この記事のポイント
 MESは「現場のリアルタイム実行層」を担う基盤であり、ERPの下位・PLMの下流に位置づける設計で初めて投資効果が出る(単体導入ではROIが見えにくい)
MESは「現場のリアルタイム実行層」を担う基盤であり、ERPの下位・PLMの下流に位置づける設計で初めて投資効果が出る(単体導入ではROIが見えにくい)- 2026年はSiemens・SAP・Rockwellの各社がMES関連製品群に生成AI/AIコパイロット組込み開始(製品例:Opcenter等)
- MES導入費用は小規模数百万円・中堅1ライン1,000万円〜・大規模数千万〜数億円と幅広い、SaaS型と統合型でTCO構造が根本的に異なる
- PoCは「1工程×1製品」からデータ収集と現場定着を検証し、OEE・直行率・トレーサビリティの3指標で効果を測ると経営説明に乗せやすい
- MES単独運用は避け、ERP(上流)・PLM(製品)・IoT/設備(下流)と接続する前提設計が、データ基盤の本来の価値を引き出す条件

Microsoft MVP・AIパートナー。LinkX Japan株式会社 代表取締役。東京工業大学大学院にて自然言語処理・金融工学を研究。NHK放送技術研究所でAI・ブロックチェーンの研究開発に従事し、国際学会・ジャーナルでの発表多数。経営情報学会 優秀賞受賞。シンガポールでWeb3企業を創業後、現在は企業向けAI導入・DX推進を支援。
MES(製造実行システム/Manufacturing Execution System)とは、生産現場の工程・作業・設備・品質・実績を、リアルタイムに監視・記録・指示するシステムです。
ISA-95モデルで言えば、ERP(レベル4)と制御システム(レベル1-2)の間を埋める「レベル3」に位置する現場基盤であり、経営計画と現場オペレーションをつなぐ役割を担います。
本記事では、2026年4月時点の最新情報をもとに、MESの基本機能・ERP/PLM/PDM/生産管理システムとの違い・主要製品比較・2026年のAI動向・導入ステップ・費用相場までを体系的に整理します。
あわせて、SAP Digital Manufacturing(旧称 Digital Manufacturing Cloud/DMC)・Siemens Industrial Copilot/Opcenter・Rockwell FactoryTalkなど主要ベンダーのAI統合の動きと、日本の製造業がMES投資をどう設計すべきかまで解説します。
目次
主要MES製品徹底比較:SAP Digital Manufacturing/Siemens Opcenter/Rockwell FactoryTalk/国内パッケージ
SAP Digital Manufacturing のポジション
Siemens Opcenter Executionのポジション
Rockwell FactoryTalk ProductionCentreのポジション
MESの2026年最新動向:生成AI/AIコパイロット活用とデータ基盤化
MES(製造実行システム)とは?
MES(Manufacturing Execution System/製造実行システム)とは、生産現場における工程の進捗、作業指示、設備稼働、品質データ、作業実績を、リアルタイムに監視・記録・制御するシステムです。SAPの公式解説では、MESは「原材料から最終製品までの製造プロセスを監視・追跡・文書化・管理する包括的な動的ソフトウェア」と定義されており、ERPと制御システムの間を埋めるレイヤーとして位置づけられます。
この節では、MESの定義と、現場と経営をつなぐ基盤としての役割、そして2026年時点で改めて注目されている背景を整理します。

MESの定義とISA-95における位置づけ
MESを理解する上で欠かせないのが、製造業の情報システムを階層化した国際標準「ISA-95」です。ISA-95はレベル0(物理プロセス)からレベル4(ビジネス計画・ロジスティクス=ERP)までの5階層で企業システムを整理しており、MESはこのうち**レベル3(製造作業管理)**に位置づけられます。
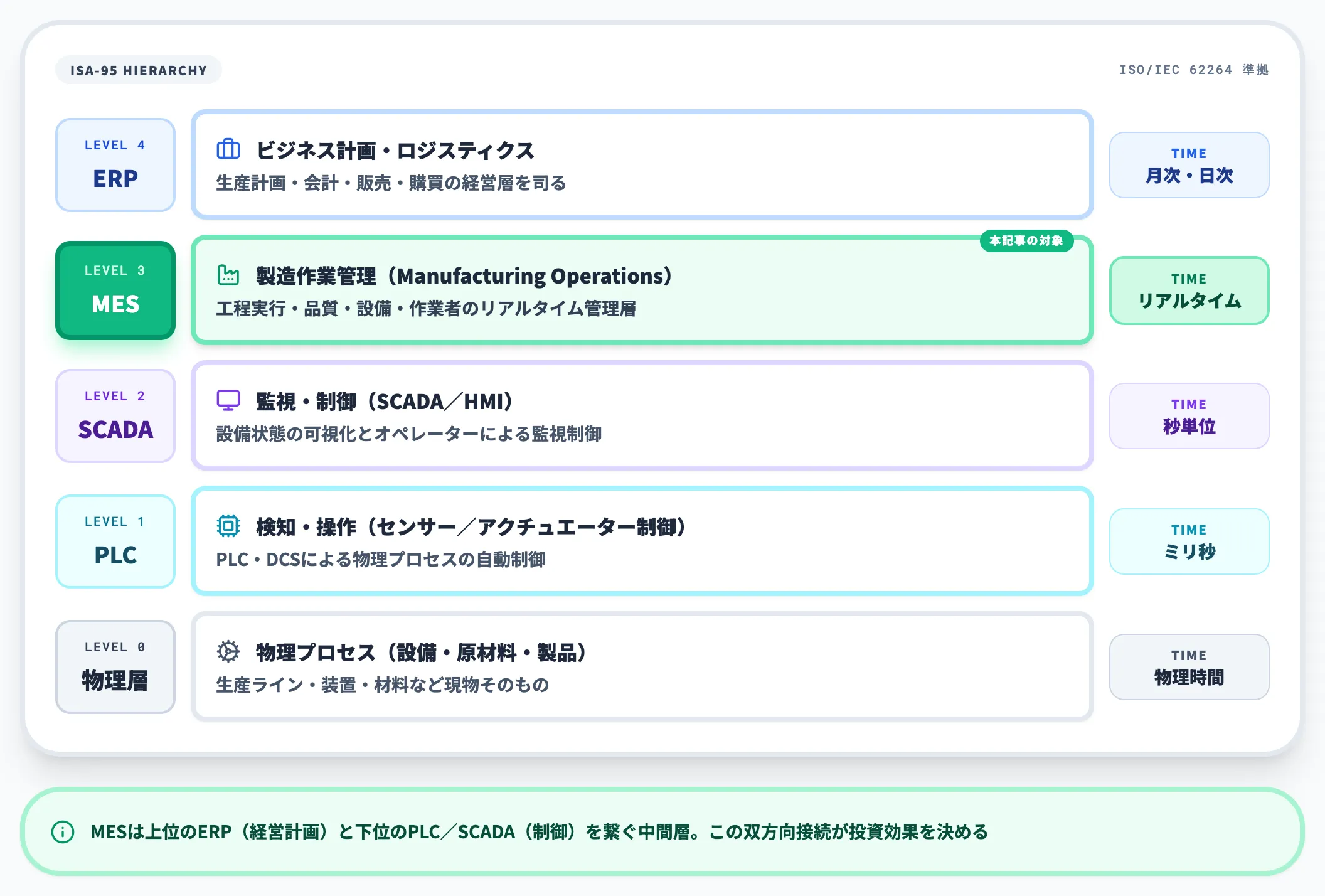
つまりMESは、ERPが決めた「何を・いつ・どれだけ作るか」という計画を、現場の工程・設備・人に展開し、「実際に何がどこまで進み、どこで止まり、どんな品質で仕上がったか」を逆に吸い上げて経営に返す、双方向の情報パイプの役割を担います。レベル4のERPと、レベル1〜2のPLC・SCADAの間を埋めることが、MESの本質的な存在理由です。
なぜ今MESが重要視されているのか
MESの概念自体は1990年代から存在しますが、2026年時点で経営・現場双方から改めて注目されている背景には、製造業を取り巻く4つの構造変化があります。

-
多品種少量生産・マスカスタマイゼーションへの対応
顧客ニーズの多様化と短納期化で、同じラインで日に何度も切り替えが発生する状況が常態化し、紙やExcelでの実績収集では追いつかなくなっています。
-
カーボンニュートラル・サステナビリティ対応
製品別・工程別のエネルギー消費やCO2排出量を、製造実績と紐づけて収集・開示する責任が高まっており、MESがその計測基盤として期待されています。
-
生成AI・AIコパイロット活用がMES本体や周辺製品に広がる
2026年はSiemensがCES 2026で Opcenter を含む Industrial Copilot 展開を発表、SAPは Digital Manufacturing に Joule や AI-guided KPIs and analytics を組み込み、Rockwellは FactoryTalk Design Studio の設計領域で生成AIコパイロットを段階的に拡充しています。適用範囲や統合深度はベンダーごとに差があり、MESに蓄積された現場データをAI活用の起点として扱う動きが広がり始めた段階と捉えるのが実態に近い見方です。
-
経営と現場のリアルタイム接続要求
為替・原材料価格・サプライチェーン障害などの経営変動を、現場の生産計画に素早く反映する必要性が高まっており、MESがその情報伝達のハブになっています。
この4つの変化は、「現場を可視化する便利なシステム」というMESの従来像を超え、「経営と現場をリアルタイムにつなぐデータ基盤」という新しいポジショニングを生み出しています。つまりMESは、製造業DXの中核インフラとして再定義されつつある、と理解するのが実態に近いです。

---
MESの主要機能(MESA定義11機能)
MESの機能範囲は、米国の業界団体MESA International(Manufacturing Enterprise Solutions Association)によって11機能として整理されています。この節では、MESAの11機能を現場視点で再整理し、投資効果の見えやすさの違いを解説します。

MESA 11機能マップ
MESAが定義するMESの11機能を、現場業務への効き方で並べ替えると次の表のようになります。この表は、自社の現場課題がどの機能で解けるかを最初に突き合わせるための「見取り図」として活用してください。

| 機能カテゴリ | 主な内容 | 解決する現場課題 |
|---|---|---|
| データ収集 | 設備・作業者・工程からの実績自動収集 | 紙・Excelでの記録遅延と転記ミス |
| プロセス管理 | 工程進捗のリアルタイム可視化と意思決定支援 | ライン停止や遅延の発見遅れ |
| 製品追跡・体系管理 | 仕掛品の所在・工程・ロット単位トレーサビリティ | 出荷後の不具合原因分析に時間がかかる |
| 製品品質管理 | 工程内検査データの自動記録・分析 | 手書き検査票からの集計作業負荷 |
| 作業スケジューリング | 受注・負荷に基づく詳細スケジュール立案 | 設備・人員の平準化ができない |
| 作業手配・製造指示 | 現場への投入指示と段取り情報の電子化 | 指示書の紙配布・差し戻し |
| 作業者管理 | 作業者のスキル・資格・工程割当管理 | 属人化したアサイン判断 |
| 生産資源の配分と監視 | 装置・治具・原材料の配分管理 | 部材欠品・治具見つからず停止 |
| 設備保全管理 | 定期保全・予防保全スケジュール | 突発停止による歩留まり悪化 |
| 仕様・文書管理 | 作業指示書・図面・SOPの電子配布 | 最新版反映漏れ・作業品質のばらつき |
| 実績分析 | 計画と実績の差異分析・KPIレポート | 経営への報告工数と遅延 |
この11機能のうち、導入効果が最初に見えやすいのは「データ収集」「プロセス管理」「製品追跡」の3つです。紙やExcelで行っていた実績記録がリアルタイム化するだけで、ライン可視化と原因分析のスピードが変わるため、現場の納得感を得やすい領域です。一方、「作業スケジューリング」「作業者管理」は、既存の業務プロセスとのすり合わせが必要で、機能を入れても運用が定着しないリスクがあるため、後段で取り組むのが現実的です。
MESを支える3層のデータ構造
MESが機能するには、(1) 設備・IoTから吸い上がる現場データ、(2) MES内で管理される工程・作業者・品質データ、(3) ERP/PLMから降りてくる計画・製品マスターデータ、の3層が連動している必要があります。
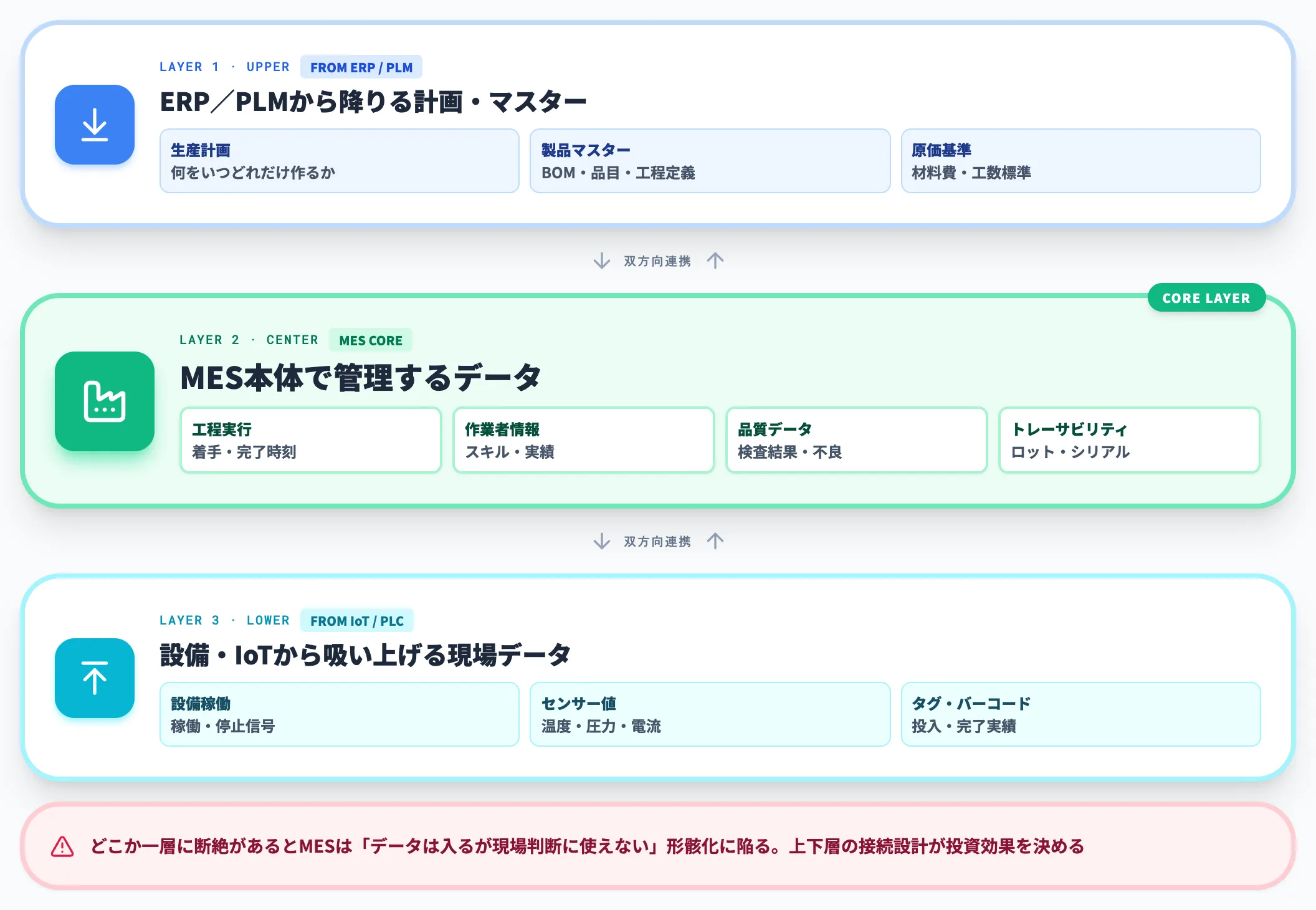
この3層のどこかに断絶があると、MESは「データは入るが、現場判断に使えない」という形骸化を起こします。
多くの導入失敗事例では、設備データの取り込み(レベル1-2からの接続)が不十分か、逆にERPからの製品マスター連携(レベル4との接続)が未整備のまま、MES単体を入れたことに原因があります。MESは中間層である以上、上下の層との接続設計が投資効果を決めると考えておく必要があります。
MESとERP・PLM・PDM・生産管理システムの違い
MESを検討する際に最初に整理すべきなのが、ERP・PLM・PDM・生産管理システムとの境界です。機能的に重なる部分も多く、どこをMESでカバーし、どこから別システムに委ねるかで、後の運用負荷が大きく変わります。

5システムの役割と対象データ
MES・ERP・PLM・PDM・生産管理システムの関係を、対象データと時間軸で整理すると次の表のようになります。この表は、上から下に向かってデータの抽象度が下がり、時間粒度が細かくなる構造になっています。
| システム | 主な管理対象 | 主な利用部門 | 時間粒度 | ISA-95レベル |
|---|---|---|---|---|
| ERP | 会計・販売・在庫・購買・人事 | 経営・経理・購買 | 月次・日次 | レベル4 |
| PLM | 製品ライフサイクル全体の情報 | 企画・設計・生産・サービス | 企画〜廃棄 | 参照基盤 |
| PDM | CADデータ・設計BOM | 設計 | 設計フェーズ | 参照基盤 |
| 生産管理システム(日本型) | 受注・計画・購買・原価 | 生産管理・経理 | 日次〜週次 | レベル3.5〜4 |
| MES | 工程実行・実績・品質・設備 | 生産現場・品質 | リアルタイム | レベル3 |
この5システムは、時間粒度の違いで役割が分かれているのが実務上のポイントです。ERPは月次・日次で資源を回し、生産管理システムは週次・日次で計画を詳細化し、MESは分・秒単位で現場を実行し、PLM/PDMは時間軸を超えた製品情報の正を保持する、という整理です。
日本の「生産管理システム」とMESの重複
日本の製造業でよく使われる「生産管理システム」は、機能範囲がERPの一部とMESの一部を横断的にカバーしているため、グローバルのMES定義と重なる部分が多いのが実情です。
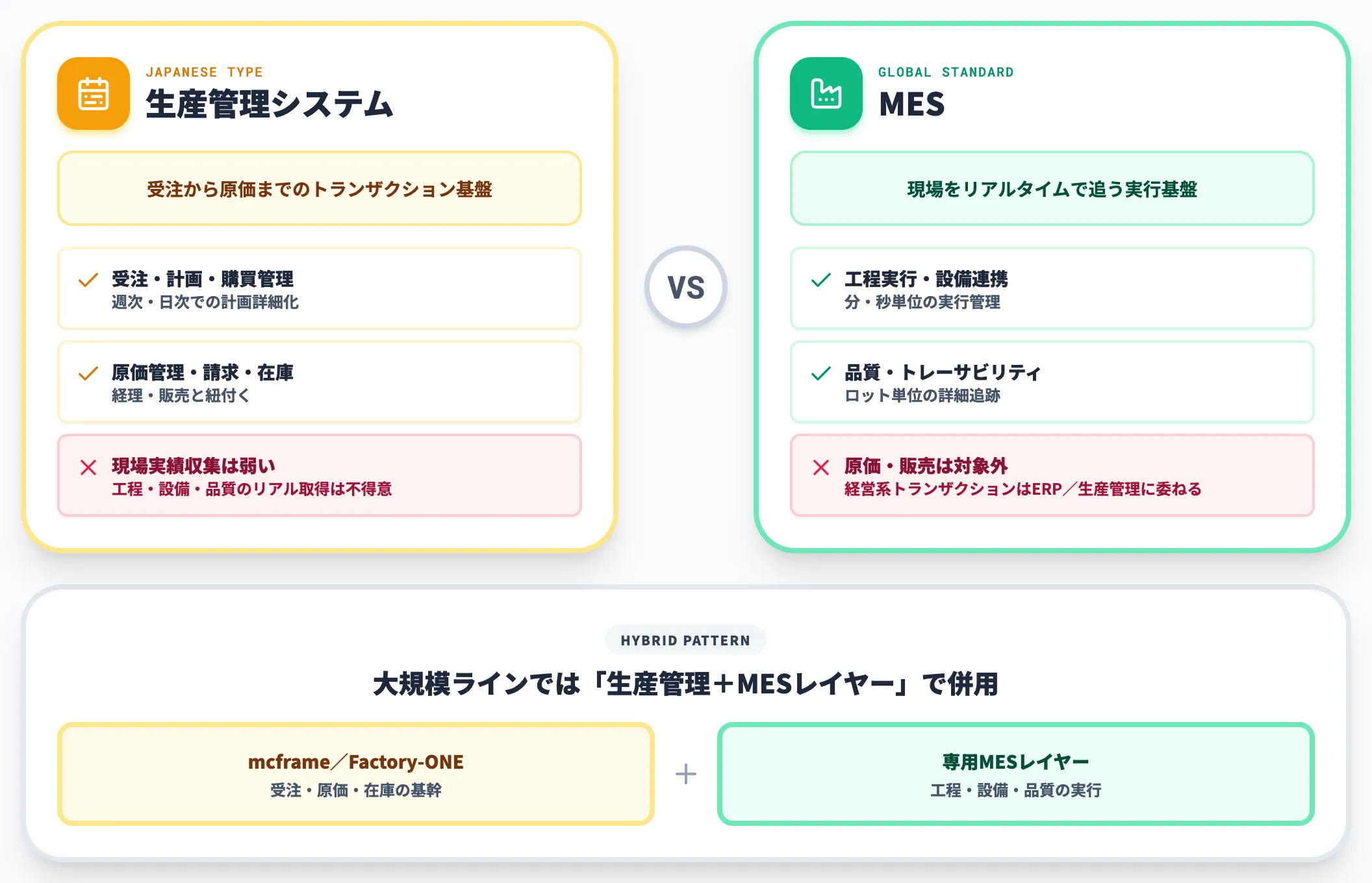
具体的には、日本型生産管理システムは受注・計画・購買・原価管理に重点を置き、現場実績の収集は弱いケースが多く、MES領域(工程実行・品質・設備)を別システムで補うパターンが主流です。
実務上の判断軸としては、「受注から原価までのトランザクションを回したい」なら生産管理システム、「工程・設備・品質をリアルタイムで追いたい」ならMES、というすみ分けになります。両方が必要な大規模ラインでは、mcframeやFactory-ONEのような国内パッケージに、専用のMESレイヤーを組み合わせる構成が取られることが多くなっています。
ケース別の使い分け
どのシステムから整備すべきかは、企業の規模・製品構造・既存システムの状況によって変わります。実務上のケース別の判断軸を整理すると次のようになります。

-
現場の実績収集が紙・Excel中心で、リアルタイム可視化が主課題の場合
まずMESのデータ収集・プロセス管理機能から整備するのが最短ルートです。
-
ERPは既に入っているが、製造現場の実績がERPに正確に返ってこない場合
MESをERPと接続し、双方向連携を前提に導入する設計が必要になります。
-
設計変更が現場に伝わらず、古い図面で生産してしまう問題がある場合
PLM/PDMとMESの連携を含めた設計が必要で、MES単体では解決しきれません。
-
既存の生産管理システムで計画は回っているが、工程・品質の粒度が足りない場合
生産管理システムをベースに、MESレイヤーを重ねる段階導入が現実的です。
この4つのケースから読み取れるのは、MESの導入判断は「機能の多さ」ではなく「既存システム資産と、解きたい現場課題のレイヤー」で決めるべきだ、ということです。PLM導入ガイドやPDM活用ガイドと併せて読むと、製造業基幹システム全体の中でのMESの位置づけが見えてきます。
主要MES製品徹底比較:SAP Digital Manufacturing/Siemens Opcenter/Rockwell FactoryTalk/国内パッケージ
MES市場は、グローバルのハイエンド3製品と、国内の中堅向けパッケージに分かれます。この節では、2026年4月時点で公開されている情報をもとに、主要製品の特徴を整理します。

グローバルMES3製品の比較
主要なグローバルMES製品を、強みと導入スタイルで整理すると次の表のようになります。各製品の詳細はこの表の直後で個別に紹介するため、まず全体像を眺めてください。
| 製品 | 提供元 | 代表的な強み | 導入形態 | 2026年のAI/関連動向 |
|---|---|---|---|---|
| SAP Digital Manufacturing(旧称 DMC) | SAP | SAP ERPとの親和性、クラウドネイティブ | SaaS中心 | AI-guided KPIs and analytics、Joule Conversational Search |
| Opcenter Execution | Siemens | PLM/オートメーションとの一体化 | オンプレ/クラウド | Opcenter Copilot/Industrial Copilot(CES 2026発表) |
| FactoryTalk ProductionCentre | Rockwell Automation | 制御システムとの親和性、離散系製造に強い | オンプレ/ハイブリッド | 設計領域で FactoryTalk Design Studio Copilot(生成AIによるPLCコード支援)が進展 |
この3製品は、同じ「MES」でもターゲット像と出自が異なります。SAP Digital ManufacturingはERP強度を前面に出した「経営連携型MES」、Siemens OpcenterはPLM・オートメーション含めた「製造業ポートフォリオ型MES」、Rockwell FactoryTalkはPLC・制御システム起点の「制御連動型MES」という棲み分けになります。
SAP Digital Manufacturing のポジション
SAP Digital Manufacturing(2023年に SAP Digital Manufacturing Cloud/DMC から改称)は、SAP ERPやSAP S/4HANAと深く連携することを前提に設計されたクラウドMESです。

SAP Business Technology Platform(BTP)上に構築されているため、SaaSとして継続的にアップデートされ、AI機能が段階的に追加されていく構造を取っています。
SAPは既存のオンプレ型MES製品「SAP ME」および「SAP MII」のメインストリーム保守を2027年12月で終了する方針を公表しており、ユーザーには SAP Digital Manufacturing への移行が推奨されています。AI面では、公式に確認できる範囲として AI-guided KPIs and analytics(KPIの閾値超過時の推奨アクション提示)や、Joule with SAP Digital Manufacturing(製品ドキュメントに対する自然言語検索)などが案内されています。予知保全のような設備故障予兆は、SAPでは別製品・別ソリューションとして提供される領域であり、MES本体の代表機能とは区別して捉える必要があります。
Siemens Opcenter Executionのポジション
Siemens Opcenterは、同社のPLM(Teamcenter)、自動化(SIMATIC)、シミュレーション(Simcenter/Tecnomatix)と一体運用できる点が最大の特徴です。

製品設計から生産ライン構築、現場実行、設備保守までを同社ポートフォリオで通せるため、大企業・グローバル製造業での導入実績が厚い製品です。
2026年1月のCES 2026でSiemensは、Industrial Copilotをはじめとする9種類のAIコパイロットの展開を発表しました。Opcenter向けのコパイロットは、製造プロセスの効率化・コンプライアンス自動化・製品データのナビゲーションを担い、Siemens Xceleratorマーケットプレイス経由で企業規模を問わず利用できる形で提供されます。現場オペレーター・シフトリーダー向けのロール別UIと、自然言語での質問応答が組み合わさっているのが特徴です。
Rockwell FactoryTalk ProductionCentreのポジション
Rockwell FactoryTalk ProductionCentreは、同社のPLC(Logix)・HMI(FactoryTalk View)などの制御製品と深く連携する設計で、離散系製造(自動車・電子機器・食品飲料等)のラインに広く導入されています。

オンプレ中心の堅牢な運用に強みがあります。
Rockwellは2022年11月にFactoryTalk Design Hubを発表し、クラウドベースの制御システム設計・コラボレーション環境を整備してきました。MES本体というよりも制御設計領域のクラウド化が先行している構図で、直近ではFactoryTalk Design Studio上で生成AIコパイロットによるPLCコード生成支援が段階的に拡充されています。ProductionCentre単体のAI動向として公開されている情報は限定的で、Rockwell環境でMESを検討する際は「設計領域のAI進展+ProductionCentreによるMES本体」という二層構成で評価するのが現実的です。
国内MESパッケージの位置づけ
日本市場では、グローバル3製品に加え、国内ベンダーのパッケージが中堅〜中小企業向けに広く導入されています。代表的な国内製品を整理すると次のようになります。

-
mcframe(ビジネスエンジニアリング)
生産管理・原価管理・販売管理と一体のERP寄りパッケージで、MES機能はオプション/連携で提供。国内製造業向けの中堅〜大手ユーザーで採用が広がっている。
-
Factory-ONE 電脳工場(エクサ)
中堅・中小製造業向けの生産管理+MES機能で、製造実績・在庫・原価まで一元化。
-
実績班長(テクノシステム)
現場実績収集に特化したパッケージで、バーコード・QRコード活用のトレーサビリティに強み。
-
SmartF(ネクスタ)
クラウド型の生産管理+MESで、中小製造業向けの短期導入に対応。
-
R-PiCS(JBアドバンスト・テクノロジー)
純国産生産管理+MESで、20年以上の運用ノウハウをパッケージ化。
国内パッケージは「日本語サポート」「国内SIerによる導入支援」「国内ERPとの連携実績」の3点でグローバル製品にはない優位性を持ちます。一方、グローバル拠点展開や最新AI機能の先取りでは、SAP Digital Manufacturing・Siemens Opcenter・Rockwell FactoryTalkの3製品に優位があるのが実態です。
MESの2026年最新動向:生成AI/AIコパイロット活用とデータ基盤化
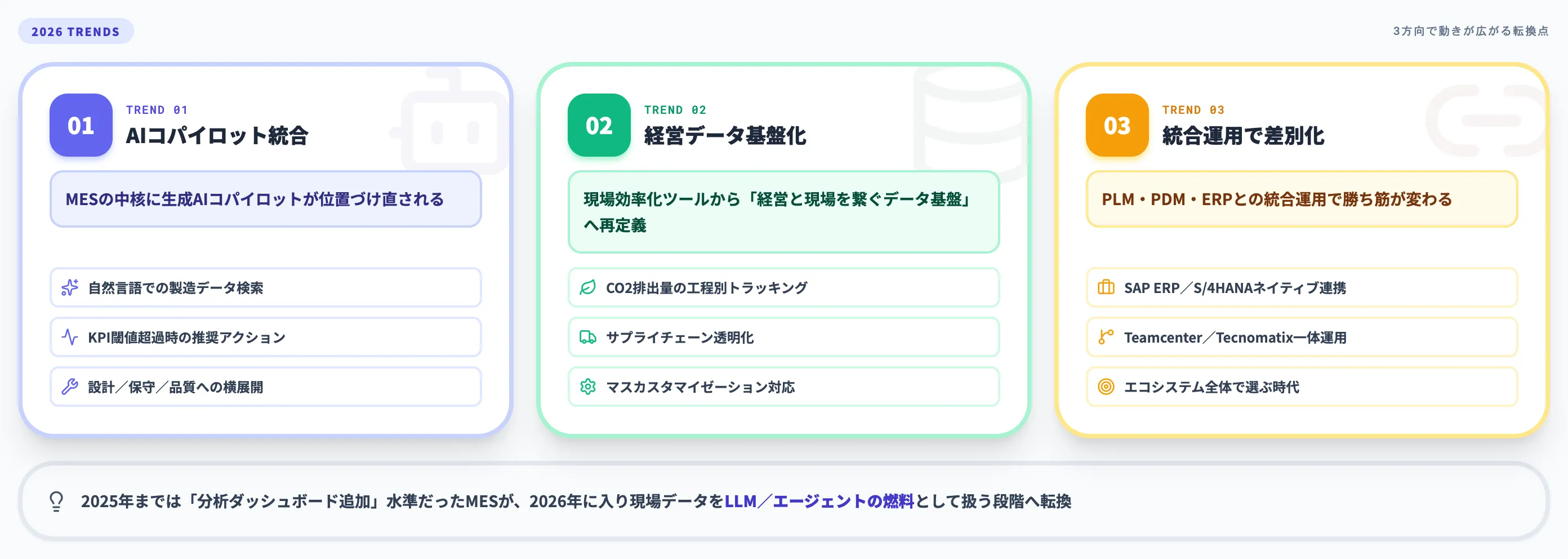
2026年はMES業界にとって転換点となりつつあり、「MES/周辺領域へのAIコパイロット導入」「自然言語による分析・検索の広がり」「デジタルスレッドとの統合」の3方向で動きが広がっています。この節では、各ベンダー横断で動向を整理します。
AIコパイロットのMES統合が本格化
2025年までは「MESに分析ダッシュボードが追加された」という水準でしたが、2026年に入り、各社がMESの中核に生成AIコパイロットを位置づけ直す動きが加速しています。主要ベンダーの代表的な取り組みを整理すると次のようになります。
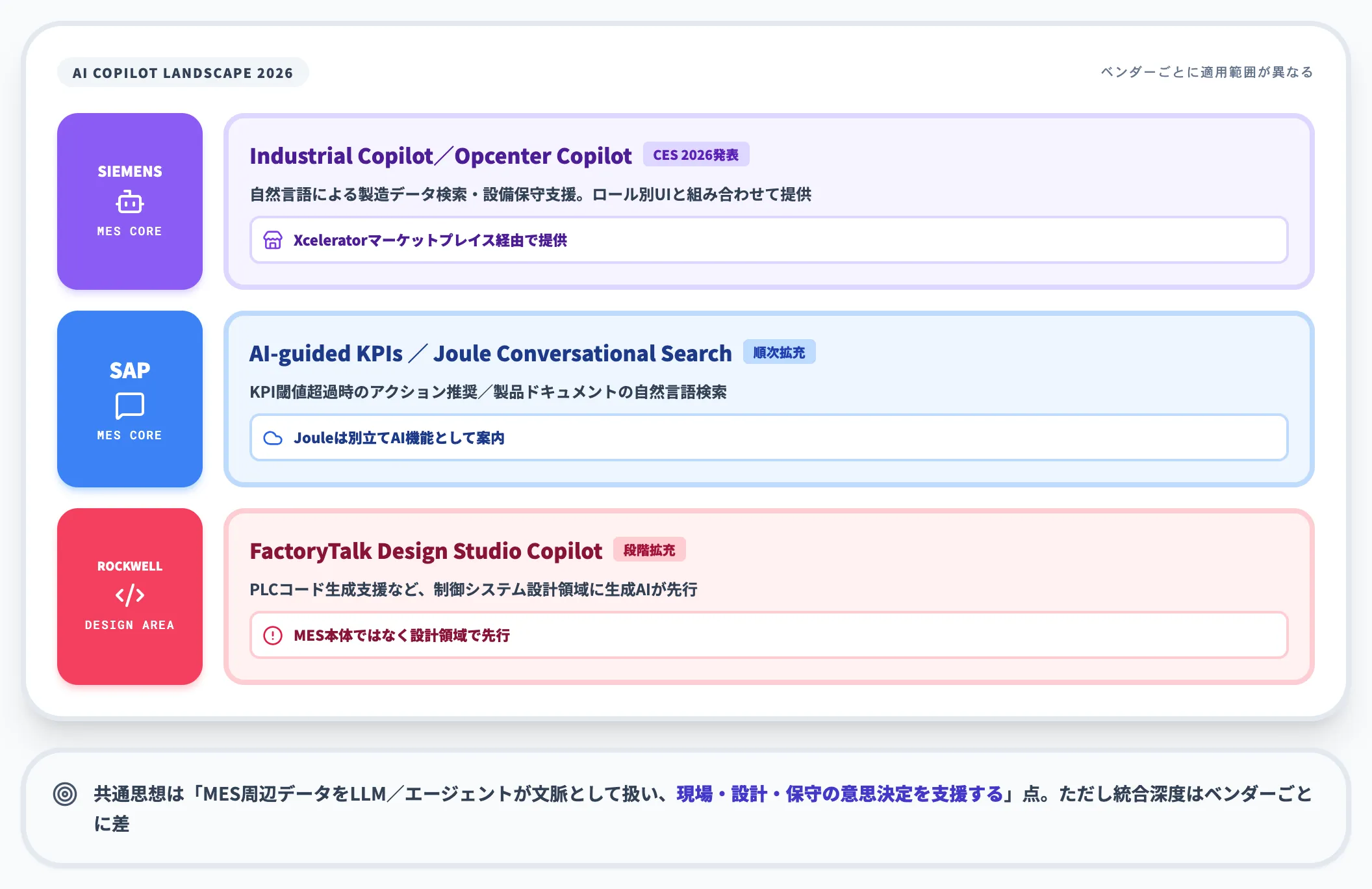
| ベンダー | AI機能名称 | 主な役割 | 公開時期 |
|---|---|---|---|
| Siemens | Industrial Copilot/Opcenter Copilot | 自然言語での製造データ検索、設備保守支援 | CES 2026で発表、Xceleratorで提供 |
| SAP | AI-guided KPIs and analytics/Joule with SAP Digital Manufacturing | KPIの閾値超過時の推奨アクション提示、製品ドキュメントに対する自然言語検索(conversational search) | SAP Digital Manufacturing に順次拡充(Jouleは別立てのAI機能として案内) |
| Rockwell | FactoryTalk Design Studio Copilot | 制御システム設計領域での生成AIによるPLCコード支援 | Design Studio で段階的に拡充(MES本体ではなく設計領域) |
この3社の動きから読み取れる共通点は、「MESや周辺製品に蓄積されたデータを、LLM/エージェントが文脈として扱い、現場オペレーターや設計者・保守担当者の意思決定を支援する」という設計思想です。ただし、現時点でMES本体に統合済みの生成AI機能はベンダーごとに粒度差があり、SAPはJouleによる自然言語検索やKPI連動のアクション推奨、Siemensは Xcelerator 経由の Industrial Copilot、Rockwellは設計領域側(Design Studio)の生成AI、というように適用範囲を分けて評価する必要があります。
経営と現場をつなぐデータ基盤としての再定義
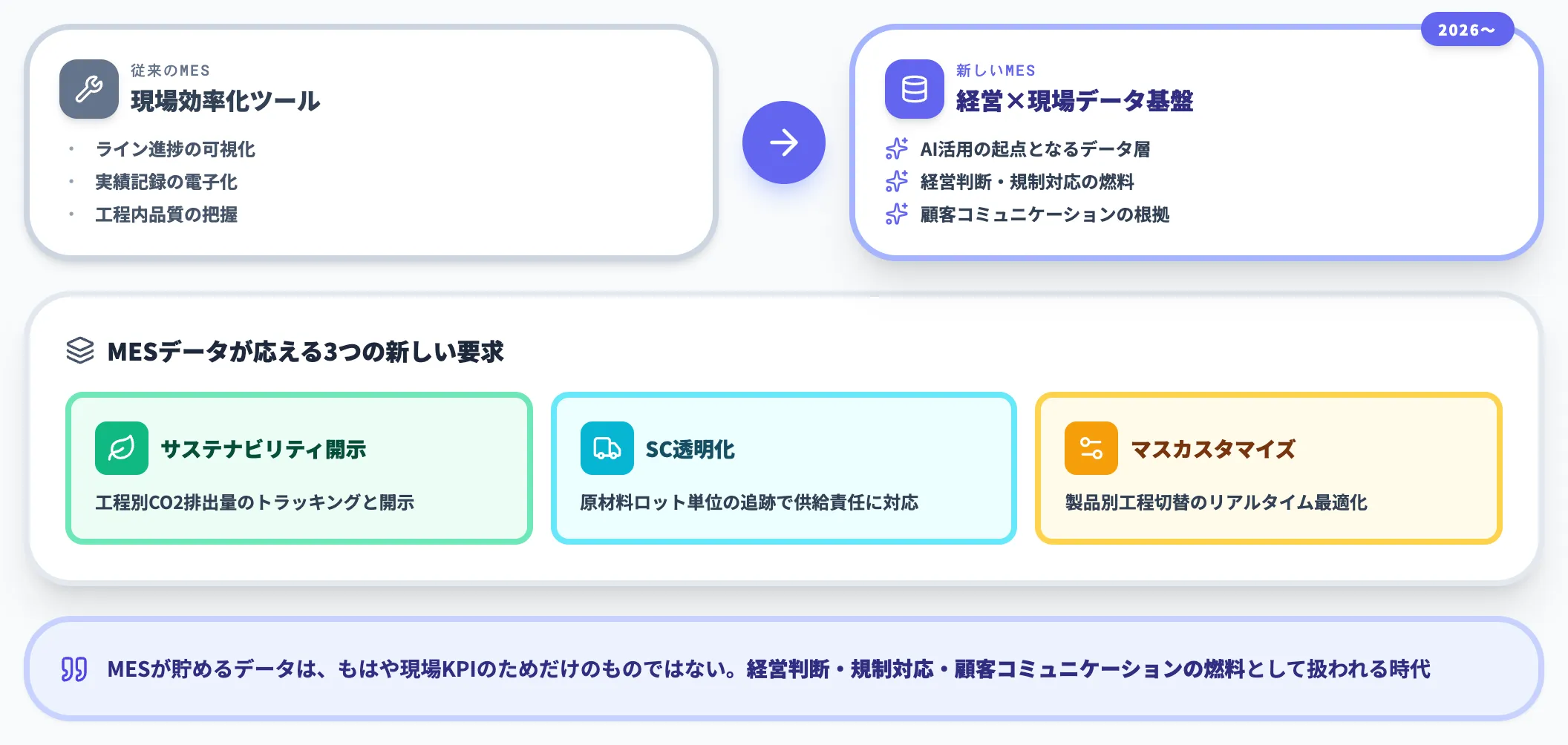
2026年のもう一つの大きな流れが、MESを「現場効率化のためのシステム」から「経営と現場をつなぐデータ基盤」へと再定義する動きです。
Siemens Opcenterの公式ブログでも、MESはAIとIIoTを支える中核基盤として位置づけられています。
この再定義の背景には、サステナビリティ開示(CO2排出量の工程別トラッキング)、サプライチェーン透明化(原材料ロットのトレーサビリティ)、マスカスタマイゼーション対応(製品別工程切替のリアルタイム最適化)といった、現場単体では完結しない要求が増えていることがあります。MESが貯めるデータは、もはや現場KPIだけのものではなく、経営判断・規制対応・顧客コミュニケーションの燃料として使われる時代に入っています。
PLM/PDM/ERPとの統合運用の進展
2026年は、MES単体の強化よりも「MESと他システムの統合運用」で差が出る局面に入っています。

SAPは Digital Manufacturing を SAP ERP/S/4HANAとネイティブ連携させる路線、SiemensはOpcenterをTeamcenter(PLM)やTecnomatix(製造シミュレーション)と一体運用する路線で、それぞれ統合運用の価値を訴求しています。
この動きは、製造業ユーザーにとって「MESをどのエコシステムの中に置くか」がMES選定の新しい評価軸になっていることを意味します。単機能比較ではなく、既存のERP・PLM・制御資産との接続のしやすさで選ぶ方が、長期的な運用コストと拡張性で有利になります。
MES導入のメリットと期待効果
MES導入の効果は、現場の実績収集の自動化にとどまらず、品質・コスト・経営判断スピードまで波及します。この節では、導入企業で実際に観測されやすいメリットと、効果測定に使うKPIを整理します。
主要メリットと波及する業務領域
MES導入で得られる主要メリットを、波及する業務領域とあわせて整理すると次の表のようになります。表の各メリットがどの部門に効くかを意識しながら読むと、社内合意形成の筋道が見えてきます。
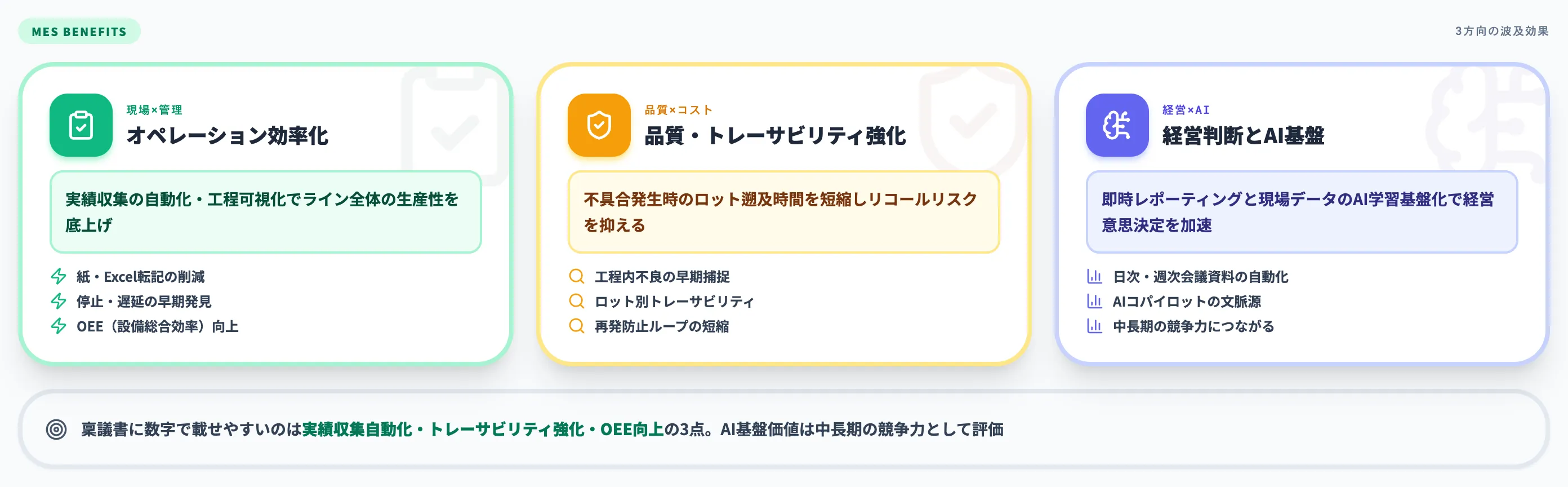
| メリット | 波及領域 | 観測される変化 |
|---|---|---|
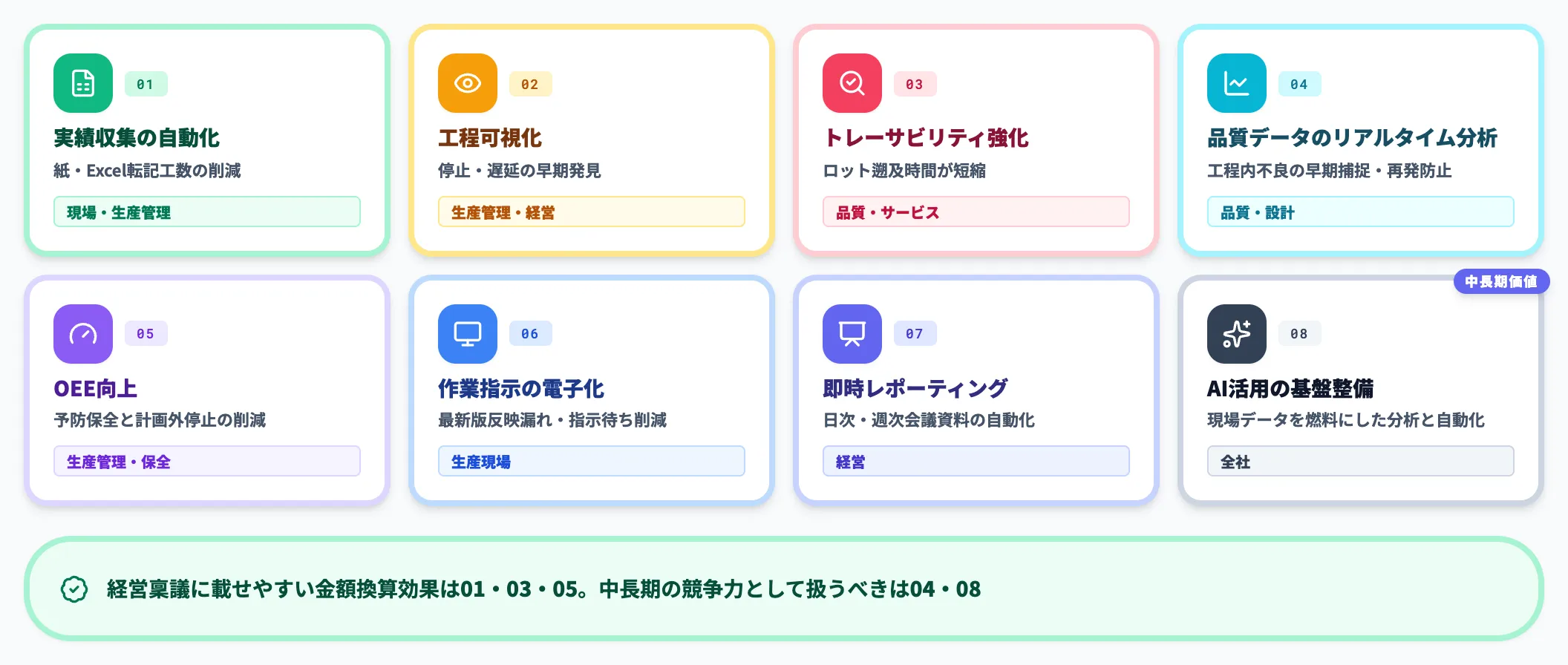
| 実績収集の自動化 | 生産現場・生産管理 | 紙・Excel転記工数の削減 |
| 工程可視化とボトルネック特定 | 生産管理・経営 | 停止・遅延要因の早期発見 |
| トレーサビリティ強化 | 品質・サービス | 不具合発生時のロット遡及が短縮 |
| 品質データのリアルタイム分析 | 品質・設計 | 工程内不良の早期捕捉と再発防止 |
| 設備稼働率(OEE)の向上 | 生産管理・保全 | 予防保全と計画外停止の削減 |
| 作業指示の電子化 | 生産現場 | 最新版反映漏れ・指示待ちの削減 |
| 経営層への即時レポーティング | 経営 | 日次・週次会議資料作成の自動化 |
| AI活用の基盤整備 | 全社 | 現場データを燃料にした分析と自動化 |
この8つのメリットのうち、経営層に説明しやすいのは「実績収集の自動化」「トレーサビリティ強化」「OEE向上」の3つです。いずれも工数削減・不具合リスク低減・機会損失防止として金額換算しやすく、稟議書に載せやすい領域です。一方、「品質データの分析」「AI活用の基盤整備」は、事前のROI計算には載りにくいものの、中長期の競争力に直結する価値として扱うのが現実的です。
効果測定に使うKPI
MES導入を「稟議が通った時点で成功」と捉えるのではなく、導入後の定着と拡張まで含めて成功と定義する企業では、次のようなKPIを最初から設定しています。
-
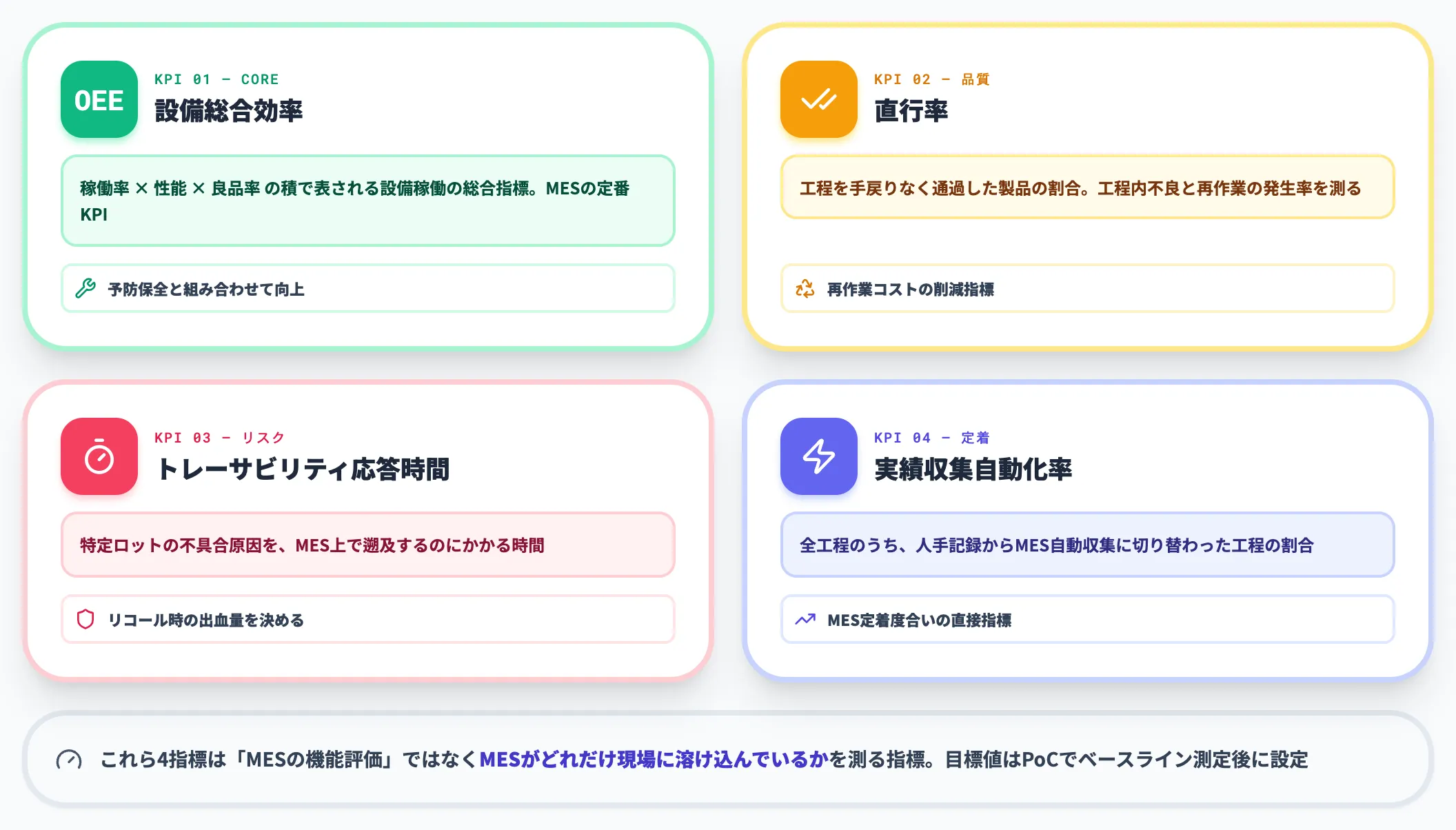
OEE(設備総合効率)
稼働率×性能×良品率の積で表される設備稼働の総合指標。MESの定番KPI。
-
直行率
工程を手戻りなく通過した製品の割合。工程内不良と再作業の発生率を測る指標。
-
トレーサビリティ応答時間
特定ロットの不具合原因を、MES上で遡及するのにかかる時間。
-
実績収集自動化率
全工程のうち、人手記録からMES自動収集に切り替わった工程の割合。
これらのKPIは、MESの機能評価ではなく「MESが現場にどれだけ溶け込んでいるか」を測る指標です。改善幅は業種・製品・既存運用で大きく異なるため、具体的な目標値はPoCでベースラインを測定してから段階的に設定するのが現実的です。
MES導入の進め方:段階的導入と詰まり論点
MES導入は、通常のITシステム導入とは異なり、現場オペレーションそのものを変える性格を持ちます。この節では、失敗を避けるための段階的導入ステップと、現場で詰まりやすい論点を整理します。
段階的導入の4ステップ
実務で成功しているMES導入は、おおむね次の4ステップで進んでいます。
| ステップ | 主な内容 | 期間の参考レンジ(個社事例で幅あり) |
|---|---|---|
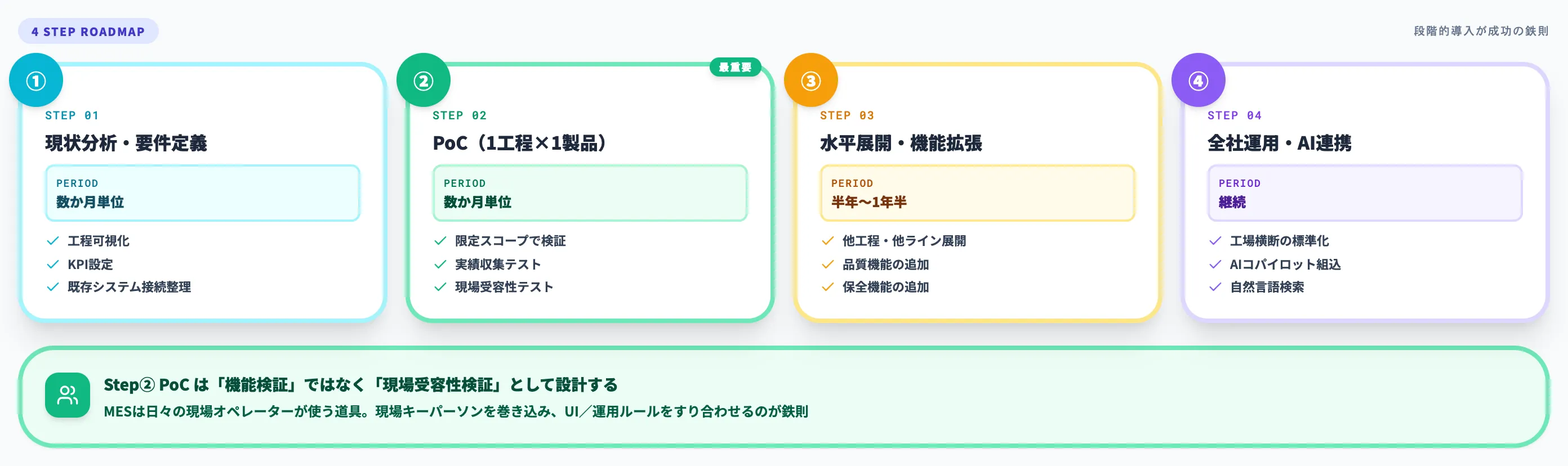
| ①現状分析・要件定義 | 工程可視化、KPI設定、既存システム接続の整理 | 数か月単位 |
| ②PoC(1工程×1製品ライン) | 限定スコープでの実績収集検証、現場受容性テスト | 数か月単位 |
| ③水平展開・機能拡張 | 他工程・他ラインへの展開、品質・保全機能の追加 | 半年〜1年半程度 |
| ④全社運用・AI連携 | 工場横断の標準化、AIコパイロット/自然言語検索などの組み込み | 継続 |
この4ステップで最も重要なのは、ステップ②のPoCを「機能検証」ではなく「現場受容性検証」として設計することです。MESは設計者や管理者が使うシステムではなく、日々の現場オペレーターが使う道具のため、現場が使いこなせないと機能の良さに関係なく定着しません。PoC段階で現場キーパーソンを巻き込み、UI/運用ルールをすり合わせるのが鉄則です。
導入で詰まりやすい論点
MES導入プロジェクトで頻出する詰まりポイントを、発生段階別に整理します。
-
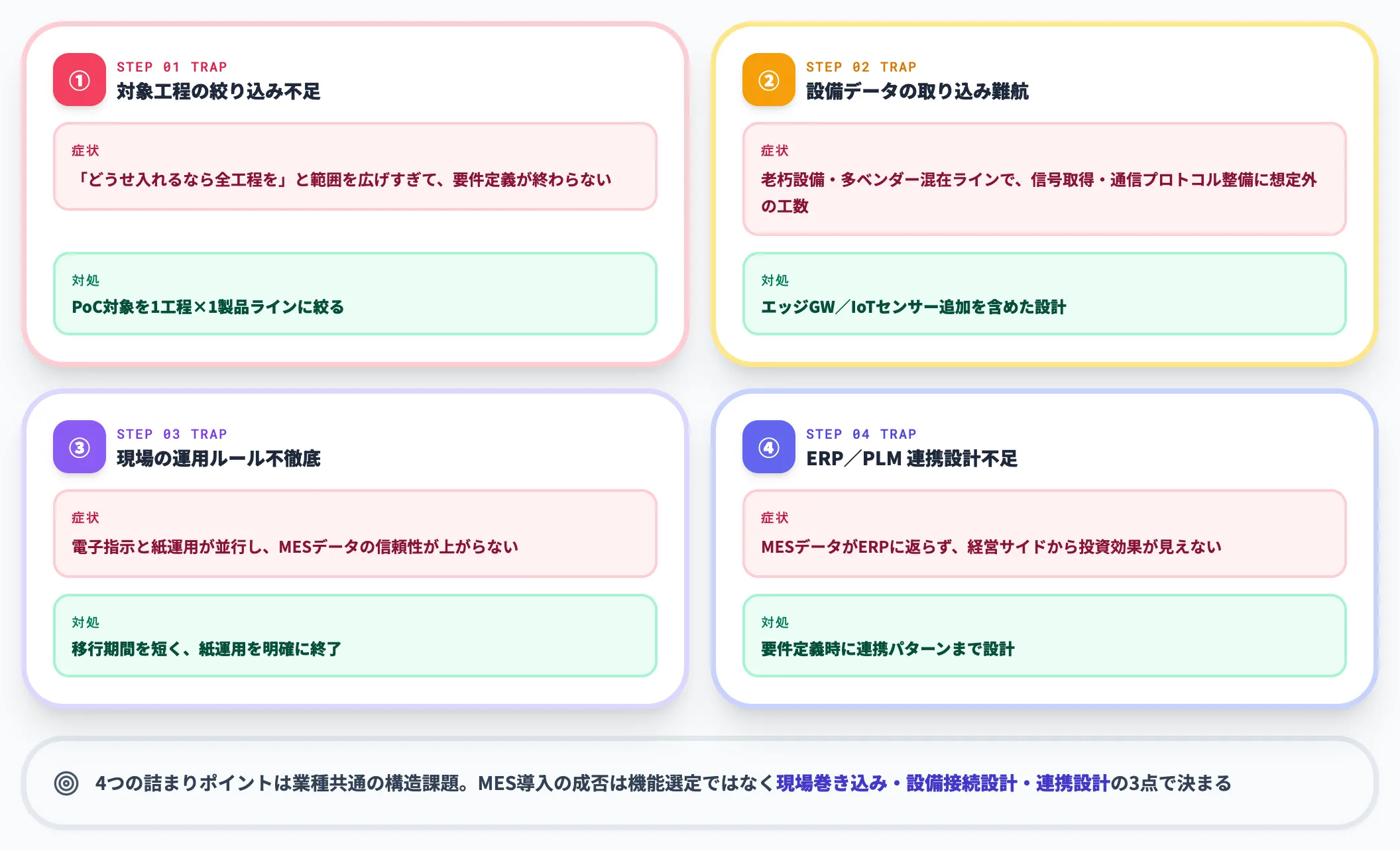
ステップ①で詰まるパターン:対象工程の絞り込み不足
「どうせ入れるなら全工程を」と範囲を広げすぎて、要件定義が終わらない。PoC対象を1工程・1製品ラインに絞るのが正解です。
-
ステップ②で詰まるパターン:設備データの取り込み難航
老朽化した設備・多ベンダー混在のラインで、信号取得や通信プロトコルの整備に想定以上の工数がかかる。エッジゲートウェイ・IoTセンサー追加も含めた設計が必要です。
-
ステップ③で詰まるパターン:現場の運用ルール不徹底
新しい電子指示と既存の紙運用が並行し、MESデータの信頼性が上がらない。移行期間を短く設定し、紙運用を明確に終了させることが必要です。
-
ステップ④で詰まるパターン:ERP/PLMとの連携設計不足
MESに溜まったデータがERPに返らず、経営サイドからMES投資効果が見えない。導入前の要件定義段階で、ERP/PLMへの連携パターンまで設計しておく必要があります。
この4つの詰まりポイントは、業種を問わず共通する構造的な課題です。つまりMES導入の成否は、機能選定よりも、現場巻き込み・設備接続設計・連携設計の3点で決まると考えて臨むのが現実的です。製造業DXの進め方全体の中での位置づけも意識しておくと、MES単独での検討に偏らずに済みます。
MES導入費用の参考レンジとROI
MESは、機能範囲・ライン数・既存設備の接続難易度で費用が大きく変動し、同じ機能帯でも数百万円から数億円まで幅があります。SAP・Siemens・Rockwellなどのグローバルベンダーは公式サイトで標準価格を公開しておらず、個別見積が基本です。この節では、第三者メディアや導入事例で公開されている情報を手がかりに、参考レンジを整理します。

費用帯別の参考レンジ(要個別見積)
MESの導入費用を、製品タイプ別に整理すると次のようになります。下記はあくまで第三者メディアの比較記事・導入事例から抽出した参考レンジで、ベンダー公式の公開価格ではありません。実際の金額は工場規模・ライン数・既存設備の接続難易度・カスタマイズ度合いで大きく変動するため、必ず複数社からの見積比較を前提に活用してください。
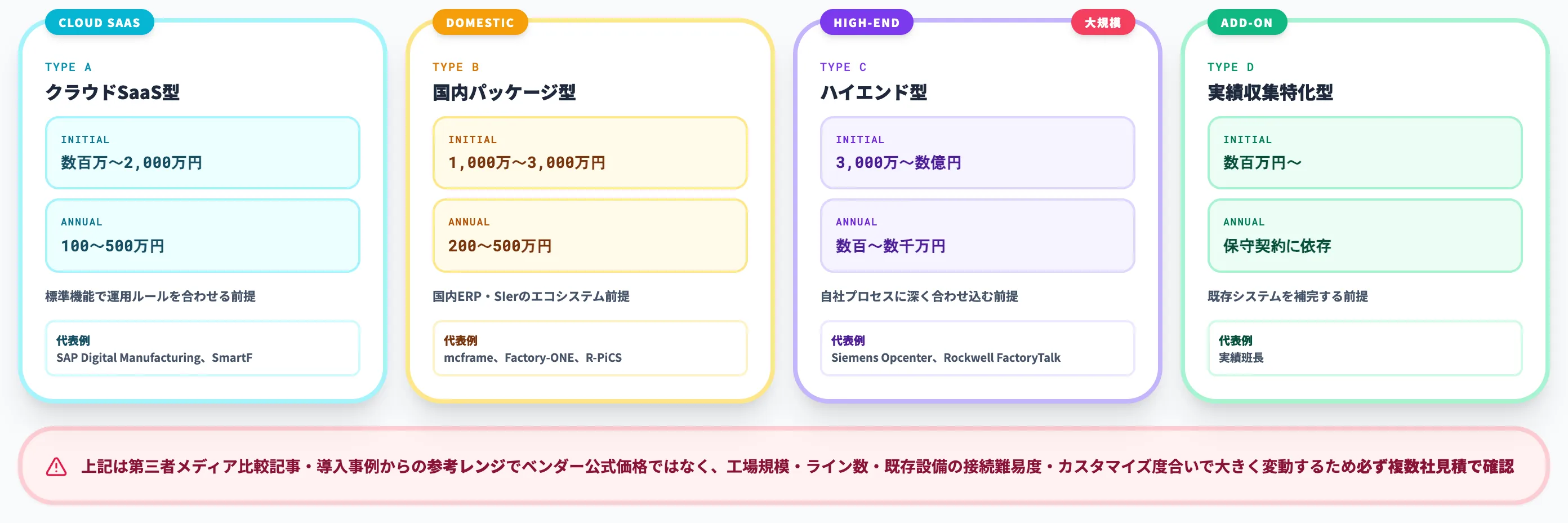
| 製品タイプ | 初期費用の参考レンジ | 月額/年間運用費の参考レンジ | 代表例 |
|---|---|---|---|
| クラウドSaaS型(中小〜中堅向け) | 数百万円〜2,000万円 | 年間100〜500万円 | SAP Digital Manufacturing、SmartF |
| 国内パッケージ型(中堅向け) | 1,000万〜3,000万円 | 年間200〜500万円 | mcframe、Factory-ONE、R-PiCS |
| ハイエンド型(グローバル大企業向け) | 3,000万〜数億円 | 年間数百〜数千万円 | Siemens Opcenter、Rockwell FactoryTalk |
| 実績収集特化型 | 数百万円〜 | 保守契約に依存 | 実績班長 |
この4類型の違いは、ライセンス費用の差だけではなく、「どこまで現場プロセスを標準化/カスタマイズする前提か」で決まります。SaaS型は標準機能で運用ルールを合わせる前提、ハイエンド型は自社の現場プロセスに深く合わせ込む前提、実績収集特化型はMES本体を持たず既存システムを補完する前提、という棲み分けです。
投資対効果(ROI)の試算軸
MES投資のROI試算は、現場の工数削減だけでは正しく評価できません。実務で使われる試算軸を整理すると次のようになります。

-
実績収集工数の削減
紙・Excel記録からMES自動収集に切り替わることで生じる作業時間削減の金額換算。
-
OEE向上による生産能力増
設備稼働率の改善で増える生産量を売上機会として換算。
-
品質不具合削減によるリスク回避
工程内不良の早期発見・ロット遡及時間短縮による、リコール・保証修理コストの削減。
-
経営レポーティングの自動化
日次・週次の経営会議資料作成工数の削減。
-
AI活用の基盤価値
将来的な生成AI・エージェント活用の前提となる「きれいな現場データ基盤」の構築。
これら5つの軸のうち、稟議書に数字として載せやすいのは上の3つです。ただし、2026年以降のMES投資判断では「AI活用の基盤価値」も経営層へのプレゼンで大きな比重を占めるようになっており、「MESがなければ製造業のAI活用そのものが進まない」という文脈で投資が承認されるケースが増えています。このあたりは製造業AI導入ステップの議論とも接続します。
MES導入を現場のリアルタイム運用からAI自動化までつなぐなら
AI総合研究所の専任チームが、MES導入の構想段階から、ERP/PLM/IoTとの連携設計、AIエージェント接続まで一気通貫で伴走支援します。単なる機能選定ではなく、既存設備・既存ERP資産を活かしながら、現場のリアルタイム運用からOEE分析・品質自動分析までを自動化するAI基盤として設計したい企業向けに、AI Agent Hubを活用した実装パターンをご提案します。まずは無料の資料で、AI Agent Hubの全体像をご確認ください。
MES導入を現場のリアルタイム運用からAI自動化までつなぐために

既存ERP・PLM・IoT連携を前提にAI基盤を構築
MESを単体運用で終わらせず、ERP・PLM・IoTと接続して生産計画から現場実行・品質分析までを自動化。AI Agent Hubなら実行ログ・権限管理・セキュリティまで含めたエンタープライズAI基盤を、要件に応じてカスタマイズしながら戦略策定から開発・運用まで伴走支援します。
まとめ
本記事では、MES(製造実行システム)の基本機能から、ERP/PLM/PDM/生産管理システムとの違い、主要3製品+国内パッケージの比較、2026年の生成AI/AIコパイロット動向(Siemens Industrial Copilot/SAPの Joule/Rockwellの設計領域コパイロット等)、段階的導入ステップ、費用参考レンジとROI試算軸までを一気通貫で整理しました。
MESは「便利な現場可視化ツール」ではなく、ERP(レベル4)と制御システム(レベル1-2)の間を埋めるISA-95レベル3の基盤であり、経営と現場をリアルタイムにつなぐデータパイプの役割を担います。2026年は生成AIやAIコパイロットの活用が、MES本体だけでなく設計・分析・保全などの周辺領域まで広がり始めた転換点であり、現場データをAI活用の起点として扱う流れが顕在化しています。
MES導入を成功させるポイントは、機能の豊富さではなく、①既存システム資産に合わせたエコシステム選定、②PoCでの現場受容性検証、③ERP/PLM/IoTとの連携設計、④AI基盤としての長期視点、の4点です。現場部門単独の稟議ではなく、生産・情シス・経営・品質の合議で意思決定することが、投資を生きたものにする前提条件になります。