ベイズ最適化は、「次にどこを試すべきか」を確率モデルで提案する手法です。中核となるのはガウス過程(Gaussian Process, GP)と獲得関数の組み合わせです。
ガウス過程は、過去の試行データから「変数空間のどこに最適点がありそうか」を確率分布で表現します。試行を重ねるほど不確実性が縮小し、最適点周辺の分布が鋭くなります。
獲得関数は、その分布をもとに「次に試すべき点」を選ぶ基準です。代表的な3つを並べると、次の通りです。
-
Expected Improvement (EI)
現在のベストより改善する期待値が最大の点を選ぶ。バランス型で多くのライブラリのデフォルト
-
Upper Confidence Bound (UCB)
予測平均+不確実性の上側信頼区間が最大の点を選ぶ。探索(未知領域の試行)寄り
-
Probability of Improvement (PI)
現在のベストを上回る確率が最大の点を選ぶ。探査が活発化しにくいが収束が早い
これらの獲得関数を使い、ガウス過程の事後分布から1試行ごとに次の試行点を機械的に決めます。ベイズ最適化が効くのは、変数が5〜30個程度で、1試行が高コストな場合です。半導体の試作ウェーハ、化学プラントのバッチ実験、電池の充放電サイクル試験は、まさにこのケースに当てはまります。
近年はMulti-fidelity BO(低コストな簡易シミュレーションと高コストな実機実験を組み合わせる手法)や、Constrained BO(制約条件付き最適化)の研究が活発で、半導体・素材分野での適用事例が論文ベースで2024〜2025年に増えています。
DoEで始めるべきケース・ベイズ最適化に進むべきケース
両者の使い分けは、次の判断軸で考えます。
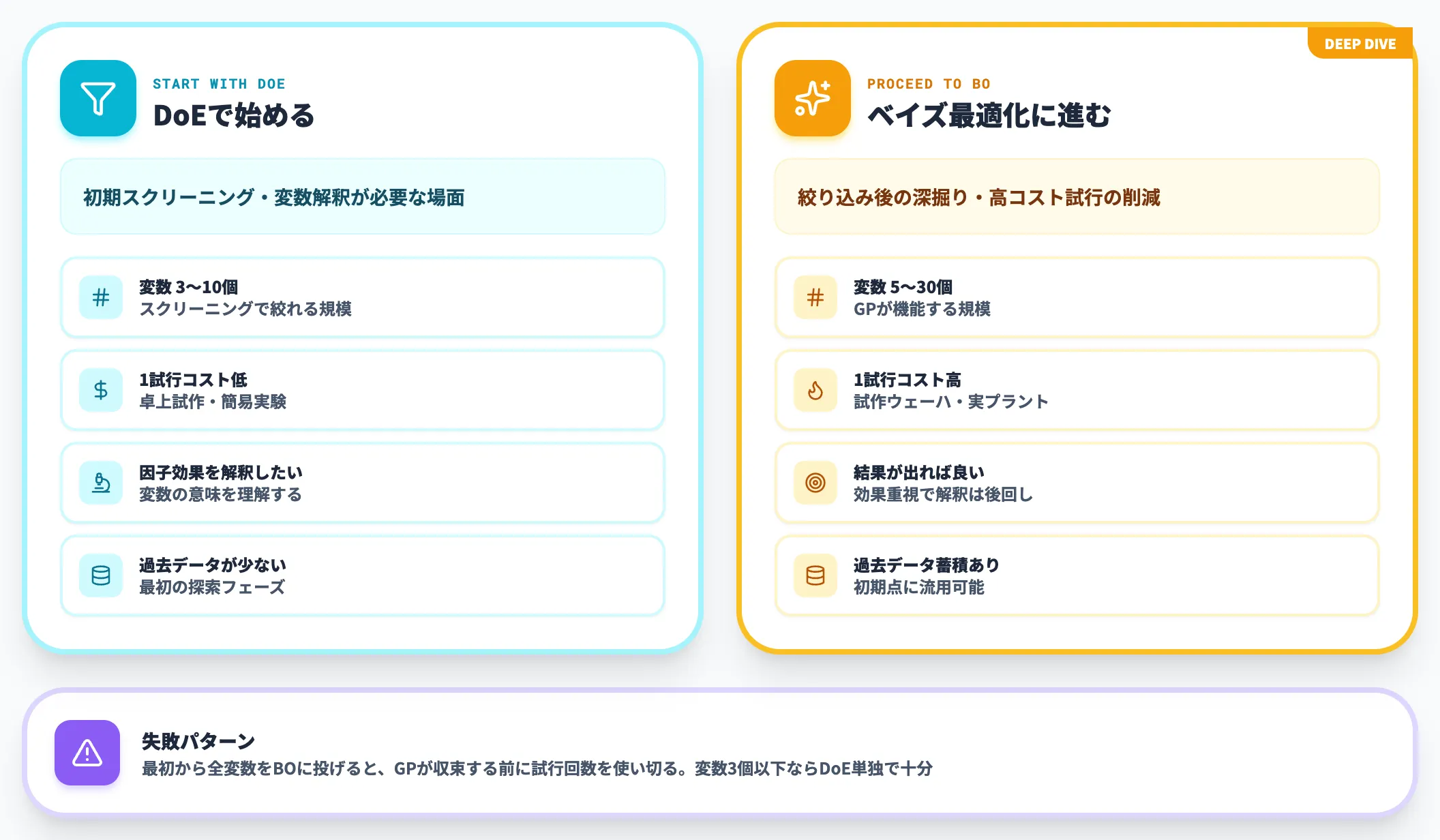
| 判断軸 | DoEで始める | ベイズ最適化に進む |
|---|---|---|
| 変数の数 | 3〜10個 | 5〜30個 |
| 1試行のコスト | 低(簡易実験・卓上試作) | 高(試作ウェーハ・実プラント・量産設備の占有) |
| 因子効果の把握 | 必要(変数の意味を解釈したい) | 不要でもよい(結果が出れば良い) |
| 探索の段階 | 初期スクリーニング | 絞り込み後の深掘り |
| 過去データの蓄積 | 少ない(最初の探索) | ある(過去ロット・過去実験データを初期点に使える) |
実務では「DoEで因子を絞ってからベイズ最適化で深掘る」ハイブリッドが第一候補です。最初から全変数をベイズ最適化に投げると、ガウス過程モデルが収束する前に試行回数を使い切る失敗パターンに落ちます。
逆に、変数が3個以下で応答が滑らかな場合、DoEだけで十分です。ベイズ最適化のオーバーヘッド(モデル構築・獲得関数最適化)が、得られる試行削減効果を上回ります。
実験設計5ステップ(DoE→ベイズ最適化のハイブリッド)

実際にプロセスウィンドウ探索を立ち上げる際の5ステップを整理します。
-
目標と制約の確定
歩留まり目標・許容仕様・1試行あたりの予算上限・探索期限を文書化します。後段のモデリングでの「目的関数」と「制約条件」になります
-
DoEでスクリーニング(数十回規模の試行)
変数を水準2で振り、効く変数(主効果が大きい変数)を統計的に抽出します。Minitab・JMP・Pythonライブラリ(PyDOE2)で実装します
-
絞った変数でベイズ最適化(さらに数十回規模の試行)
スクリーニングで残った5〜10変数をBoTorch/Axで探索します。初期点はDoEで取得した試行データから流用できます
-
モデル検証と感度分析
ベイズ最適化で得た最適点を、ガウス過程モデルの予測分布で検証します。装置ばらつきを乗せた予測区間が許容範囲内に収まるかを確認します
-
量産投入と再学習サイクルの設計
量産での実績データを毎週・毎月モデルに戻し、装置ドリフトに追従するよう再学習サイクルを組みます
このフローを1サイクル回すのに、業界・対象工程によって数週間〜数ヶ月単位の幅がかかるのが実務感覚です。
主要ツールの選び方(OSS/商用/既存装置・MES連携)

プロセスウィンドウ探索のツールは、OSS(PyTorch系)/商用統計ツール/半導体専用シミュレーション/検査・レビュー工程のAIプロセス制御の4系統に分かれます。
自社の人材・既存資産の状況で第一候補が変わります。
OSS系(BoTorch・Ax・GPyOpt)

OSSの第一候補は、Meta(旧Facebook)が開発を主導するBoTorchとAxです。
BoTorchはPyTorchベースのベイズ最適化フレームワークで、ガウス過程モデル(GPyTorch依存)と獲得関数を組み合わせて使います。2026年6月公開のv0.18.1時点で、Expected Improvement・Upper Confidence Boundなどの主要獲得関数、Multi-fidelity BO、Constrained BOに対応しています。
Axは同じくMeta製の「Adaptive Experimentation Platform」で、BoTorchを内部で使いつつ、実験管理(試行のスケジューリング・MySQL保存・A/Bテスト連携)まで含む上位レイヤーです。研究室レベルでの実験から、本番運用までスケールします。
GPyOptはSheffield大学が開発した古いライブラリで、シンプルなAPIで使えますが、メンテナンスが事実上停止しており、新規プロジェクトでの採用は推奨しません。「Pythonで簡単に試したい」場合はAx、「PyTorchを深くカスタマイズしたい」場合はBoTorchを直接、が現在の実務的な選び分けです。
OSSは無料ですが、運用コスト(モデルチューニング・ドキュメント整備・社内人材育成)が乗ります。データサイエンティスト1〜2名が常時関与できる体制が前提です。
商用統計ツール系(JMP・Minitab・Modde)

スクリーニングDoEを「現場のエンジニアが触る」前提なら、商用統計ツールが第一候補です。
JMP(SAS Institute)は半導体・化学・電池の各業界で広く使われており、DoEウィザード・応答曲面分析・カスタム設計に対応しています。Minitabは品質工学・タグチメソッドの教科書的なツールで、QC教育を通って入社した現場エンジニアにとって学習コストが低い特徴があります。
商用ツールもベイズ最適化機能を取り込んでおり、JMP Pro 19以降はBayesian Optimization機能を備えています。一方、BoTorch/AxはMulti-fidelity BOやConstrained BOなどの研究成果を柔軟に実装しやすい点で、開発寄りの使い分けに優位があります。
実務では「スクリーニング段階はJMP・Minitab、深掘り段階はBoTorch/Ax」と切り分けるパターンが効率的です。
半導体専用シミュレーション系(Coventor SEMulator3D PWO)

半導体プロセス専用では、Lam Research傘下のCoventorが提供するSEMulator3Dが代表的なツールです。
SEMulator3Dは半導体製造プロセスを3D仮想空間でシミュレーションする環境で、**Process Window Optimization (PWO)**という機能を内蔵しています。実機の試作ウェーハを回さずに、仮想空間でプロセスパラメータを振り、応答曲面と最適点を取得できる点が強みです。
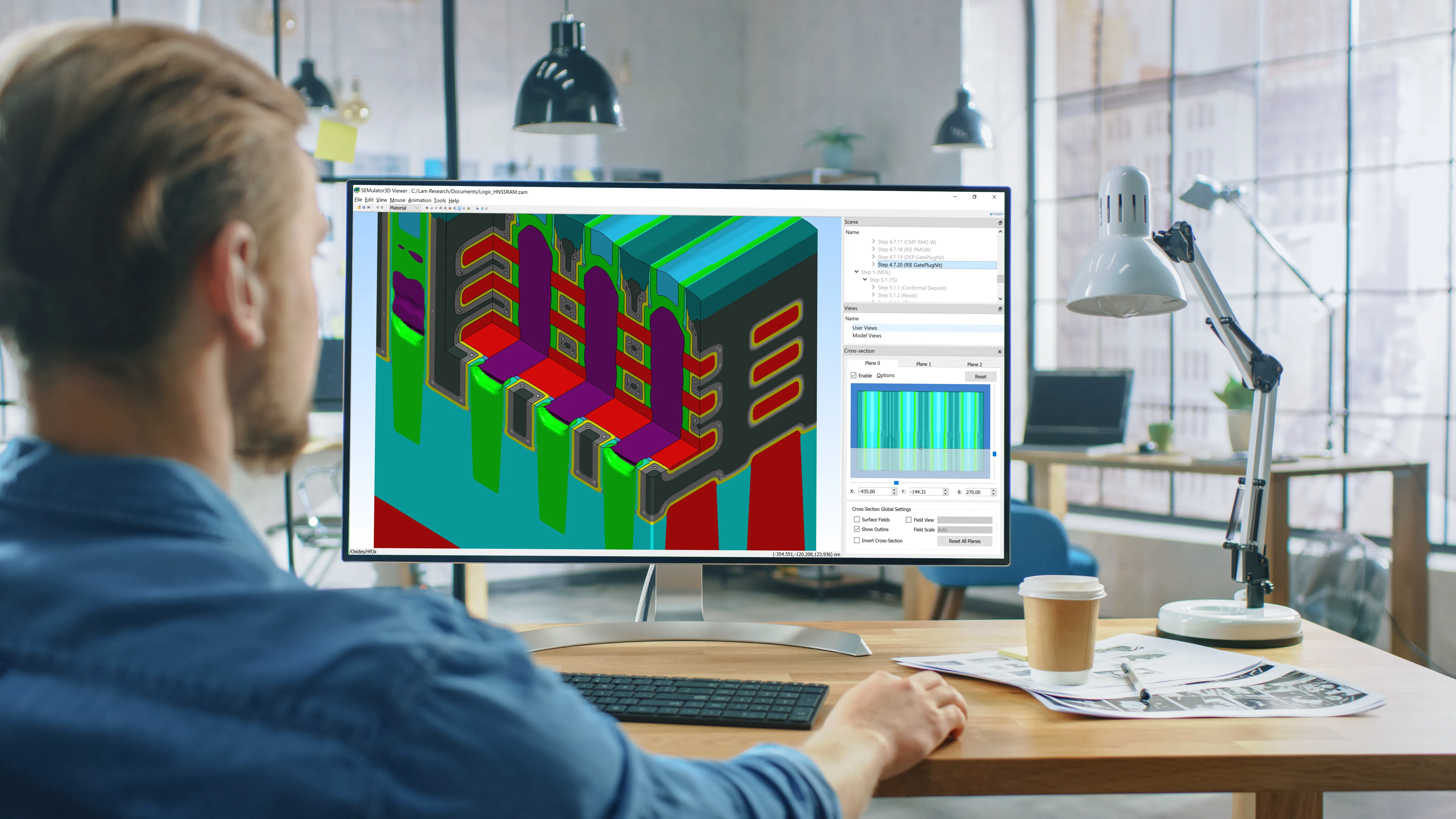
SEMulator3Dは半導体プロセスを3D仮想空間で再現し、Process Window Optimization (PWO)機能で仮想試作を回す(出典:Lam Research)
Coventor自身も仮想プロセスウィンドウ最適化に関する特許(US12423486B2など)を取得しており、半導体プロセス開発のコスト削減手段として2010年代から研究・実装が進んでいます。
価格は公開されておらず、詳細は個別問い合わせです。
検査・レビュー工程のAIプロセス制御(Applied Materials ExtractAI等)

FDC(Fault Detection and Classification)/APC(Advanced Process Control)は、半導体ファブで既に運用されている工程制御システムです。
プロセスウィンドウ探索の結果を「運用フェーズで維持する」仕組みとして既に組み込まれている前提があります。
Applied MaterialsはExtractAIなど、光学検査・eBeamレビュー工程のプロセス制御にAIを組み込む技術を2020年代から展開しています。ウェーハ検査データから歩留まり阻害欠陥とノイズを分離する技術で、プロセスウィンドウからの逸脱を早期検出する用途で使われます。
2026年6月にはDRAM・Advanced Packaging向けの新システムも発表され、AIチップ向け3Dアーキテクチャの製造への対応が進んでいます。検査・レビュー工程のAIプロセス制御は、プロセスウィンドウ探索の上流(設計)と下流(運用監視)をつなぐ役割で重要性が増しています。
OSSと商用ツールを選び分ける判断基準
ツール選定は次の3軸で判断します。
| 判断軸 | OSS(BoTorch/Ax)を選ぶ | 商用(JMP/Coventor/Applied)を選ぶ |
|---|---|---|
| 社内人材 | データサイエンティスト1〜2名が常時関与 | 現場エンジニアが主担当でDS外注は限定的 |
| 探索の規模 | 中規模(変数10〜30個・試行は数十〜数百回規模) | 大規模(変数50個以上)か超少数(変数3〜5個) |
| 業界専用性 | 汎用(化学・素材・電池) | 半導体専用(SEMulator3D)/品質工学標準(JMP/Minitab) |
実務での選択肢は、「JMP/Minitabでスクリーニング→BoTorch/Axで深掘り→SEMulator3D/Applied Materialsで運用」のリレーになることが多いです。各段階で得意分野が違うので、無理に1ツールで完結させようとせず、フェーズごとに切り替えるのが現実解です。
半導体プロセスへの適用(リソグラフィー・エッチング・FDC/APC)

半導体製造は、プロセスウィンドウ探索が最も先進的に取り入れられている領域です。次世代ノードへの移行ごとにプロセスマージンが狭くなり、従来の試作中心の探索ではコストとリードタイムが破綻するため、AIによる探索効率化が必須化しています。
半導体工場のAI活用では、歩留まり予測・FDC/ウェーハ検査の文脈を整理していますが、本セクションではプロセスウィンドウ探索に絞って各工程の適用パターンを見ます。
リソグラフィー(OPC・露光プロセス)

リソグラフィーでは、露光量とフォーカスの2次元プロセスウィンドウ(PWO: Process Window Optimization)が古典的な分析対象です。EUV世代では、マスク3D効果・ストキャスティック効果が加わり、ウィンドウが狭くなる傾向にあります。
OPC(Optical Proximity Correction)の最適化では、近年機械学習ベースの手法が研究・実装されています。マスクパターンの補正係数を、ガウス過程モデルとシミュレーションを組み合わせて最適化することで、試作・シミュレーション回数の削減を狙う研究が論文ベースで報告されています。
仮想PWOで得た知見は、露光・塗布/現像など周辺工程のレシピ検討に活用しうる位置づけです。
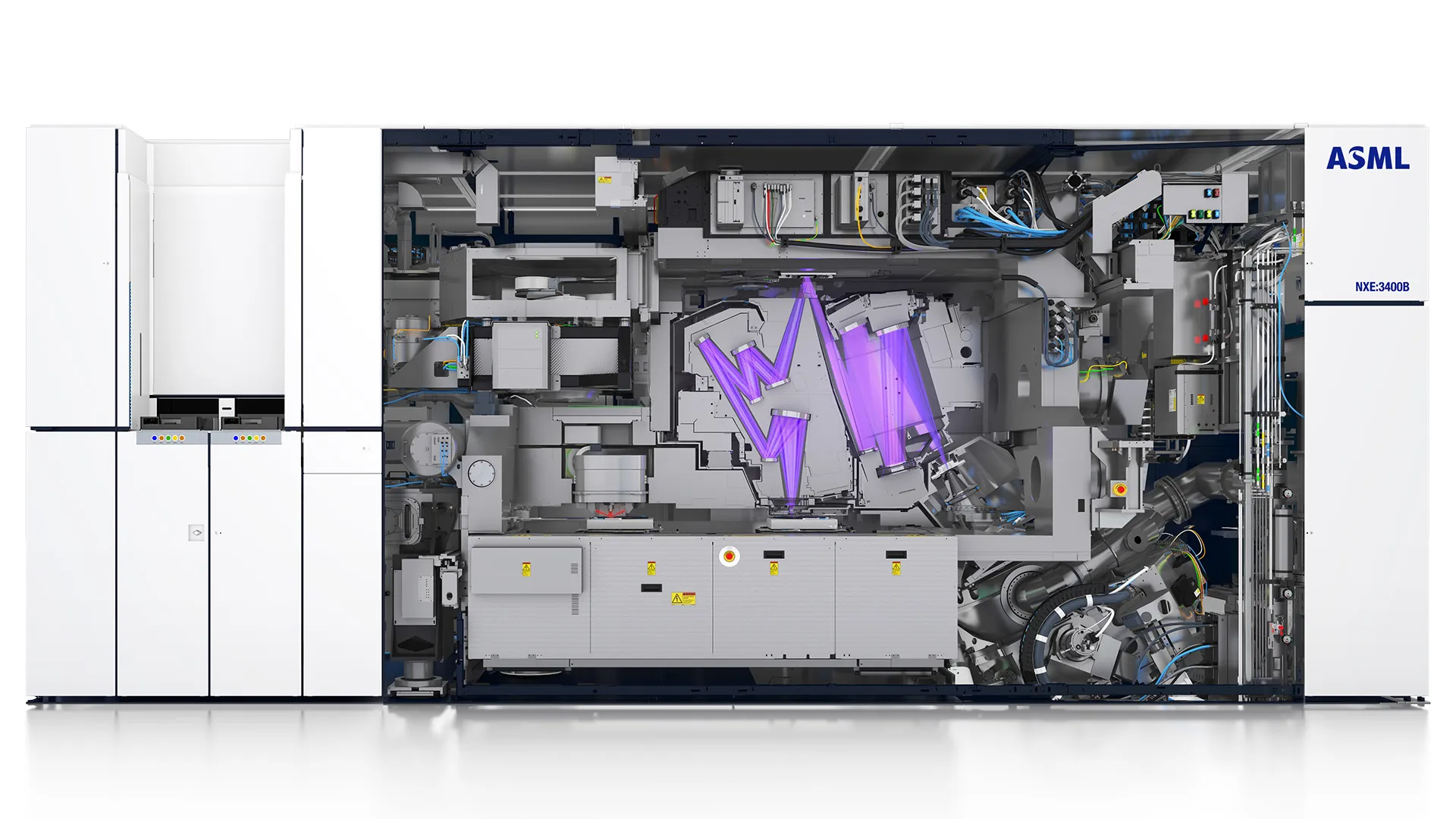
ASMLのEUV露光装置 NXE:3400B。紫色のEUV光路が装置内部に走る(出典:ASML)
エッチング(プラズマ・ガス制御)

エッチング工程は、ガス流量・RFパワー・圧力・時間・ウェーハ温度など10〜20変数を扱う多変量プロセスです。プロセスウィンドウは多次元の超平面となり、人手での解析は困難です。
ベイズ最適化の典型的な適用先で、Multi-fidelity BO(粗いシミュレーション→詳細シミュレーション→実機)のリレーで試作枚数を削減する研究が2024〜2025年に活発化しています。
arXiv 2511.23141では、レーザーダイシングプロセスのベイズ最適化による自動発見が報告されており、半導体加工工程でのBO適用例が広がっています。
FDC/APC(運用フェーズの工程制御)

FDC(Fault Detection and Classification)/APC(Advanced Process Control)は、量産フェーズでプロセスウィンドウからの逸脱を検出・補正する役割を担います。
設計フェーズで取得したプロセスウィンドウを「運用で維持する」のがFDC/APCの本質で、装置ドリフト・原材料ロット変動・チャンバー間ばらつきに自動で追従します。Applied MaterialsのExtractAIをはじめ、各装置メーカーが検査・レビュー工程のプロセス制御にAIを組み込む技術を提供しています。
プロセスウィンドウ探索の出力(最適点と感度マップ)を、FDC/APCの監視範囲・補正ロジックに渡すパイプラインが整備されているかが、量産フェーズでの安定運用の決め手です。
化学プラント・材料開発・医薬品製造への横展開と国内事例

プロセスウィンドウ探索は半導体以外にも広く展開されています。化学プラント・材料開発・医薬品製造それぞれで、業界固有の制約と適用パターンがあります。
本セクションでは国内事例を中心に、企業名・時期・出典・効果の確認範囲を明示しながら整理します。横河電機×ENEOSマテリアルのように定量効果まで公表されている事例もあれば、JSR×IBMのように共同研究発表の段階で定量効果が未公表の事例もあるため、本文では確認できる範囲に絞って記述します。
化学プラント:横河電機×ENEOSマテリアル FKDPP

横河電機とENEOSマテリアルは、2023年3月30日、強化学習AI「FKDPP(Factorial Kernel Dynamic Policy Programming)」を化学プラントの直接制御に世界初で正式採用したことを発表しました。
ENEOSマテリアル四日市事業所の蒸留塔で、従来は運転員が手動で制御していたバルブ操作を完全自動化。
約1年間のテスト運用で、留出物の品質と液面レベルを適切に保ち、排熱を最大限に利用する複雑な条件下で安定稼働を達成しました。

FKDPPが直接制御するENEOSマテリアル四日市事業所の蒸留塔(出典:横河電機)
定量効果として、蒸気使用量とCO2排出量を手動制御比で約40%削減しています。これは2022年1月17日〜2月21日の35日間連続自動稼働で確認され、その後の1年運用でも維持されました。FKDPPはこの実績で、第52回日本産業技術大賞 内閣総理大臣賞を受賞しています。
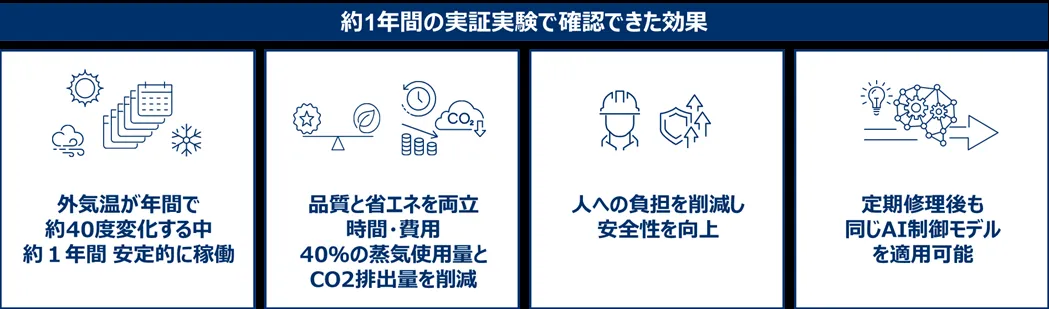
約1年間の実証実験で確認できた効果(蒸気・CO2 40%削減等/出典:横河電機)
FKDPPの本質は、蒸留塔の品質・液面レベル・排熱利用など複数条件を満たす運転点を、強化学習AIが運転中に自律制御する点です。
古典的なベイズ最適化が「最適点を探索する」のに対し、FKDPPは「変動する環境下で運転点を動的に更新する」アプローチを採ります。両者は補完関係です。
半導体材料:JSR×IBM Materials Innovation

JSRとIBMは、2025年11月4日、半導体材料開発の加速を目的としたAI共同研究を発表しました。
共同研究の中心は、材料開発に特化した基盤モデルの拡張と、生成AIによるデータ活用基盤の整備です。
JSRはArFフォトレジスト等の半導体材料で世界トップシェアの企業で、IBMとは四半世紀にわたり協業を継続しています。
具体的なプロセスウィンドウ探索の手法は公式発表時点では詳細未公開ですが、マテリアルズインフォマティクス(MI)における候補化合物の生成・スクリーニングをAIで加速し、後段の実験計画にベイズ最適化を組み合わせる形は代表的な実装パターンの一つです。
JSRは2024年4月にJIC(産業革新投資機構)による約9,000億円規模のTOBが成立して上場廃止、同年12月にJICC-02と合併済みで、長期投資による研究開発加速の文脈もこの共同研究の背景にあります。
材料開発:村田製作所のMI事例
材料開発では、組成・添加剤比率・焼成温度など多変数のプロセスウィンドウを扱います。NTTデータ数理システムの解説では、村田製作所がベイズ最適化を材料探索に応用し、社内人材育成も含めてMIに取り組んでいる事例が紹介されています。
材料開発は組成空間が広く、1試行あたりのコストも重いため、ベイズ最適化の試行削減効果が現場のリードタイム短縮に直接効きます。電子部品材料など隣接領域への展開も同じ枠組みで進んでいます。
医薬品製造:GMP対応とPATの組み合わせ

医薬品製造(特に錠剤・原薬合成)では、FDAのPATガイダンスに基づき、PATとDoEを組み合わせてプロセス理解やDesign Space設定を進める実務が広がっています。
ベイズ最適化は、その発展的な探索手法として位置付けられます。
GMP対応下では「探索結果のトレーサビリティ」と「モデル変更時の再バリデーション」が重い負担となるため、半導体・化学プラントとは別のオペレーションが必要です。プロセスウィンドウの広さは「Design Space」として規制当局に申請するため、探索の方法論自体が監査対象になる点が特徴です。
導入で詰まる論点

プロセスウィンドウ探索をDoE・ベイズ最適化で進めるPoCを立ち上げる場面で、つまずきやすい3つの論点を整理します。事前に押さえておけば、PoCで「やってみたが効果が出なかった」という結末を避けられます。
ベイズ最適化が効きやすい条件・効きにくいケース
ベイズ最適化が効くのは、次の条件が揃った場合です。
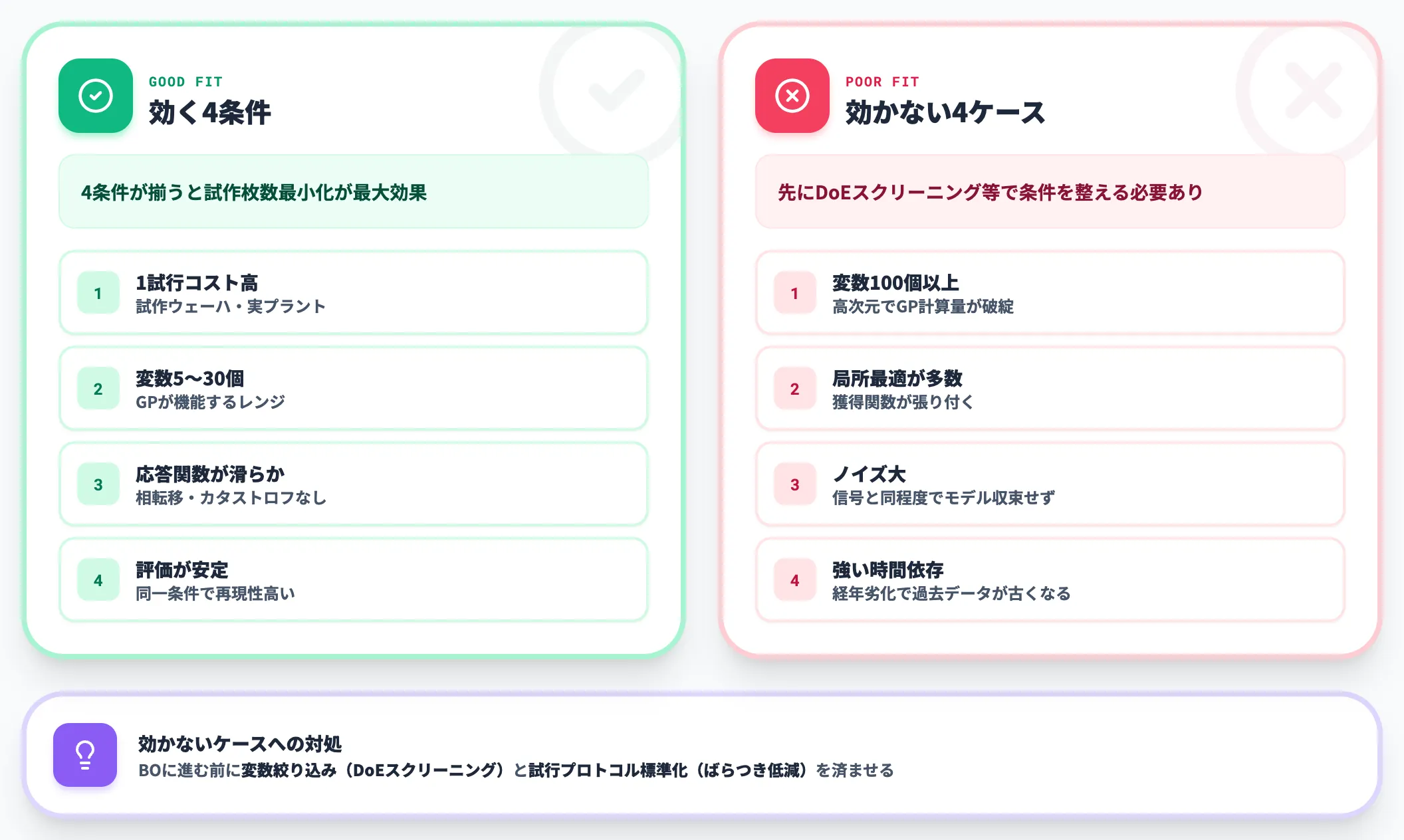
- 1試行のコストが高い(試作ウェーハ・実プラント・電池セル製造)
- 変数の数が5〜30個程度(少なすぎるとDoEで十分、多すぎるとガウス過程が破綻)
- 応答関数が滑らか(不連続な相転移・カタストロフ的挙動は苦手)
- 目的関数の評価が安定(同じパラメータで毎回違う結果が出ると収束しない)
逆に、効きにくいのは次のケースです。
- 変数が100個以上:高次元ではガウス過程の計算量と精度が両方落ちる
- 応答関数が局所最適を多数持つ:獲得関数が局所解に張り付く
- 試行のばらつきが大きい(センサーノイズが信号と同程度):モデルが収束しない
- 試行に強い時間依存がある(装置の経年劣化が試行ごとに進む):過去データが古くなる
効きにくいケースに該当する場合は、ベイズ最適化に進む前に**変数の絞り込み(DoEスクリーニング)と試行プロトコルの標準化(ばらつき低減)**を済ませる必要があります。
PoC前に確認すべきデータ・装置・評価指標
PoC着手前に、次のチェックリストを社内合意します。チェックが通らない項目があれば、PoCの設計を見直すか、別のテーマに切り替えます。
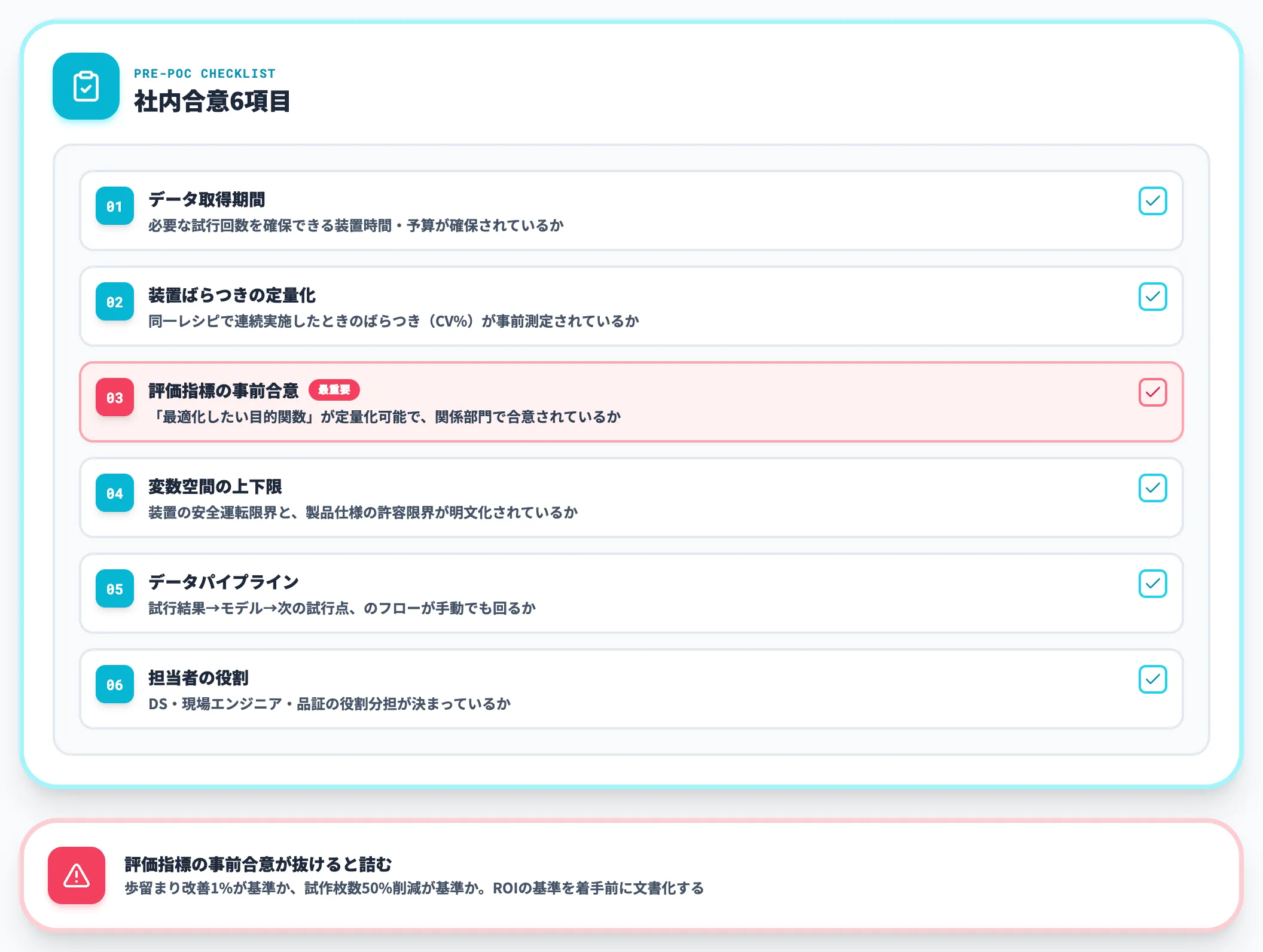
| 項目 | 確認内容 |
|---|---|
| データ取得期間 | 必要な試行回数を確保できる装置時間・予算が確保されているか |
| 装置ばらつきの定量化 | 同一レシピで連続実施したときのばらつき(CV%)が事前測定されているか |
| 評価指標の事前合意 | 「最適化したい目的関数」が定量化可能で、関係部門で合意されているか |
| 変数空間の上下限 | 装置の安全運転限界と、製品仕様の許容限界が明文化されているか |
| データパイプライン | 試行結果→モデル→次の試行点、のフローが手動でも回るか |
| 担当者の役割 | データサイエンティスト・現場エンジニア・品証の役割分担が決まっているか |
特に「評価指標の事前合意」が抜けると、PoCの結果が出ても「これで成功か失敗か誰も判断できない」状態に陥ります。歩留まり改善1%が達成基準なのか、試作枚数50%削減が基準なのか、ROIの基準を着手前に文書化します。
本番化で失敗しやすいポイント
PoCで好結果が出ても、本番化フェーズで詰まるパターンがあります。代表的な3つを挙げます。

-
装置ドリフトへの対応設計が抜ける
PoCの数ヶ月は装置が安定していたが、本番運用で半年・1年経つと装置が経年劣化して最適点がずれる。月次・四半期で再学習するサイクル設計が必要
-
モデル過学習が顕在化する
PoC期間中は試行データに過剰適合し、本番の新条件下で予測精度が落ちる。ガウス過程のハイパーパラメータ(lengthscale等)を試行データに対して保守的に設定し、検証データで予測区間を確認する
-
運用体制の引き継ぎが進まない
データサイエンティストが主導していたPoCを、運用部門に引き渡すフェーズで詳細が伝わらず、結局PoC担当者がずっと面倒を見る形になる。運用ドキュメント・モニタリングダッシュボード・障害時の連絡フローを本番化前に整備する
これら3点は、半導体・化学プラント・電池製造のいずれの業界でも共通する詰まりポイントです。導入初期から運用フェーズまで想定した体制設計が、PoC設計と同じくらい重要です。
歩留まり改善をAIで進めるでは、運用フェーズで起きる典型的な詰まりとAI原因分析の組み合わせを詳しく扱っています。
プロセス最適化の成果を量産の日常運用に載せるなら
DoE・ベイズ最適化で得たプロセスウィンドウは、量産フェーズで装置ドリフトや原材料変動と戦い続けるなかで維持する必要があります。設計段階の最適点を、装置ログ・検査データ・作業指示のフローにどう接続するか——ここが「PoCで止まる」か「量産で効かせる」かの分岐点になります。
ここで効いてくるのが、自社Azureテナント内で動くエンタープライズAIエージェント基盤 AI Agent Hub です。SAP・Salesforce・SharePointなど既存の業務システムとつないだうえで、装置ログや検査結果をTeams上で受け取り、Human-in-the-Loopで判断を挟みながら現場に落とすための実行基盤を提供します。
-
装置ログ・検査データを基幹システムへ自動連携
AI-OCR Agent・自動入力Agentが試作条件や検査結果を基幹システムやSharePointへ登録し、次サイクルの分析データを人手を介さず整えます。
-
Teams経由でHuman-in-the-Loopの承認フローを組む
装置ドリフトやプロセス逸脱の兆候をTeamsチャットで通知し、現場担当が承認・差し戻しをしたうえで運転パラメータの変更や再学習を反映できます。
-
データは100%自社テナント内で完結
Azure Managed Applicationsとして自社テナント内で動作するため、装置ログや検査データが外部SaaSに出ることはありません。
AI総合研究所の専任チームが、プロセス最適化のPoCから量産運用の接続設計まで、Microsoft MVP / Solution Partner認定の実績をもとに伴走支援します。製造業向けAIソリューションのLPで、自社の工程にどう組み込めるかの具体例をご確認ください。
プロセス最適化を量産の運用に接続する

DoEやベイズ最適化で得た最適点を現場に落とす基盤
DoEやベイズ最適化で得たプロセスウィンドウを量産フェーズで維持するには、装置ログや検査データを基幹システムやTeamsに接続する運用基盤が必要です。AI Agent HubはAI-OCR Agent・自動入力Agent・設計製図Agentなどを組み合わせ、探索結果を現場のオペレーションにつなげる自社テナント内のAI基盤を提供します。
まとめ
プロセスウィンドウは、製造業の歩留まりとコスト構造を決定づける中核指標です。DoEとベイズ最適化は対立する手法ではなく、「DoEで因子を絞り、ベイズ最適化で深掘る」ハイブリッドが2026年時点の実務的な第一候補です。
ツール選定は、OSS(BoTorch・Ax)・商用統計(JMP・Minitab)・半導体専用(Coventor SEMulator3D PWO)・検査・レビュー工程のAIプロセス制御(Applied Materials ExtractAI)を、社内人材と探索フェーズに応じてリレーで使う形が現実解になります。
国内事例では、横河電機×ENEOSマテリアルのFKDPPが化学プラントの直接制御で世界初の正式採用に到達し、蒸気使用量とCO2排出量を40%削減しています。JSR×IBM Materials Innovationは半導体材料分野で四半世紀の協業をAI時代に拡張する取り組みで、村田製作所のMI事例と合わせて、業界横展開が進んでいます。
導入で詰まるのは、ベイズ最適化が効かないテーマでの無理な適用、PoC前の評価指標の合意不足、本番化フェーズでの装置ドリフト対応設計の欠落、の3点が代表的です。PoC設計と同じ重みで本番化フェーズを設計することが、成功の決め手になります。